Language: 日本語 | English
Language: 日本語 | English
High-precision and complex-shape processing of spring materials (SUS304, SUS631, beryllium, phosphor bronze, etc.)
We offer a comprehensive service, from considering shapes with 3-D diagrams to examining and proposing materials,
plate thickness and various processing methods, followed by testing, evaluation, progressive mold manufacturing and mass production.
We provide 100% support to speed up development for our customers.

We also accept press stamping with dies produced by other companies. Put our ability to maintain dies and our quality assurance to good use. We have presses between 20 and 150 tons and can handle die sizes of up to 900 mm, plate thickness of 2 mm and materials width of 200. Materials include SPCC and SUS springs.

When manufacturing round shapes with press stamping there are two ways: curling and drawing.
Either method is available at our company.
We'll propose the optimal method keeping in mind the purpose for using the product, the required strength, the lead time allowed, etc.

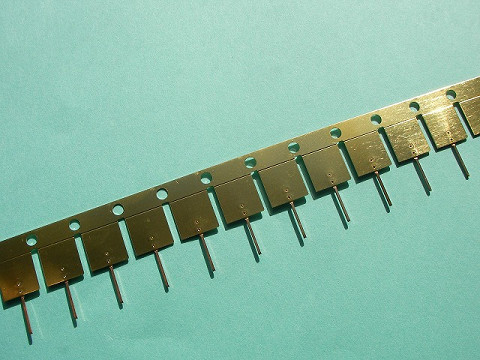
Product Name: Connector Terminals
Material: C1100R-1/2H (ROHS Compliant)
Thickness: 0.2mm
Total Length: 2.9mm
Bending Angle: 135°
Expertise in Micro Precision Press Processing
Kyowa Hearts specializes in manufacturing thin, small, and narrow micro-press processed products. Our expertise particularly lies in the production of compact leaf springs and connector components for PCs and electronic devices.
From prototyping, mold design, and manufacturing to mass production, all processes are carried out in-house at our Yokohama factory, ensuring short lead times and flexible support to meet customer requirements.
We also have metal material specialists available, so please feel free to consult us regarding material selection or any other inquiries.
For more examples of leaf spring products, click here:
https://www.kyowa-hearts.com/spling/
☆ Frequently Asked Questions
https://www.kyowa-hearts.com/faq/
☆ Equipment Information
https://www.kyowa-hearts.com/setsubi/
☆ Contact & Process from Prototyping to Mass Production
https://www.kyowa-hearts.com/flow/
<Contact Information>
Kyowa Hearts Co., Ltd. – Rumi Sakamoto
■ Address: 1-5-1 Takata-Nishi, Kohoku-ku, Yokohama, Kanagawa, Japan
■ TEL: 045-593-6116 FAX: 045-593-6121
■ Official Website: https://www.kyowa-hearts.com
Material / Thickness:
Material: C2680R-1/2H
Thickness: 0.2mm
Processing Details / Precision:
Drawn Section: Outer diameter φ1.2, Height 3mm
Curling Section: Outer diameter φ7mm
Key Points in Progressive Die Manufacturing:
Ensuring that the φ1.2, Height 3mm narrow-drawn section is processed without tearing.
Designing the curling process to achieve roundness without using a core metal.
Key Points in Press Processing:
Proper handling of scrap from piercing the tip of the drawn section.
For more examples of deep drawing processing, click here:
https://www.kyowa-hearts.com/sibori/
☆ Frequently Asked Questions
https://www.kyowa-hearts.com/faq/
☆ Equipment Information
https://www.kyowa-hearts.com/setsubi/
☆ Contact & Process from Prototyping to Mass Production
https://www.kyowa-hearts.com/flow/
<Contact Information>
Kyowa Hearts Co., Ltd. – Rumi Sakamoto
■ Address: 1-5-1 Takata-Nishi, Kohoku-ku, Yokohama, Kanagawa, Japan
■ TEL: 045-593-6116 FAX: 045-593-6121
■ Official Website: https://www.kyowa-hearts.com

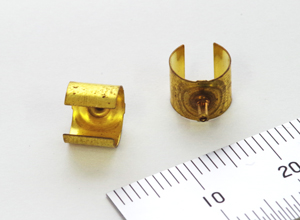
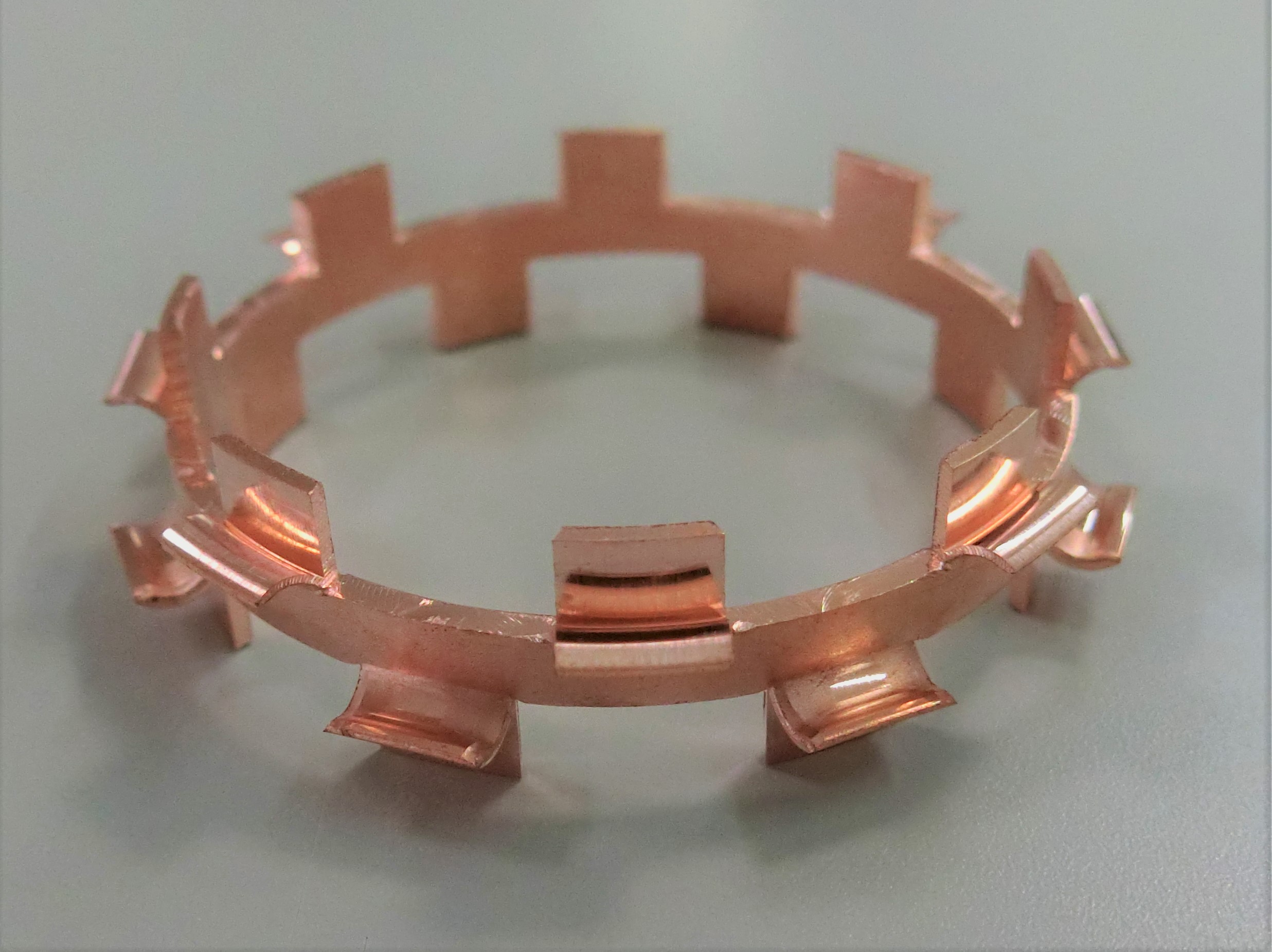
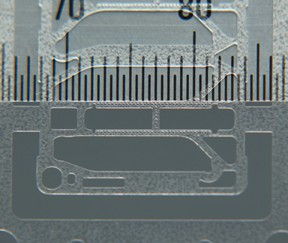
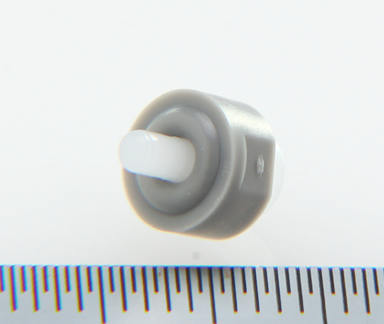
Material: Beryllium Copper C1720R-HM
Sheet Thickness: 0.15 mm
Curling Outer Diameter: φ1.1 mm
Post-Press Processing: Gold Hoop Plating
The product is the round component in the center of the image. The lower three-fifths of the vertical section is shaped into four blades, with their tips evenly and tightly pressed together.
To ensure the four blade tips are securely in contact, various techniques are applied, such as surface pressing around the blades and shaping them into a perfect circular form. The biggest challenge in the curling process is preventing twisting and eccentricity, as the connecting section to the carrier is only 0.3 mm wide and the pre-curling developed length is just 3 mm.
If you are facing difficulties with precision curling processing, please feel free to contact us.
Other Examples of Leaf Spring Products
https://www.kyowa-hearts.com/spling/
Frequently Asked Questions
https://www.kyowa-hearts.com/faq/
Equipment Information
https://www.kyowa-hearts.com/setsubi/
From Inquiry to Prototyping & Mass Production
https://www.kyowa-hearts.com/flow/
Contact Information
Kyowa Hearts Co., Ltd. – Rumi Sakamoto
Address: 1-5-1 Takata Nishi, Kohoku-ku, Yokohama, Kanagawa, Japan
TEL: 045-593-6116
FAX: 045-593-6121
Official Website: https://www.kyowa-hearts.com

This is an ultra-deep drawing process for nickel silver.
Dimensions: φ8mm, length 140mm, thickness 0.5mm.
We also have experience processing brass, aluminum, and stainless steel.
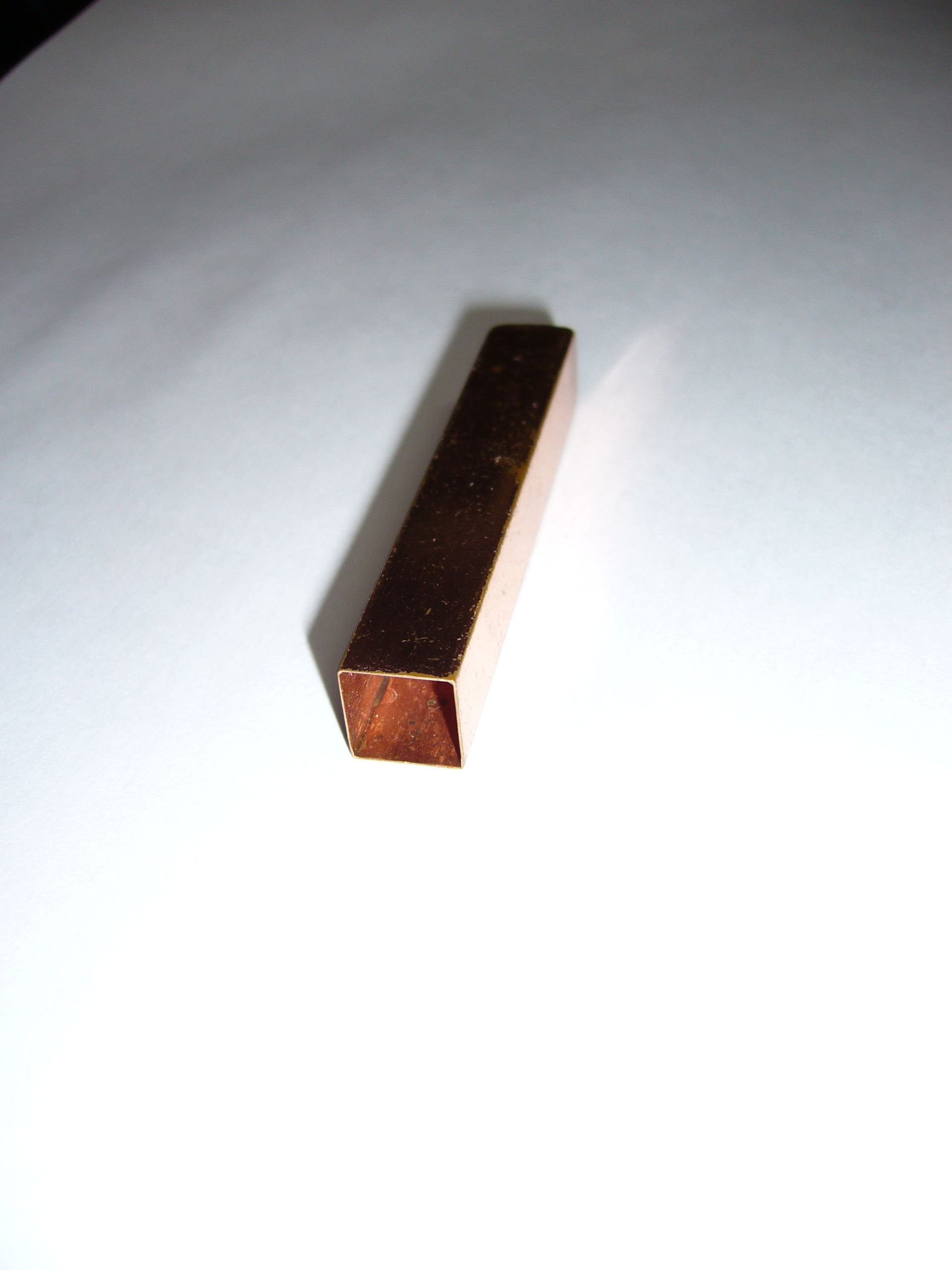
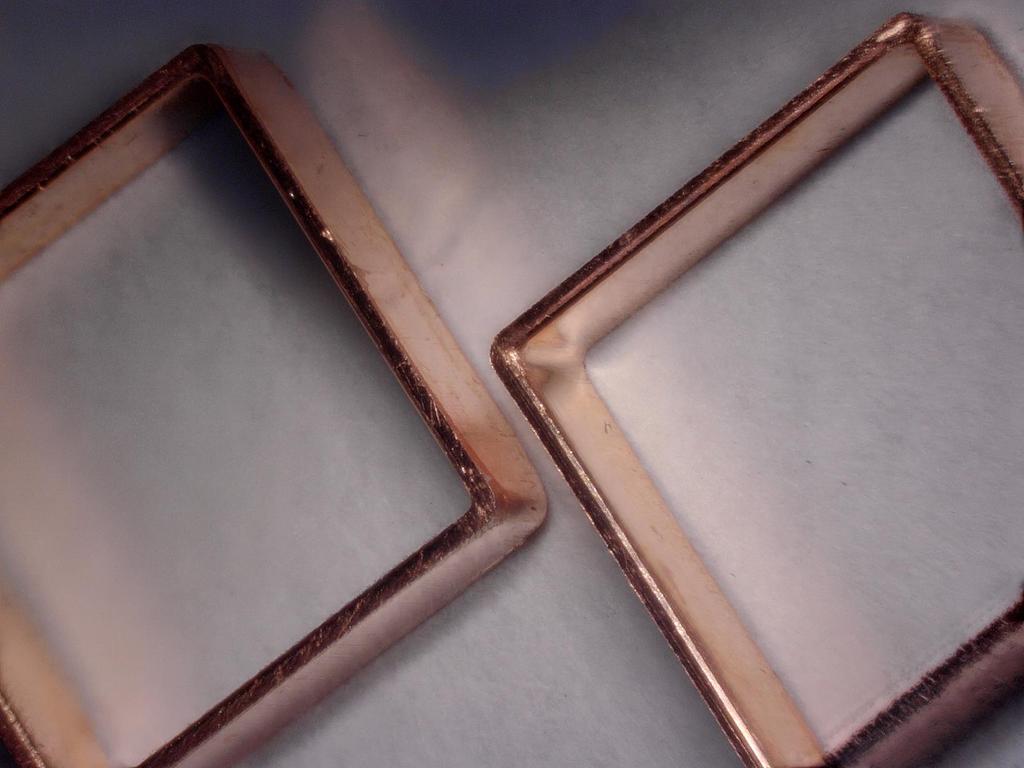
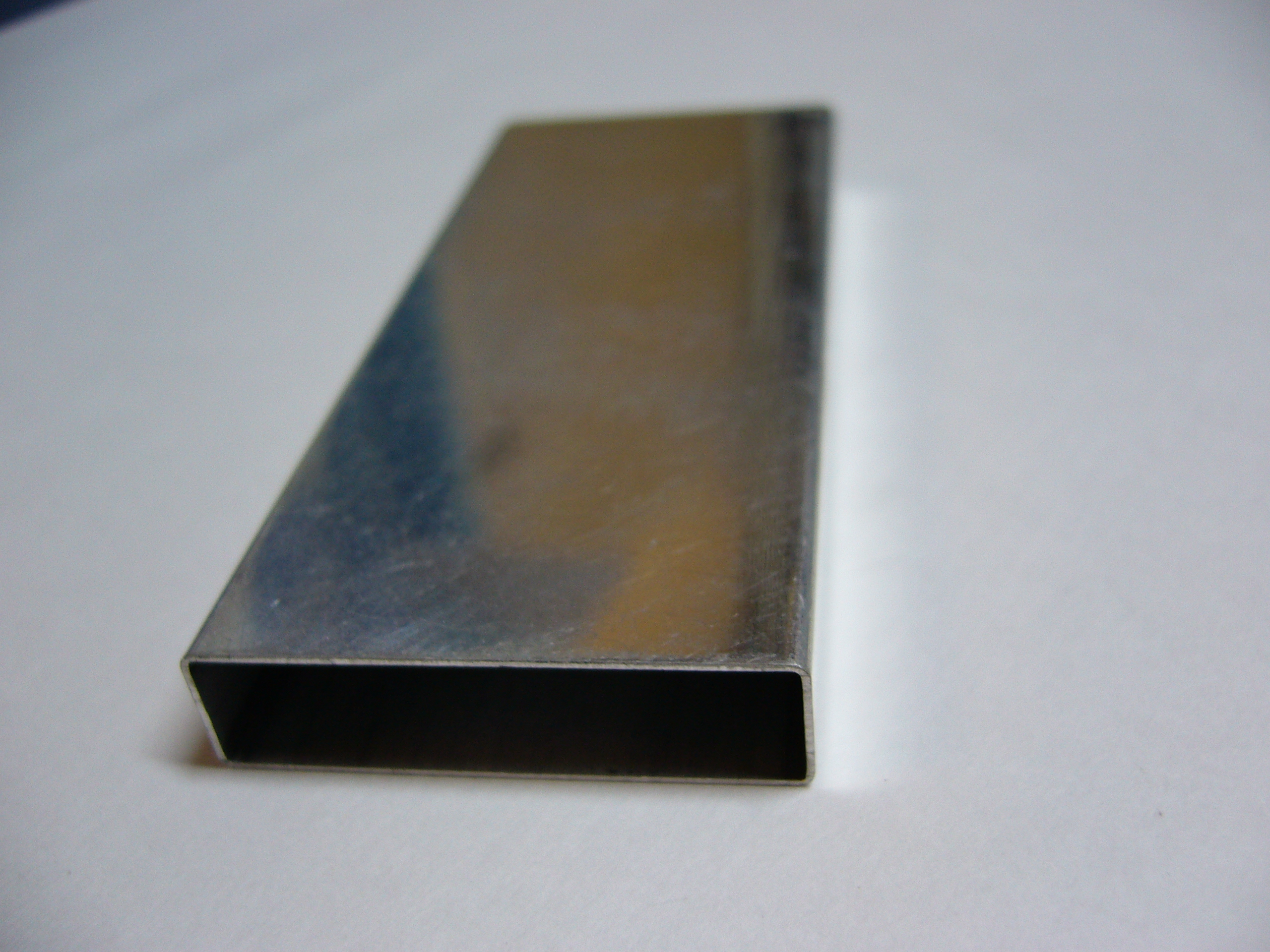
This is a deep drawing process for square copper tubes.
Manufactured from 0.6mm thick material using deep drawing and ironing processes.
Approximate dimensions: 9mm × 9mm, depth 68mm, sidewall thickness 0.25mm.
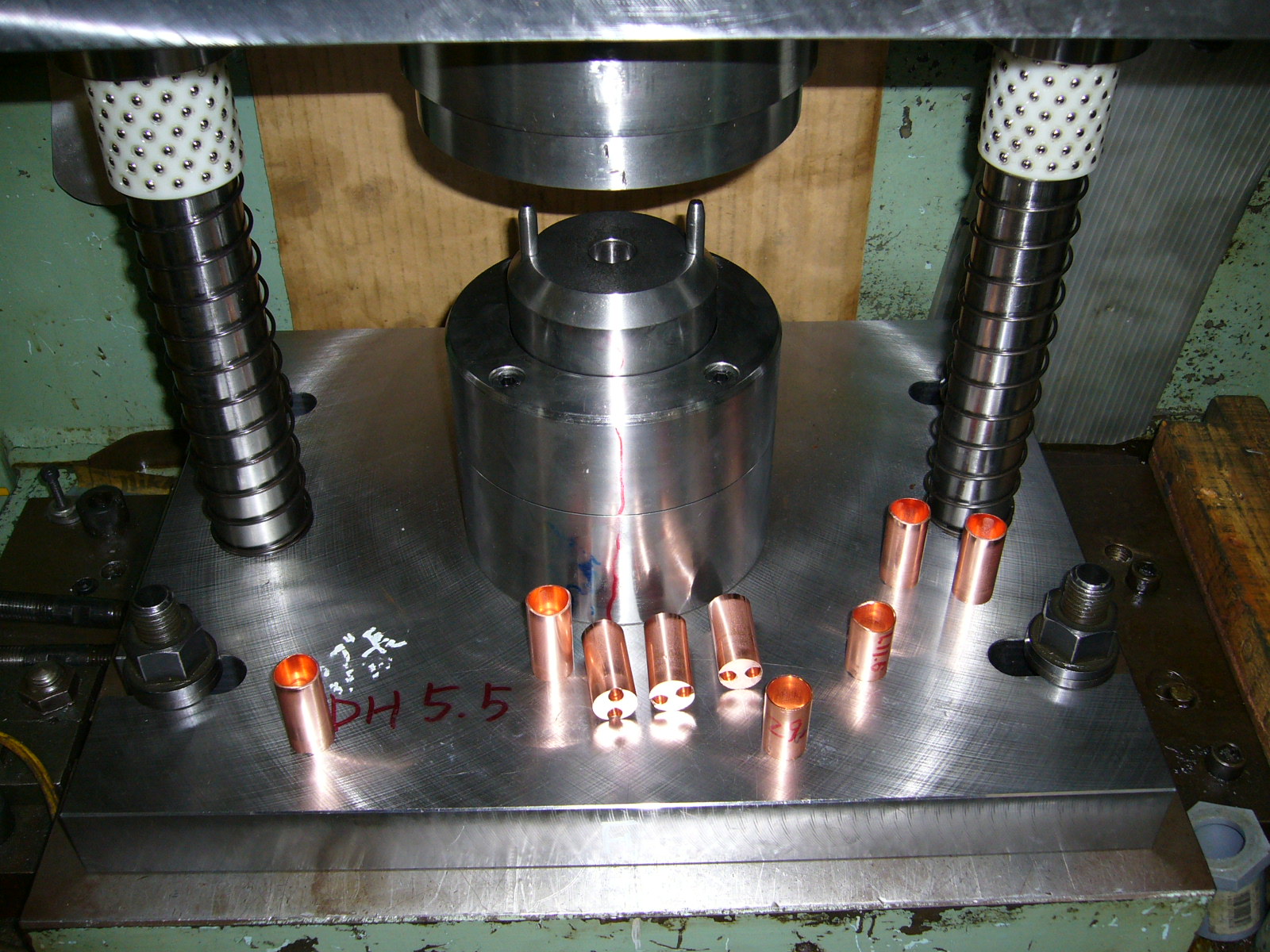
A die used for forward and backward extrusion of copper with a 160-ton cold forging press (knuckle joint press).
We operate an 80-ton transfer press and produce 500,000 cosmetic exterior parts per month.

We are pleased to introduce our 5-axis controlled vertical machining center.
Nissin Precision utilizes the D200Z 5-axis machining center manufactured by Makino Milling Machine Co., Ltd.
This advanced system enables:
- Machining of cemented carbide materials
- Complex die components through simultaneous 5-axis machining
- Production of highly intricate geometries that are difficult or impossible with conventional 3-axis systems
Despite its compact footprint, the D200Z excels in:
- Small workpieces
- Slender and precision components
- High-accuracy fine-feature machining
-----------------------------------------------------------------------------------------------
Production Examples
(See separate page for detailed case studies)
Lower cutting dies
Achievable tolerance: ±0.005 to ±0.01 mm
If you are facing challenges related to 5-axis machining, please feel free to contact us. We are ready to support your precision manufacturing requirements.
-----------------------------------------------------------------------------------------------
❀Contact Information❀
Nissin Precision Machines Co., Ltd. – Head Office
〒146-0095, 2-29-21 Tamagawa, Ota-ku, Tokyo 146-0095, Japan
TEL: +81-3-3758-1901
E-mail: gn.info@nissin-precision.com
Website: https://www.nissin-precision.com/products/precisiondie/
Contact Person: M.H.
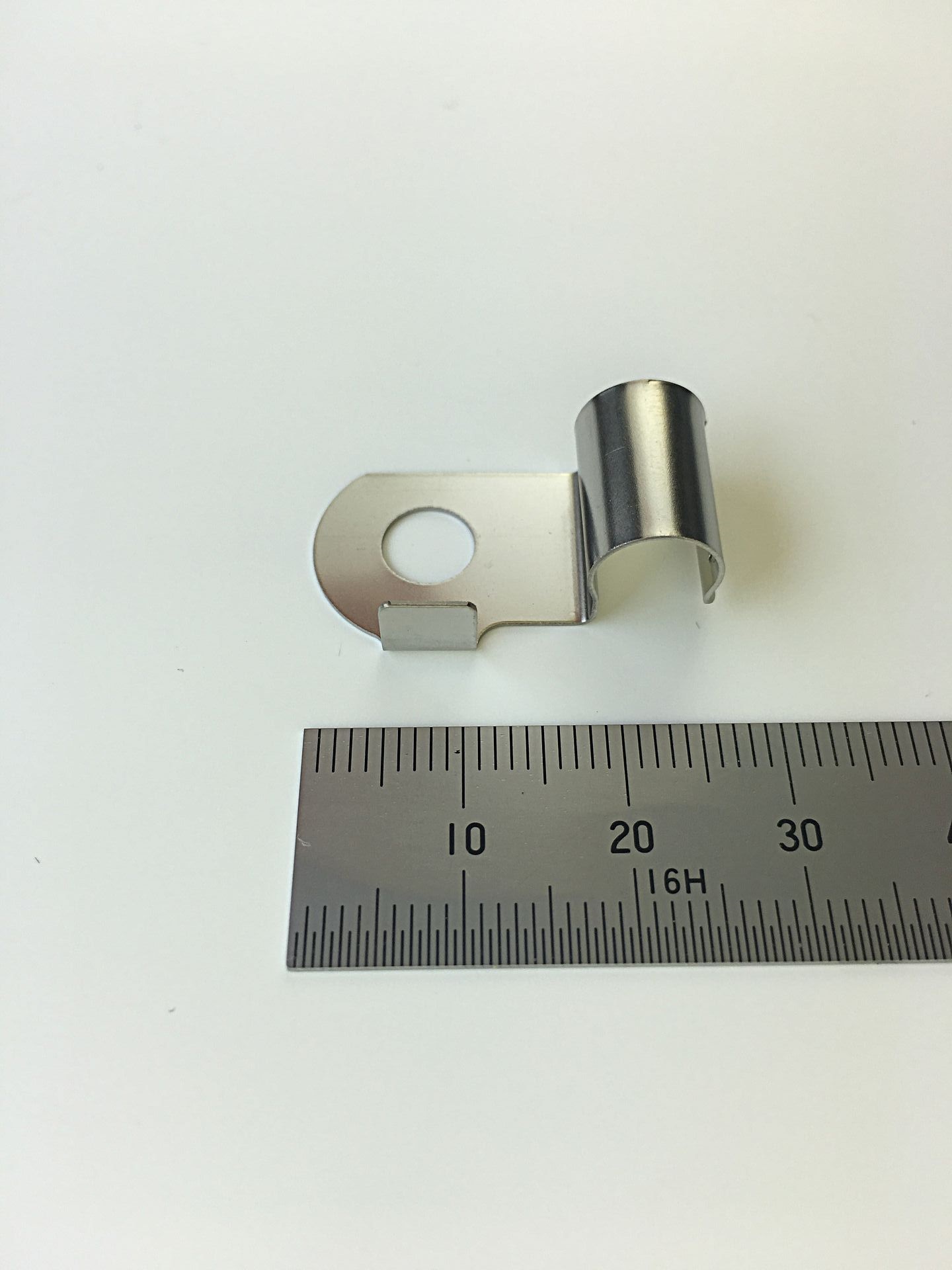
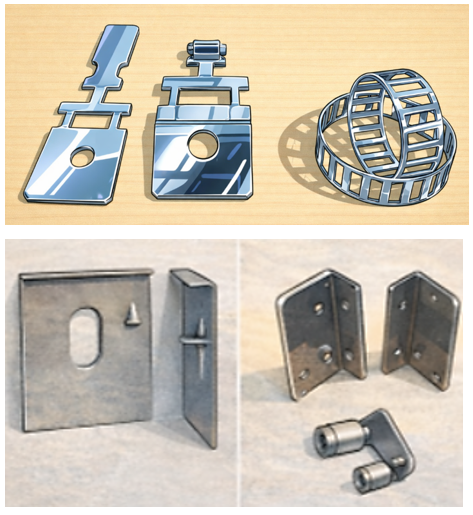
Nippon Forming specializes in designing and manufacturing durable stainless steel plate springs for LED lighting fixtures, engineered to prevent detachment.
[Features]
• Use of highly durable stainless steel materials
• Customization according to customer needs
• Long-term stable use realization
[Product Overview]
• Application: Secure fixation of LED lighting
• Materials: SUS304, SUS301, SUS316, etc.
• Shapes: Clip type, curl type, pinch type
[Main Use Cases]
• LED lighting fixture mounting
• Lighting equipment installation
• Industrial lighting fixation
• Outdoor LED device mounting
• Vehicle and building lighting fixture
[Processing Technology]
• Design considering springback
• Accommodation of complex three-dimensional shapes
• Surface treatment and plating process capabilities
[Nippon Forming's Strengths]
• Proposal of optimal materials and shapes
• Integrated support from prototyping to mass production
• Reliability ensured through high-precision processing
Nippon Forming is a specialized manufacturer of precision-processed wire and strip materials.
We work with various materials ranging from 0.1 to 5mm in diameter. Complex shapes are achievable through NC control.
[Company Information]
Nippon Forming Co., Ltd.
Headquarter & Main Factory: 1-23-2 Kanamachi, Katsushika-ku, Tokyo
Tsukuba Factory: 2924 Ujikai, Ishioka-shi, Ibaraki
https://www.forming.jp/eng/

Nippon Forming specializes in producing high-precision parts with complex shapes using multi-forming machines.
[Features]
• Capability to handle complex shapes
• Precision processing of materials with springback
• Flexible production from small to large quantities
[Product Overview]
• Automatic bending and forming of metal wire and sheet materials
• Support from prototyping to mass production
[Applications]
• Lighting fixture components
• UV equipment components
• Automotive parts
• Agricultural equipment parts
• Power system components
• Power distribution equipment parts
[Processing Materials]
• Nickel-plated hard steel wire
• Stainless steel wire for springs
• Various iron wires (ordinary, annealed, water-drawn, nickel-plated)
• Nickel silver, Inconel, Kovar wire
• SUS316 and others
[Nippon Forming's Strengths]
• Multi-product small-lot production
• Integrated service from material selection to finishing
• Design considering springback
Nippon Forming meets the processing needs for complex shapes and special materials, providing high-precision and durable products. We flexibly accommodate from small lots to mass production, so please feel free to contact us.
Nippon Forming is a specialized manufacturer of precision-processed wire and strip materials.
We work with various materials ranging from 0.1 to 5mm in diameter. Complex shapes are achievable through NC control.
[Company Information]
Nippon Forming Co., Ltd.
Headquarter & Main Factory: 1-23-2 Kanamachi, Katsushika-ku, Tokyo
Tsukuba Factory: 2924 Ujikai, Ishioka-shi, Ibaraki
https://www.forming.jp/eng/

This is a contact bushing component used in household appliances.
The processing method involves progressive pressing and riveting using phosphor bronze (t0.5) + silver.
Our company achieves precision riveting and thick plate punching by applying advanced die and press technologies.
This sample demonstrates punching a phosphor bronze plate with a thickness of t6, leaving a 0.2 thickness on all four sides using press technology.
By utilizing this technology, machining processes that would typically require cutting can now be achieved through pressing, allowing us to deliver optimal QCD (Quality, Cost, Delivery) solutions to our customers.
Key Features:
Thick plate punching with a smooth cut surface
Proprietary die technology
If you are facing challenges with fine press processing, please feel free to consult with us.
By crimping the pins using a progressive die, it becomes possible to minimize the use of expensive materials.

This component is a spring for a spacer.
Component size: 4mm
Plate thickness: 0.2mm
Processing method: Stainless steel is processed using a 45-ton press.

This punch is a die component made from SKH51 tool steel. It is used for applying diamond-pattern knurling to the side surface of collars.
For more detailed information about this product, please refer to the related page.
At Onuki Manufacturing, we handle not only the production of die components but also the manufacturing of complete dies.
If you have any questions or challenges, please feel free to contact us.
ꕤ︵ꕤ︵ꕤ︵ꕤ︵ꕤ︵ꕤ
Ohnuki Kogyosho Co., Ltd.
Sales & Production Control Department
Takuya Osumi / Miu Wada
📩 infoh@ohnuki.co.jp
📞 0294-53-3821
ꕤ︵ꕤ︵ꕤ︵ꕤ︵ꕤ︵ꕤ

This product is manufactured using C1100 material with a sheet thickness of 1.6 mm.
From the initial shape to the final product shape, no machining processes are used.
Dimensions: 9 × 9 × t3.4
Tolerance: ±0.1
Post-press process: Nickel plating
Application: Power diodes designed to meet a wide range of needs, from general consumer and industrial equipment to automotive and electrical applications.
⁂ Dimensional and shape accuracy are ensured through in-process and final inspections using coordinate measuring machines (CMMs) and non-contact laser measuring devices, guaranteeing product functionality and reliability.
With many years of experience and proven technical expertise, we support manufacturing tailored to our customers’ needs.
※For inquiries, please contact us at the details below.
ꕤ︵ꕤ︵ꕤ︵ꕤ︵ꕤ︵ꕤ
Ohnuki Kogyosho Co., Ltd.
Sales & Production Control Department
Takuya Osumi / Miu Wada
📩 infoh@ohnuki.co.jp
📞 0294-53-3821
ꕤ︵ꕤ︵ꕤ︵ꕤ︵ꕤ︵ꕤ

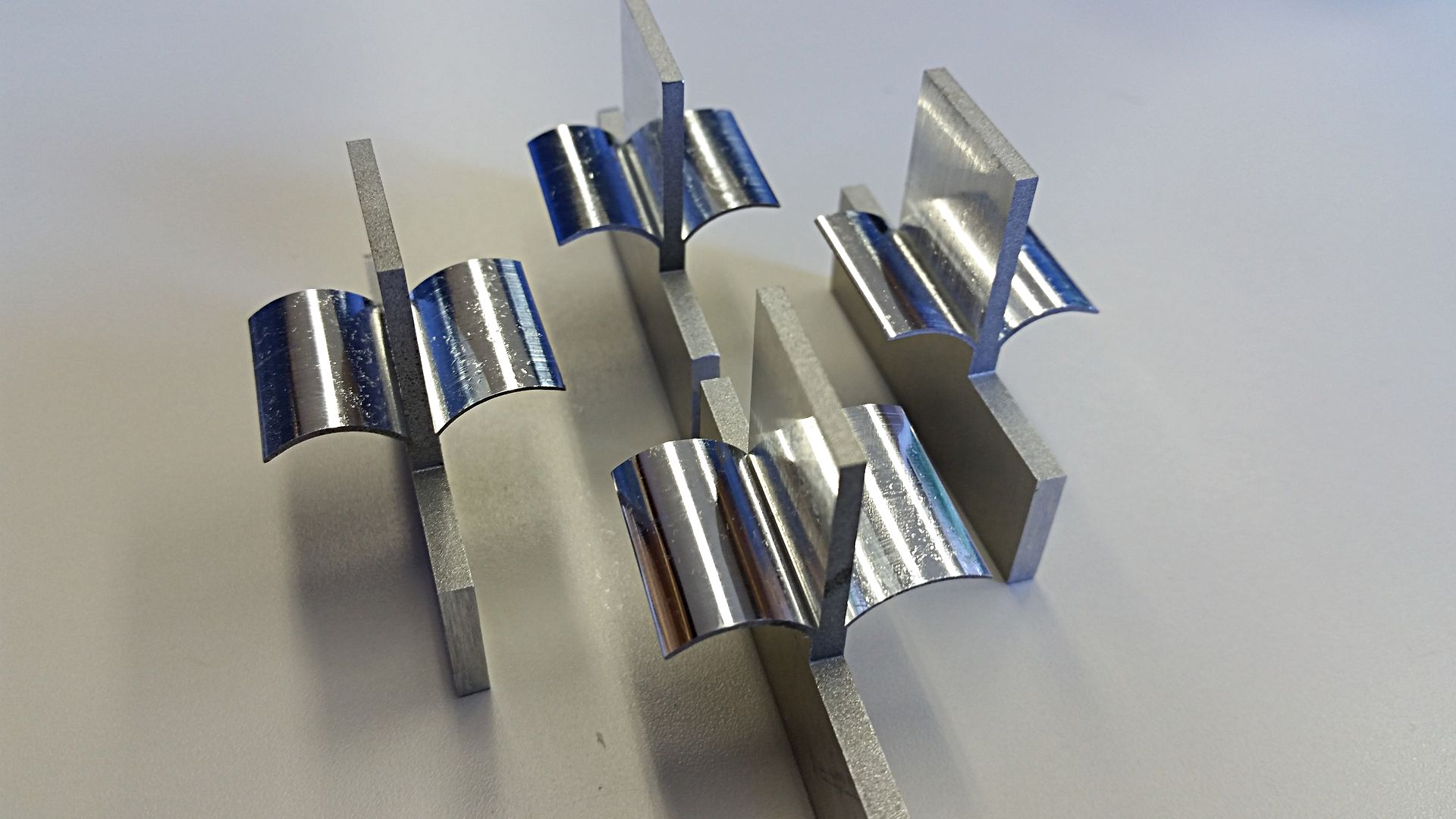
A solid projection was formed on a 1.5mm thick plate in a single press process.
A proprietary technology following Warizaki (Japanese patent obtained).
Method Name: [Turm Method] ★ Turm means tower in German ★

The plate is drawn, and the drawn edge is split along the outer perimeter, forming a three-dimensional integrally molded piece.
[Outer Perimeter Warizaki] Method
A three-dimensional integrally molded piece is formed from a single plate.
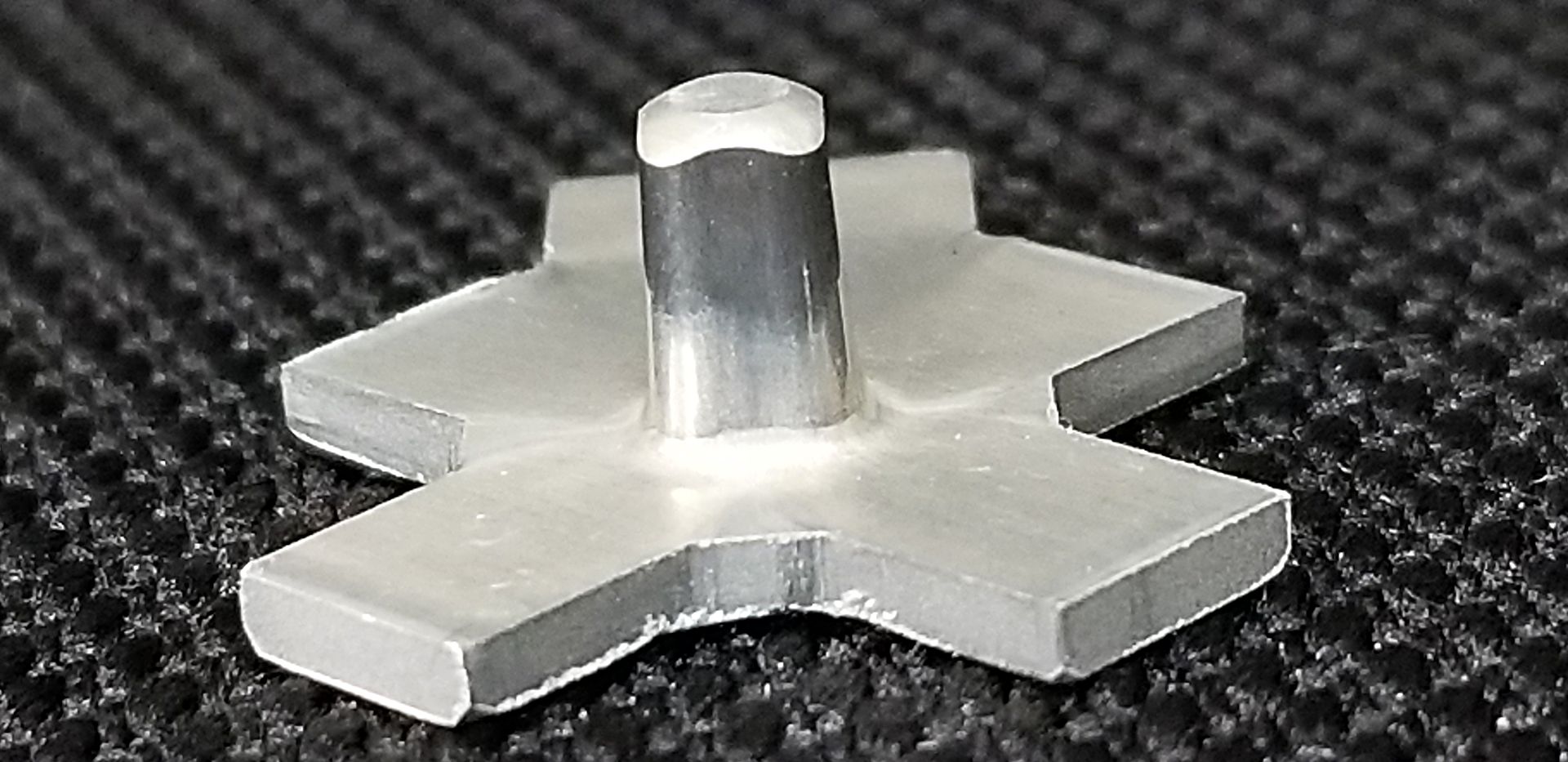
ONLY ONE Processing Technology [Turm Method]
Achieves solid rectangular column projections on a thin plate in a single process.
Shinshu Yoshino Electric specializes in in-house production of metal press and injection molding dies, providing a seamless process from prototyping to mass production.
We have accumulated extensive expertise by working with a wide range of companies, addressing various manufacturing challenges.
With our contract manufacturing services, we offer solutions based on our accumulated processing know-how to help resolve your concerns.
Feel free to contact us for a consultation.
We specialize in precision micro-hole components for the low-voltage, home appliance, and office automation (OA) equipment industries.
Using stainless steel (SUS) and specialized resin films, we perform precision press processing to create fine holes.
Specifications:
Hole Diameter: φ0.100mm
Pitch: 0.15mm
Process Flow:
Press mold design & manufacturing → Press component processing
Product Details:
Size: 30mm × 40mm
Production Volume: 5,000 units/day
Production Lead Time: 1–2 months
Additionally, we manufacture a wide range of products, including those for the automotive industry.
For micro-hole press processing, please contact Shinshu Yoshino Electric.
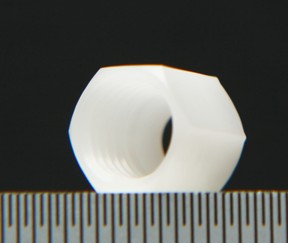
The photo shows an internally threaded nut manufactured for the information equipment industry.
Using a motor-less mold mechanism, the core is mechanically rotated to perform precision unscrewing molding, enabling accurate internal thread formation.
Material: Resin POM
Leveraging our expertise in the design and manufacture of press dies and engineering plastic molds, we provide fully integrated, in-house production—from terminal press processing to insert molding—within a single facility.
IATF 16949 Certified
The same rigorous quality management standards applied to automotive components are also implemented across all non-automotive products.
For stable, high-volume production of information equipment components, trust your requirements to us.
“Technology, Perfected.”
Shinshu Yoshino Electric Co., Ltd.

The photo shows gears manufactured for the information equipment industry.
We are capable of molding precision gears and composite gears that meet JIS Grade 0 and Grade 1 meshing accuracy requirements, ensuring high reliability and smooth operation.
Material
Resin: POM
Based on our expertise in the design and manufacture of press dies and engineering plastic molds, we provide fully integrated, in-house production—from terminal press processing to insert molding—within a single facility.
IATF 16949 Certified
The same rigorous quality management standards applied to automotive components are also implemented across all non-automotive products.
For stable, high-volume production of information equipment components, trust your requirements to us.
“Technology, Perfected.”
Shinshu Yoshino Electric Co., Ltd.
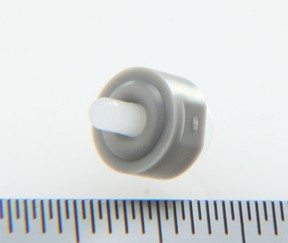
The photo shows a liquid-sealing functional component manufactured for the information equipment industry.
Using a two-shot (two-color) injection molding machine, we produce this part through multi-cavity molding, achieving both high productivity and reliable sealing performance.
Materials: Resin: PP
Elastomer: TPE
Based on our expertise in the design and manufacture of press dies and engineering plastic molds, we provide fully integrated, in-house production—from terminal press processing to insert molding—within a single facility.
IATF 16949 Certified
The same rigorous quality management standards applied to automotive components are also implemented across all non-automotive products.
For stable, high-volume production of two-shot molded components for the information equipment industry, trust your requirements to us.
~ Technology is Beautiful ~ Shinshu Yoshino Electric Co., Ltd.

The photo shows a liquid-sealing functional component manufactured for the information equipment industry.
This part is produced using multi-cavity molding, enabling efficient mass production while maintaining stable sealing performance.
Material: Resin: TPE
Based on our expertise in the design and manufacture of press dies and engineering plastic molds, we provide fully integrated, in-house production—from terminal press processing to insert molding—within a single facility.
IATF 16949 Certified
The same rigorous quality management standards applied to automotive components are also implemented across all non-automotive products.
For stable, high-volume production of elastomer-molded components for the information equipment industry, trust your requirements to us.
~ Technology is Beautiful ~ Shinshu Yoshino Electric Co., Ltd.
The photo shows a liquid-sealing functional component manufactured for the information equipment industry.
Using a two-shot (two-color) injection molding machine combined with a hot runner system, we achieve runner-less, multi-cavity molding, ensuring high productivity, material efficiency, and stable sealing performance.
Materials
Resin: PP (colored)
Elastomer: TPE
Based on our expertise in the design and manufacture of press dies and engineering plastic molds, we provide fully integrated, in-house production—from terminal press processing to insert molding—within a single facility.
IATF 16949 Certified
The same rigorous quality management standards applied to automotive components are also implemented across all non-automotive products.
For stable, high-volume production of two-shot molded components for the information equipment industry, trust your requirements to us.
~ Technology is Beautiful ~ Shinshu Yoshino Electric Co., Ltd.
The photo shows a liquid-sealing functional component manufactured for the information equipment industry.
Using a two-shot (two-color) injection molding machine, we mold a combination of the same material in different colors, achieving both functional sealing performance and clear visual differentiation.
Materials
Resin: PC
Resin (second shot): PC
Based on our expertise in the design and manufacture of press dies and engineering plastic molds, we provide fully integrated, in-house production—from terminal press processing to insert molding—within a single facility.
IATF 16949 Certified
The same rigorous quality management standards applied to automotive components are also implemented across all non-automotive products.
For stable, high-volume production of two-shot molded components for the information equipment industry, trust your requirements to us.
~ Technology is Beautiful ~ Shinshu Yoshino Electric Co., Ltd.

The photo shows a liquid flow path component manufactured for the information equipment industry.
This part features a φ2 conical structure with 24 micro-holes of φ0.2, produced through multi-cavity molding to ensure high productivity and consistent quality.
Material: Resin PPE
Based on our expertise in the design and manufacture of press dies and engineering plastic molds, we provide fully integrated, in-house production—from terminal press processing to insert molding—within a single facility.
IATF 16949 Certified
The same rigorous quality management standards applied to automotive components are also implemented across all non-automotive products.
For stable, high-volume production of information equipment components requiring fine-hole precision, trust your requirements to us.
“Technology, Perfected.”
Shinshu Yoshino Electric Co., Ltd.

The photo shows a functional component manufactured for the information equipment industry.
This part requires mass-production machining accuracy with hole pitch tolerances of ±5 microns, demonstrating our capability in ultra-precision molding.
Material
Resin: LCP
Based on our expertise in the design and manufacture of press dies and engineering plastic molds, we provide fully integrated, in-house production—from terminal press processing to insert molding—within a single facility.
IATF 16949 Certified
The same rigorous quality management standards applied to automotive components are also implemented across all non-automotive products.
For stable, high-volume production of high-precision components for the information equipment industry, trust your requirements to us.
~ Technology is Beautiful ~ Shinshu Yoshino Electric Co., Ltd.

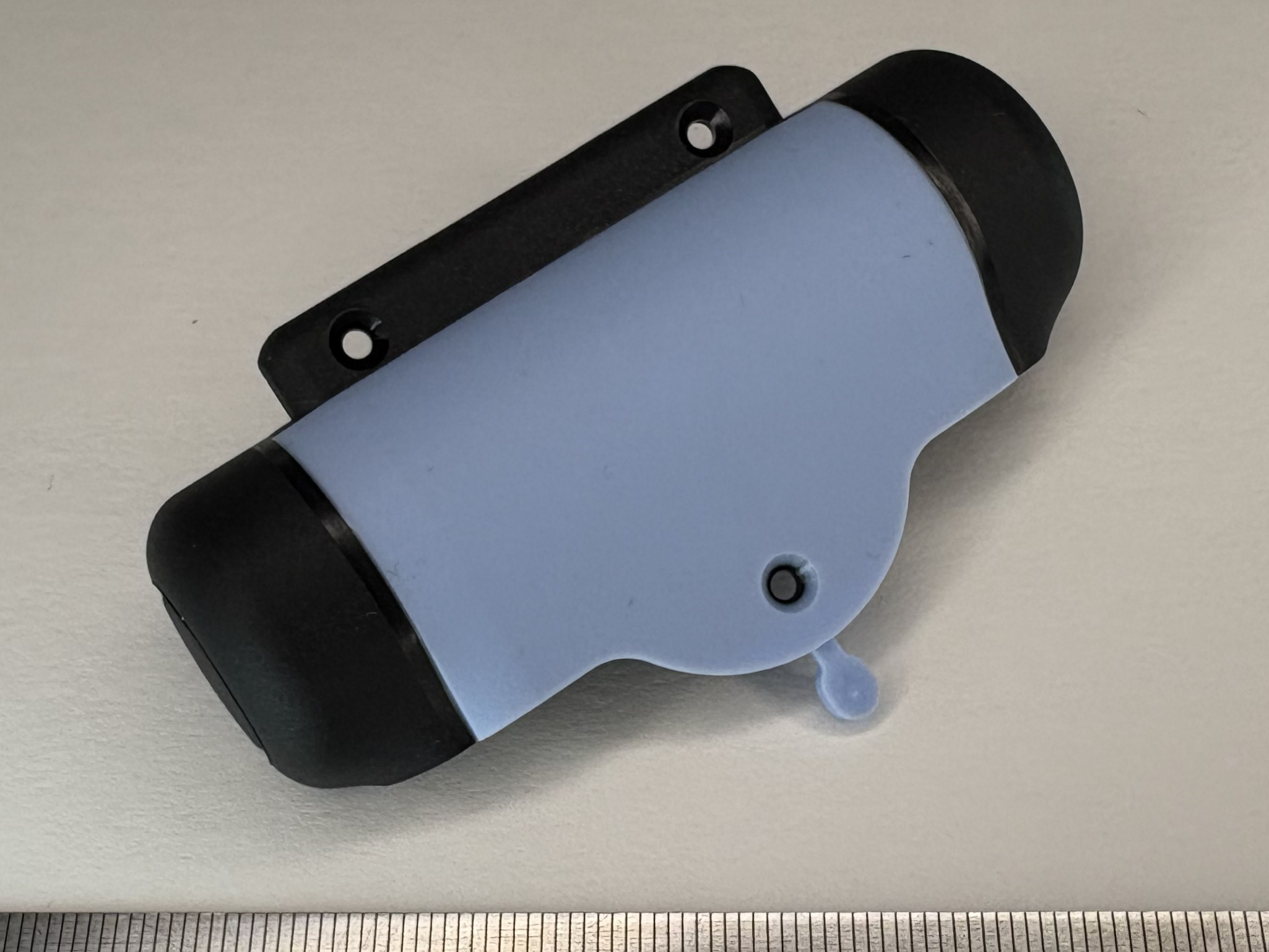
The photo shows a sensor base component manufactured for the information equipment industry.
Using a hot runner system, we achieve runner-less, multi-cavity molding, enabling high productivity, material efficiency, and stable quality.
Material: Resin PPE
Based on our expertise in the design and manufacture of press dies and engineering plastic molds, we provide fully integrated, in-house production—from terminal press processing to insert molding—within a single facility.
IATF 16949 Certified
The same rigorous quality management standards applied to automotive components are also implemented across all non-automotive products.
For stable, high-volume production of information equipment components, trust your requirements to us.
~ Technology is Beautiful ~ Shinshu Yoshino Electric Co., Ltd.

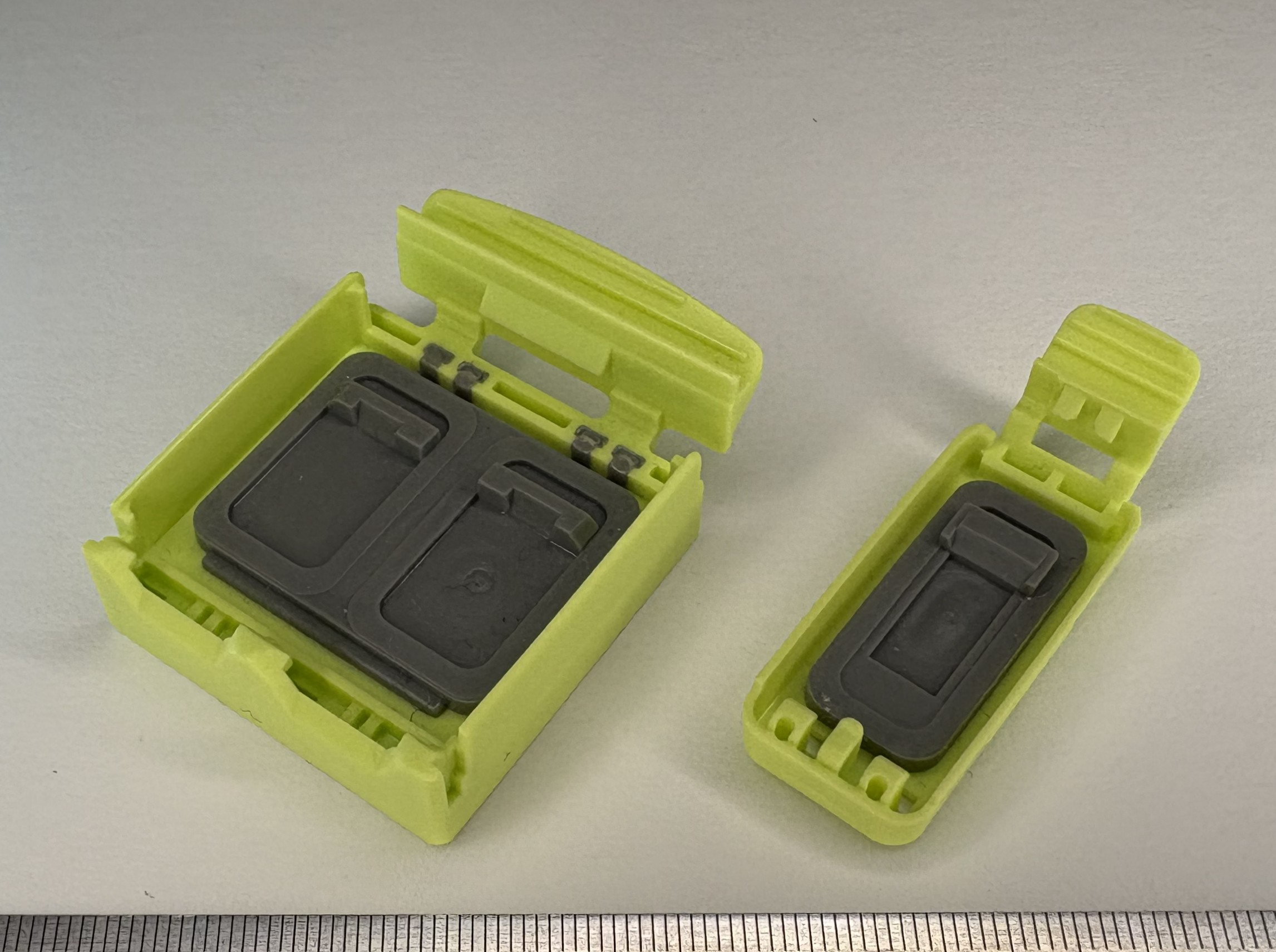
The photo shows a battery case component manufactured for the information equipment industry.
Using a high-speed injection molding machine, we achieve ultra-thin-wall molding with a thickness of 0.2 mm or less, supported by advanced flow analysis to ensure stable mass production.
Material
Resin: PC (Polycarbonate)
Based on our expertise in the design and manufacture of press dies and engineering plastic molds, we provide fully integrated, in-house production—from terminal press processing to insert molding—within a single facility.
IATF 16949 Certified
The same rigorous quality management standards applied to automotive components are also implemented across all non-automotive products.
For stable, high-volume production of thin-wall molded components for the information equipment industry, trust your requirements to us.
~ Technology is Beautiful ~ Shinshu Yoshino Electric Co., Ltd.
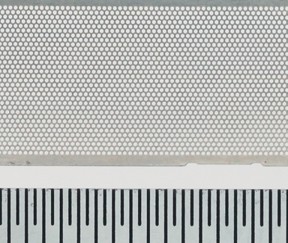
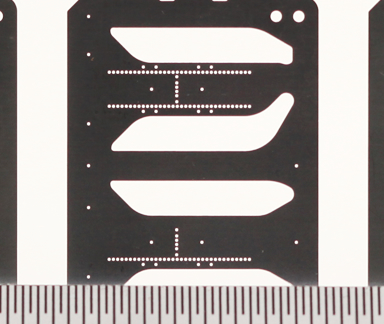
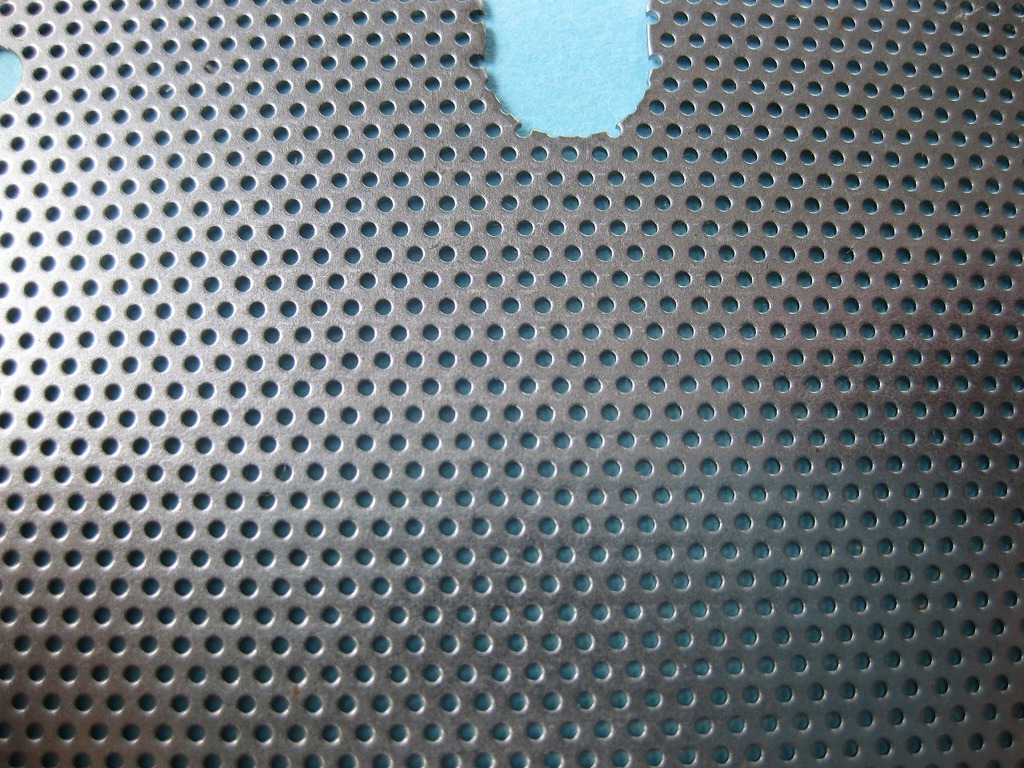
The photo shows a prototype press-mesh component developed for the information equipment industry.
This project explored replacing conventional etching with a low-cost press die, challenging us to form 6,000 micro-holes with a diameter of φ0.208 and a pitch of 0.3 mm, achieving a shape closer to a true circle.
Material: Metal: SUS (stainless steel)
Based on our expertise in the design and manufacture of press dies and engineering plastic molds, we provide fully integrated, in-house production—from terminal press processing to insert molding—within a single facility.
IATF 16949 Certified
The same rigorous quality management standards applied to automotive components are also implemented across all non-automotive products.
For stable, high-volume production and cost-effective alternatives to etching for information equipment components, trust your requirements to us.
~ Technology is Beautiful ~ Shinshu Yoshino Electric Co., Ltd.
The photo shows a precision micro-hole press component manufactured for the information equipment industry.
Using progressive press processing, we form 320 micro-holes with a diameter of φ0.155 in laminated film material with a thickness of 0.05 mm. Mass production press processing is carried out in a cleanroom environment, ensuring high cleanliness and stable quality.
Material: Laminated film
Based on our expertise in the design and manufacture of press dies and engineering plastic molds, we provide fully integrated, in-house production—from terminal press processing to insert molding—within a single facility.
IATF 16949 Certified
The same rigorous quality management standards applied to automotive components are also implemented across all non-automotive products.
For stable, high-volume production of precision micro-hole press components for the information equipment industry, trust your requirements to us.
~ Technology is Beautiful ~ Shinshu Yoshino Electric Co., Ltd.
The photo shows a precision micro-hole press component manufactured for the information equipment industry.
Using progressive press processing, we form 320 micro-holes with a diameter of φ0.125 in SUS material with a thickness of 0.18 mm. Mass production press processing is performed in a cleanroom environment to ensure high cleanliness and consistent quality.
Material
Metal: SUS (stainless steel)
Based on our expertise in the design and manufacture of press dies and engineering plastic molds, we provide fully integrated, in-house production—from terminal press processing to insert molding—within a single facility.
IATF 16949 Certified
The same rigorous quality management standards applied to automotive components are also implemented across all non-automotive products.
For stable, high-volume production of precision micro-hole press components for the information equipment industry, trust your requirements to us.
~ Technology is Beautiful ~ Shinshu Yoshino Electric Co., Ltd.
In composite molding, multiple layers such as prepregs or preforms are often stacked together. Depending on the material volume and thickness, materials may overflow or protrude from the mold. As a result, pressure distribution becomes uneven, and the intended shape may not be achieved.
An effective solution to these issues is the use of a preforming die in the molding process.
【What Is a Preforming Die?】
A preforming die is an intermediate mold used to compress and roughly shape materials before final molding.
When stacked materials cannot properly fit into the final mold in one step, they are first compressed in a preforming die to create an intermediate product (a preform shape). This intermediate product is then placed into the final mold for pressing.
By stabilizing material flow in advance, the final product achieves:
Improved shape accuracy
More uniform pressure distribution
Cleaner surface finishes
【Advantages of Using a Preforming Die】
Although it may seem like adding an extra step, introducing a preforming die offers significant benefits:
Reduced material loss
Prevention of uneven material distribution or overflow
Improved yield rate
More stable product quality
Optimized laminate structure
Enhanced strength and dimensional accuracy
In many cases, even with an additional process, overall production efficiency and cost performance improve.
【Application to Chopped Fiber Molding】
Preforming dies are also effective when molding chopped fiber materials.
Chopped fiber materials consist of short fibers randomly mixed together and are suitable for complex shapes and small components. However, directly loading chopped fibers into the final mold can lead to:
Fiber distribution unevenness
Complicated and time-consuming manual work
Instead, chopped fibers can first be compressed and shaped into a billet (intermediate product) using a preforming die. The billet is then placed into the final mold for molding.
Compared to manually placing chopped material into fine areas with tools such as tweezers, using intermediate billets offers:
Faster processing
Higher repeatability
Improved product uniformity
Especially in mass production, combining billet preforming with final molding helps establish a stable production cycle and significantly enhances productivity.
【Cost Benefits】
Manufacturing a preforming die or billet mold requires initial investment in time and cost. However, over the long term, the reduction in material waste and process inefficiencies often results in greater cost savings.
This is particularly valuable when working with expensive composite materials. Minimizing waste has substantial economic benefits. In addition, improved product consistency reduces inspection and rework costs.
Overall, this approach enables:
Lower total production costs
Higher product quality
Greater process stability
【Summary】
Introducing a preforming die is not merely an additional process step—it is a strategic improvement that enhances molding quality, material yield, and productivity.
It is especially effective for:
Complex-shaped components
Chopped fiber molding
Applications where material flow and filling are challenging
Although it involves initial setup costs, it is increasingly recognized as a technology that balances long-term cost efficiency with high-quality manufacturing.
For operations seeking greater molding stability and improved quality, incorporating a preforming die into the process design is a highly effective option.
【Contact Information】
Kawamura Kikai Co., Ltd.
Head Office: 2-4 Shimizu-cho, Itabashi-ku, Tokyo 【Composite Division】
Hanazono Factory: 10 Kitane, Fukaya-shi, Saitama 【Metal Press Division】
Website: https://www.kawamura-kikai.co.jp
Inquiry / Quotation: https://www.kawamura-kikai.co.jp/contact/
Please mention that you saw us on “Emidas” when making your inquiry.
In metal press processing, what truly matters is precision, stable supply, and ease of consultation.
Not only drawing, bending, and blanking, but also whether you can entrust dies, welding, assembly, and surface treatment to one company makes a significant difference in both workload and quality.
“I'm not sure which supplier to choose.”
“Managing multiple processes separately is complicated.”
To reduce these concerns, one-stop production support is increasingly being chosen.
Common Challenges
Managing multiple vendors for different processes is complicated
Uncertainty about selecting the right processing method, leading to cost and quality concerns
Prototypes perform well, but quality becomes unstable in mass production
These issues often arise when processing and post-processing are outsourced
separately.
What Is Metal Press Processing?
Metal press processing is a manufacturing method in which sheet metal is shaped using dies and pressure.
By combining drawing, bending, and blanking operations, a wide range of component shapes can be produced.
It is highly suitable for mass production, enabling the stable supply of uniform-quality parts.
Advantages of One-Stop Production
In-house die design and manufacturing through press processing
Selection of optimal methods such as single-stage or transfer press according to product requirements
Integrated support for welding, caulking, assembly, and surface treatment
By entrusting even the post-processing steps, you can significantly reduce the workload related to ordering, coordination, and quality control.
Industries Served
Automotive and truck components
Railway-related parts
Decorative hardware and design components
Housing equipment and building materials
We support components requiring high precision and repeatability.
Benefits of Consolidating Your Orders
A single point of contact
Reduced variation in quality
Prevention of rework and delivery delays
Reliable transition from prototyping to mass production
Start with a Consultation
Even if your drawings are not yet finalized, that’s no problem.
We can assist from the stage of reviewing processing methods and organizing
production steps.
From prototype to mass production, we will work with you to determine the most
practical and efficient approach.
【Contact Information】
Kawamura Kikai Co., Ltd.
Head Office: 2-4 Shimizu-cho, Itabashi-ku, Tokyo 【Composite Division】
Hanazono Factory: 10 Kitane, Fukaya-shi, Saitama 【Metal Press Division】
Website: https://www.kawamura-kikai.co.jp
Inquiry / Quotation: https://www.kawamura-kikai.co.jp/contact/
Please mention that you saw us on “Emidas” when making your inquiry.
We also operate a Composite Division.
Composite Division URL: https://www.kawamura-kikai.co.jp/composite/

Use our ability to make proposals, procure materials and cope with quick delivery when you have no time to spare between testing and mass production! In particular, leave fine, narrow, small, thin and complex leaf springs to us. Example: thin: 0.03, small: rice grain size, narrow: diameter 0.5.

【Product Specifications】
Material: Brass C2680R-1/2H
Thickness: 0.64mm
Height: 4.5mm
Drawn Outer Diameter: φ4.6mm
Necked Section:
Outer Diameter: φ1.6mm
Inner Diameter: φ0.7mm
Processing Method: Progressive Deep Drawing
Key Explanation
Deep drawing is a forming process where pressure is applied to a sheet material to create a seamless, three-dimensional shape. This method is ideal for applications requiring airtightness and high strength.
Creating a necked section in the middle of the product presents a high level of difficulty.
Progressive deep drawing is well-suited for small, high-precision products. However, successful execution relies on experience and know-how that cannot be fully quantified.
For more examples of deep-drawn products, click here:
https://www.kyowa-hearts.com/sibori/
☆ Frequently Asked Questions
https://www.kyowa-hearts.com/faq/
☆ Equipment Information
https://www.kyowa-hearts.com/setsubi/
☆ Contact & Process from Prototyping to Mass Production
https://www.kyowa-hearts.com/flow/
<Contact Information>
Kyowa Hearts Co., Ltd. – Rumi Sakamoto
■ Address: 1-5-1 Takata-Nishi, Kohoku-ku, Yokohama, Kanagawa, Japan
■ TEL: 045-593-6116 FAX: 045-593-6121
■ Official Website: https://www.kyowa-hearts.com
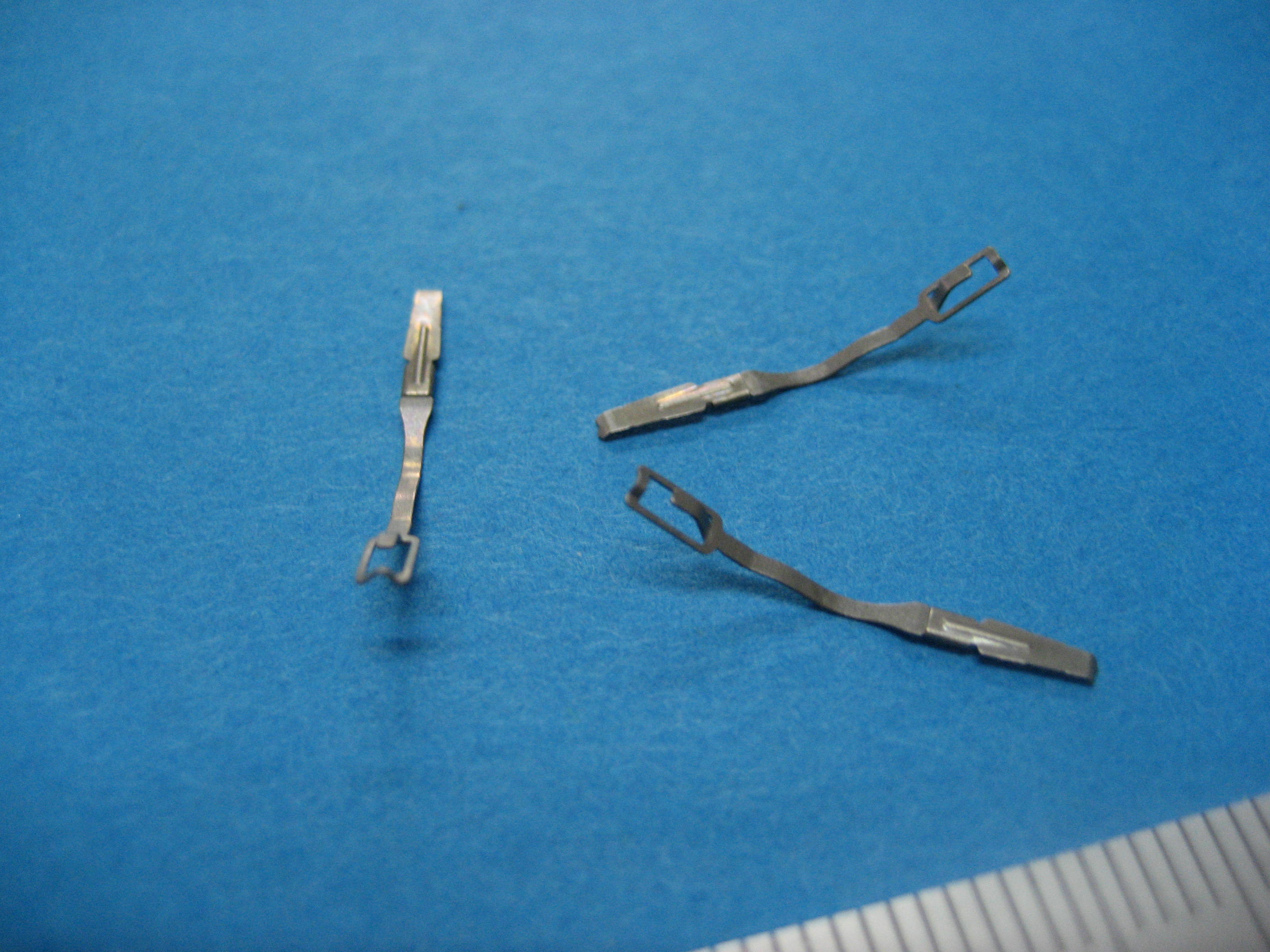
Our company specializes in manufacturing components using micro-slit processing, micro-curling processing, and complex bending processing techniques. We have extensive experience in producing contacts and leaf springs for devices such as mobile phones, computers, and connectors.
Specifications
Material: C1720R-H
Thickness: t0.15mm
Inner Diameter of Both Narrow Ends: φ0.75±0.02mm
Outer Diameter of the Center (Wider Section): φ1.5±0.025mm
Total Length: 5.9±0.05mm
*Additionally, our champion data is:
Material: C5210
Thickness: t0.05mm
Rolled Inner Diameter: φ0.3mm
For more examples of leaf spring products, click here:
https://www.kyowa-hearts.com/spling/
☆ Frequently Asked Questions
https://www.kyowa-hearts.com/faq/
☆ Equipment Information
https://www.kyowa-hearts.com/setsubi/
☆ Contact & Process from Prototyping to Mass Production
https://www.kyowa-hearts.com/flow/
<Contact Information>
Kyowa Hearts Co., Ltd. – Rumi Sakamoto
■ Address: 1-5-1 Takata-Nishi, Kohoku-ku, Yokohama, Kanagawa, Japan
■ TEL: 045-593-6116 FAX: 045-593-6121
■ Official Website: https://www.kyowa-hearts.com

Unlike conventional pipe benders that require fixed-radius dies, our CNC Freeform Pipe Bender allows full control over bend radius and angle through programmed processing. This innovative bending system eliminates the need for frequent die changes and enables highly complex bending operations.
Capabilities Beyond Conventional Pipe Bending
With our system, the following bending operations—previously impossible with traditional pipe benders—are now achievable:
Large-radius bends on the scale of several meters (large R bends)
Continuous variable-radius bends (compound R / progressive R) without intermediate straight sections
3D freeform curves by adjusting the axis angle of compound/progressive bends
Bend angles exceeding 180°
Multiple bend radii in a single continuous process—eliminating the need to change bending dies
Seamless 3D Data Integration
If you provide the 3D centerline data of your pipe (designed with straight and arc segments), we can instantly convert it into our proprietary CNC format using our data converter. This allows for rapid prototyping, much like a 3D printer for pipe bending.
Example Processing Program:
D=42.7
L=120 FF=25.00 FE=25.00
R=100.00 T=90.00 P=0.00 FE=25.00 FF=25.00
R=225.00 T=180.00 P=90.00 FE=25.00 FF=25.00
R=100.00 T=90.00 P=0.00 FE=25.00 FF=25.00
L=120 FF=25.00 FE=25.00
Parameter Definitions:
D = Pipe outer diameter (mm)
L = Length of straight section (mm)
R = Bend radius (mm)
T = Bend angle (°)
P = Axis angle at the connection between different R bends (°)
FF / FE = Relative speed of movement along the XY axis (relative to pipe feed speed)
Production & Custom Processing Available
We offer both small-lot prototype processing and full-scale production using our in-house CNC freeform pipe bending systems.
For inquiries, please prepare your drawings or specific bending challenges, and feel free to contact us!

Stainless steel snap pins are widely used components in industrial equipment, known for their high durability and ease of use.
[Product Specifications]
• Materials: Compatible with SUS304, SUS316, SUS631, and other stainless steel grades
• Wire diameter range: 0.1mm to 5mm
• Corrosion resistance: Approximately 100 times more resistant than standard iron products
• Durability: Engineered for repeated use
• Feature: Easy installation and removal
[Applications]
• Automotive - Door hinges, seatbelt mechanisms
• Construction - Scaffolding fasteners, temporary structure joints
• Agriculture - Harvester part fixation, irrigation system connections
• Industrial - Conveyor belt linkages, control panel cover fasteners
• DIY - Furniture assembly, gardening tool connections
[Manufacturing Technology]
• Precise die design to mitigate springback effects
• Scheduled die maintenance program
• Strict quality control processes based on ISO 9001 standards
We specialize in precision processing of wire and strip materials, accommodating diameters from 0.1 to 5mm. Our NC-controlled manufacturing enables complex shape production.
For inquiries or custom orders, please don't hesitate to contact us.
[Company Information]
Nippon Forming Co., Ltd.
Headquarter & Main Factory: 1-23-2 Kanamachi, Katsushika-ku, Tokyo
Tsukuba Factory: 2924 Ujikai, Ishioka-shi, Ibaraki
https://www.forming.jp/eng/

A progressive die method for caulking metal to resin.
The riveting technique used is called burring.
This method is applied to components used in automatic curtain rails.
ONLY ONE Processing Technology [Split Method]
Splits a plate into three parts.

〈Photo: Side holes are also drilled〉
【Issues with Material Yield in Deep Drawing】
Deep drawing is a typical sheet metal forming process used to produce cylindrical or case-shaped components. However, manufacturing often faces issues such as:
・Uneven thickness during deep drawing
・Cracking at the bottom or shoulder areas
・Earing and wrinkling
・Large amounts of scrap after blanking
With rising material costs, scrap handling has become a critical factor affecting overall product competitiveness.
【What Is Deep Drawing】
〈Plastic forming that transforms sheet metal into 3D shapes〉
Deep drawing forms cup- or cylindrical shapes by pressing sheet metal with a punch and die.
Stable deep drawing requires:
・Proper blank diameter design based on material properties
・Optimization of blank holder force
・Appropriate punch and die radii (R)
・Controlled lubrication conditions
Kawamura Kikai Co., Ltd. operates 50 press machines (10–500 t) and supports processes such as deep drawing, bending, blanking, and trimming, backed by over 70 years of metal press expertise.
【Multi-Stage Scrap Utilization】
〈Maximizing material usage〉
The company reuses scrap from the first product to produce additional parts, sometimes up to four stages. Through optimized blank design and process planning, materials are used more efficiently while maintaining forming quality.
【Thickness Control Technology】
〈Preventing localized thinning〉
To prevent localized thinning, the company applies:
・Radius (R) design to control material flow
・Multi-stage forming to distribute forming loads
・Fine adjustment of blank holder force
・Process planning based on prior deformation history
These methods help achieve uniform thickness and stable product quality.
【Applications】
Typical deep-drawn components include:
・Motor cases
・Cover parts
・Cylindrical brackets
・Various housing components
Uniform thickness improves both appearance and durability, while scrap reuse enhances material yield and cost efficiency.
【Key Considerations When Evaluating Deep Drawing】
〈From single-part optimization to system optimization〉
Important factors include:
・Balance between required depth and sheet thickness
・Material strength and ductility
・Connection with downstream processes
・Potential improvement in material yield
If multiple parts can be produced from the same material sheet, blank layout and dimensional relationships should be optimized from the early design stage.
Because the company designs and manufactures dies in-house, it can quickly implement shape modifications and process improvements during prototyping, enabling efficient transition to mass production.
【Summary】
Deep drawing requires precise material flow control. By combining uniform thickness forming with multi-stage scrap utilization, manufacturers can improve material efficiency while maintaining product quality.
【Contact Information】
Kawamura Kikai Co., Ltd.
Head Office: 2-4 Shimizu-cho, Itabashi-ku, Tokyo 【Composite Division】
Hanazono Factory: 10 Kitane, Fukaya-shi, Saitama 【Metal Press Division】
Website: https://www.kawamura-kikai.co.jp
Inquiry / Quotation: https://www.kawamura-kikai.co.jp/contact/
Consultations are available from the early design stage for deep drawing and material reuse–oriented process design. Sharing drawings or current issues will help identify the optimal manufacturing approach.

We specialize in housing components for lithium-ion batteries used in the weak current and home appliance industries.
Using polycarbonate (PC) material, we achieve thin-wall molding (t = 0.2mm) through high-speed injection molding.
Additionally, we offer textured surface processing, painting, and printing for a refined finish.
Product Specifications:
Size: 30mm × 40mm × 5mm
Production Volume: 7,000 units/day
Production Lead Time: 1.5–2.0 months
We also manufacture a wide range of products for industries such as automotive manufacturing.
For thin-wall molding services, please contact Shinshu Yoshino Electric.
This is an irregular-shaped deep drawing process for aluminum.
Approximate dimensions: 8.5mm × 34mm, depth 80mm, thickness 0.45mm.

This product is riveted using stainless steel plates of different thicknesses.
Riveting adhesion strength: Maintains 8.2N or more
Processing method: Progressive die pressing, ensuring stable product quality
Product size: Approximately 8.65 × 6.025mm
Stainless steel thickness: t0.25 & t0.35
We specialize in liquid sealing components for the weak current, home appliance, and office automation (OA) equipment industries.
Our two-color molding process utilizes polypropylene (PP) and elastomer (TPE) materials.
Production Process:
Resin mold design & manufacturing
Two-color molding (multi-cavity production)
Product Specifications:
Size: 10mm × 10mm × 3mm
Production Volume: 100,000 units/day
Production Lead Time: 2.5–3.5 months
Additionally, we manufacture a wide range of products for industries such as automotive manufacturing.
For two-color molding services, please contact Shinshu Yoshino Electric.

【Do You Assume Fracture Surfaces Are Unavoidable?】
In press blanking, fracture surfaces are often considered inevitable.
However, in precision components such as gears, fitting holes, and sliding parts, they can cause accuracy loss, wear, noise, and looseness.
Although fine blanking offers high-quality shear surfaces, its cost and limitations can be restrictive.
An effective alternative is precision shearing using general-purpose presses.
【What Is Precision Shearing】
〈Maximizing shear surface by suppressing fracture〉
Precision shearing applies high constraint pressure to reduce fracture and increase the smooth shear area, ideally achieving full-shear through the thickness.
Benefits:
・Improved surface finish
・Stable perpendicularity and accuracy
・Reduced burrs
・Enhanced fitting performance
It also enables reduction or elimination of secondary machining processes.
【Achieving Full Shear with General Press Machines】
〈Precision without dedicated equipment〉
Full-shear can be achieved with general press machines by optimizing die design and process conditions.
Kawamura Kikai Co., Ltd. leverages extensive press expertise and 50 machines (10–500 t) to develop precision shearing on standard presses.
At the prototype stage, full-shear has been achieved by optimizing:
・Clearance based on material and thickness
・Die geometry for material flow
・Die rigidity
・Pressing conditions
【Manufacturing System and Capabilities】
〈Flexibility through in-house die production〉
With 70+ years of experience, the company handles die design, manufacturing, and maintenance in-house, enabling fast improvement cycles for:
・Prototype optimization
・Mass production durability verification
・Wear-based die modification
Additional processes such as spot welding, riveting, and assembly are also supported, allowing optimization at the unit level.
【Typical Applications】
Precision shearing with general presses is effective for:
・Gear and tooth-profile components
・High-precision hole brackets
・Thin sheet parts requiring strength and fit
・Mass-production parts targeting machining reduction
Stable shear surfaces reduce burrs and variation, improving assembly stability and productivity.
【Key Considerations When Evaluating Precision Shearing】
When considering precision shearing, the key question is not whether specialized equipment exists, but how well processing conditions can be designed.
Important factors include:
・Current shear surface ratio
・Impact of fracture surfaces on part functionality
・Potential to reduce secondary machining
・Dimensional stability in mass production
Even at the prototype stage, feasibility studies based on drawings or existing parts can help identify optimal processes.
【Summary】
Precision shearing is not only about higher accuracy, but also about improving overall manufacturing efficiency and quality stability.
With optimized die design and processing conditions, it is possible to approach full-shear results even with general press machines.
If shear surface quality or machining reduction is a concern, reviewing the forming process may provide a practical solution.
【Contact Information】
Kawamura Kikai Co., Ltd.
Head Office: 2-4 Shimizu-cho, Itabashi-ku, Tokyo 【Composite Division】
Hanazono Factory: 10 Kitane, Fukaya-shi, Saitama 【Metal Press Division】
Website: https://www.kawamura-kikai.co.jp
Inquiry / Quotation: https://www.kawamura-kikai.co.jp/contact/
Consultations regarding precision shearing and full-shear processing using general press machines are available from the early planning stage. Sharing drawings or current challenges will help identify the most suitable processing method.

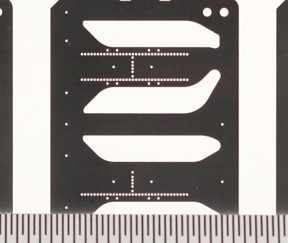
【Product Specifications】
Material: Phosphor Bronze
Thickness: 0.2
Shape:
φ1.9 (1 location)
φ3.7 (3 locations)
Total Length: 14
Application: Antenna Element
Precision in Concentricity & Coaxiality! Complex-Shaped Antenna Element
We successfully achieved concentricity and coaxiality within 0.03 for four interconnected circles of varying diameters, despite their unstable connections.
For more examples of leaf spring products, click here:
https://www.kyowa-hearts.com/spling/
☆ Frequently Asked Questions
https://www.kyowa-hearts.com/faq/
☆ Equipment Information
https://www.kyowa-hearts.com/setsubi/
☆ Contact & Process from Prototyping to Mass Production
https://www.kyowa-hearts.com/flow/
<Contact Information>
Kyowa Hearts Co., Ltd. – Rumi Sakamoto
■ Address: 1-5-1 Takata-Nishi, Kohoku-ku, Yokohama, Kanagawa, Japan
■ TEL: 045-593-6116 FAX: 045-593-6121
■ Official Website: https://www.kyowa-hearts.com

Introducing Load Testing / Load Measurement Services for Leaf Springs
At Kyowa Hearts, we specialize in the processing of leaf springs.
There are several key points in quality control for leaf springs, but load is one of the most critical factors.
To achieve sufficient load capacity, fine adjustments to the product shape and careful selection of materials are essential.
We have multiple load measurement machines in-house, allowing us to collect data during the prototyping stage to assist in selecting the optimal material and sheet thickness.
Additionally, during mass production, we can measure the load of leaf springs in real time and make fine adjustments to ensure product quality.
Even if you don’t have design drawings, no problem! Reverse engineering is also available.
Feel free to contact us anytime!
☆ Frequently Asked Questions:
https://www.kyowa-hearts.com/faq/
☆Equipment Information:
https://www.kyowa-hearts.com/setsubi/
☆From Inquiry to Prototyping & Mass Production:
https://www.kyowa-hearts.com/flow/
Contact Information
Kyowa Hearts Co., Ltd. – Rumi Sakamoto
Address: 1-5-1 Takata Nishi, Kohoku-ku, Yokohama, Kanagawa, Japan
TEL: 045-593-6116
FAX: 045-593-6121
Official Website: https://www.kyowa-hearts.com

Today, we are pleased to introduce our original in-house product: the “Sine Bar Chuck”, a tilting electromagnetic chuck designed for grinding applications.
At Nissin Precision, we develop functional expansion tools that we ourselves find useful in die manufacturing and supply them to industry professionals.
Below are the key features we would like to highlight:
1. Easy, Fast, and Accurate Angle Setting
⇒ A sine bar is built into the shaft, allowing any desired angle to be quickly and precisely set using gauge blocks.
2. One-Touch Locking Mechanism
To address the common drawback of conventional tilting chucks—dimensional deviation caused during shaft tightening—we developed an indirect clamping mechanism.
This innovation ensures high accuracy with a simple lever operation and allows locking in just a few seconds.
3. High-Precision Shaft and Bearings
⇒ The accuracy during locking is ensured by the “high-precision shaft and bearings.” The shaft is made of special steel, and the bearing incorporates over a hundred steel balls, designed to eliminate play and maintain stable precision.
Product Lineup
Air-cooled type: HSG-315 / 270
Water-cooled type: HSGC-315 / 270
Electrode pitch options are available in both standard and micro-pitch types.
For detailed specifications, please visit our website:
https://www.nissinprecision.com/products/original/sinebarchuck/
We also use the Sine Bar Chuck in our own grinding operations.
If you have any inquiries, please feel free to contact us.
❀ Contact Information ❀
Nissin Precision Machines Co., Ltd. – Head Office
〒146-0095, 2-29-21 Tamagawa, Ota-ku, Tokyo, Japan
TEL: +81-3-3758-1901
E-mail: gn.info@nissin-precision.com
Website: https://www.nissin-precision.com/products/precisiondie/
Contact Person: M.H

Nissin Precision Machines Co., Ltd. specializes in the manufacturing of precision dies, including deep-drawn motor case components and dies for semiconductor parts.
For punch profile machining—directly linked to final product accuracy—the company primarily employs high-precision profile grinding. Even extremely small or complex geometries are finished with exceptional accuracy, supporting stable and repeatable press processing through meticulous attention to detail.
▪ Punch Machining Examples / Capabilities
- Feature size below 1 mm → Tolerance: ±0.002 mm
- Straight + corner radius (R) geometry → Tolerance: ±0.001 mm
- In addition to dimensional accuracy, the exact center position of radius (R) features is precisely measured and machined.
➡ This comprehensive precision control aims to achieve near 100% reproducibility during press operations.
◎Integrated Manufacturing Support
Nissin Precision Machines Co., Ltd. provides end-to-end support—from die design and manufacturing to mass production through press processing.
With a cumulative track record exceeding 7,000 die sets, the fusion of accumulated expertise and advanced equipment may offer the solution to your precision and production challenges.
Please feel free to contact us for consultation.
[Contact Information]
Nissin Precision Machines Co., Ltd. – Head Office
〒146-0095, 2-29-21 Tamagawa, Ota-ku, Tokyo, Japan
TEL: +81-3-3758-1901
E-mail: gn.info@nissin-precision.com
Website: https://www.nissin-precision.com/products/precisiondie/

Nissin Precision Machines Co., Ltd. operates the robot-equipped digital profile grinding machine DPG-150, a system with extremely limited installations even within Japan.
This advanced equipment enables fully automated processing—from grinding wheel exchange and workpiece exchange to profile measurement and ultra-high-precision machining—without any manual intervention.
By leveraging this cutting-edge capability, Nissin Precision Machines continuously improves operational efficiency and optimizes manufacturing costs.
▪ Conventional Profile Grinding Machines
- Require individual profile charts (drawn contour lines) for each part
- High-precision machining depends heavily on skilled operators
- Repeated measurement and corrective grinding result in significant manual labor time
- Grinding wheel and workpiece changes require additional manual effort
➡ These factors limit productivity and restrict unattended or night-time operation.
▪ DPG-150 Digital Profile Grinding System
- Chartless operation with intuitive programming software
- Projection function enabling up to 400× magnification for accurate profile verification
- Automated measurement system
- Fully unmanned robotic exchange of grinding wheels and workpieces
➡ Enables night-time operation and dramatically improves production efficiency.
◎Comprehensive Die Manufacturing Capability
Nissin Precision Machines Co., Ltd. provides integrated support from die design and manufacturing through to mass production by press processing.
With a cumulative track record of over 7,000 die sets, the combination of proven expertise and advanced equipment may provide the optimal solution to your precision challenges.
Please feel free to contact us for further consultation.
[Contact Information]
Nissin Precision Machines Co., Ltd. – Head Office
〒2-29-21 Tamagawa, Ota-ku, Tokyo 146-0095, Japan
TEL: +81-3-3758-1901
E-mail: gn.info@nissin-precision.com
Website: https://www.nissin-precision.com/products/precisiondie/

Nippon Forming specializes in manufacturing stainless steel plate springs for control cable fastening, designed for use in harsh environments.
[Features]
• Use of highly durable stainless steel materials
• Customization according to customer needs
• Adaptability to various cable sizes
[Product Overview]
• Applications: Control cable fastening in factories, outdoors, and warehouses
• Material: Corrosion-resistant stainless steel
• Size: Adjustable to cable size and quantity
[Main Use Cases]
• Outdoor control cable fastening
• Factory wiring management
• Warehouse equipment cable retention
• Power facility cable management
• Wiring fastening for heavy machinery and industrial equipment
[Processing Technology]
• Materials: SUS301, SUS304, SUS316, SUS631
• Die design considering springback
• Size range: Developed length 30mm-130mm, plate width 1mm-50mm
[Nippon Forming's Strengths]
• Optimal design through detailed consultation
• Highly durable products designed for long-term use
• Products suitable for use under harsh conditions
Nippon Forming is a specialized manufacturer of precision-processed wire and strip materials.
We work with various materials ranging from 0.1 to 5mm in diameter. Complex shapes are achievable through NC control.
[Company Information]
Nippon Forming Co., Ltd.
Headquarter & Main Factory: 1-23-2 Kanamachi, Katsushika-ku, Tokyo
Tsukuba Factory: 2924 Ujikai, Ishioka-shi, Ibaraki
https://www.forming.jp/eng/

This is a leaf spring component for communication equipment.
Processing method: Progressive pressing & riveting (4 points) using brass (t0.5) + beryllium copper (t0.15)
Product size: 7mm × 9mm × 20mm
Lot size: 1,000 or more
This product joins two different materials within the mold. After pressing, it undergoes heat treatment in our in-house facilities to enhance its spring properties.

This is a leaf spring component for communication equipment.
Processing method: Progressive pressing & riveting (2 points) using brass (t0.3) + beryllium copper (t0.1)
Product size: 8mm × 7mm × 10mm
Lot size: 1,000 or more
This product joins two different materials within the mold. After pressing, it undergoes heat treatment in our in-house facilities to enhance its spring properties.

This is a motor bracket component for communication equipment.
Processing method: Progressive pressing & riveting using stainless steel (SUS), 0.2mm thickness
Product size: 8mm × 5mm × 5mm
Lot size: 10,000 or more
Key feature: The material is rolled into a cylindrical shape and joined from a single sheet.

Forging is a process that makes three-dimentional objects out of materials by crushing, exciting and other deforming procedures.
Various shapes are possible. Consult with us.

Material: Phosphor Bronze C5210R-1/2H, t0.15mm
Outer Diameter: φ2.3mm
Circularity: 0.03mm
At the customer's request, we designed a shape that secures the part inside the hole of the mating component.
For more examples of leaf spring products, click here:
https://www.kyowa-hearts.com/spling/
☆ Frequently Asked Questions
https://www.kyowa-hearts.com/faq/
☆ Equipment Information
https://www.kyowa-hearts.com/setsubi/
☆ Contact & Process from Prototyping to Mass Production
https://www.kyowa-hearts.com/flow/
<Contact Information>
Kyowa Hearts Co., Ltd. – Rumi Sakamoto
■ Address: 1-5-1 Takata-Nishi, Kohoku-ku, Yokohama, Kanagawa, Japan
■ TEL: 045-593-6116 FAX: 045-593-6121
■ Official Website: https://www.kyowa-hearts.com
A 30-ton transfer press used for multi-stage deep drawing of stainless steel.

We use SUS444 sheet material.
From a plate thickness of 0.8mm, we iron the wall thickness down to 0.4mm (top surface retains original thickness).
This processing technology is essential to ensure wall thickness uniformity, roundness, and coaxiality.
By employing this method, increased material hardness is achieved, making it widely used in products requiring enhanced airtightness and durability strength.
【Product Details】
Material: SUS444
Plate Thickness: 0.8mm
Industry: Industrial Pneumatic Equipment
Processing Method: Progressive Press
Contact Information
Nissin Precision Machines Co., Ltd. – Head Office
〒146-0095, 2-29-21 Tamagawa, Ota-ku, Tokyo 146-0095, Japan
📞 Tel: +81-3-3758-1901
📧 E-mail: gn_info@nissin-precision.com
Contact Person: F.N

We are pleased to introduce our Vertical Machining Center.
At Nissin Precision, we operate the vertical machining center “V56i” manufactured by Makino Milling Machine Co., Ltd.
The V56i is capable of machining hardened materials. By selecting tools appropriate to the material, virtually any workpiece material can be processed. The machine maintains stable accuracy even during long continuous machining operations.
It also enables complete finishing of aluminum die sets. Thanks to its high precision, circular hole machining previously performed on wire EDM machines can now be processed efficiently on the V56i.
-----------------------------------------------------------------------------------------------
Production Examples (See detailed information on a separate page)
Outer Die Components
Achievable Tolerance: ±0.005 to ±0.01 mm
-----------------------------------------------------------------------------------------------
If you have any challenges related to vertical machining center processing, please feel free to contact us.
❀Contact Information❀
Nissin Precision Machines Co., Ltd. – Head Office
〒146-0095, 2-29-21 Tamagawa, Ota-ku, Tokyo 146-0095, Japan
TEL: +81-3-3758-1901
E-mail: gn.info@nissin-precision.com
Website: https://www.nissin-precision.com/products/precisiondie/
Contact Person: M.H

This time, we are pleased to introduce our vertical machining center.
At our company, we use the “V33i” vertical machining center manufactured by Makino Milling Machine Co., Ltd..
Compared to the V56i, the V33i features a different stroke range and excels in high-speed machining, maintaining stable accuracy even during long-hour operations. In comparison with the V56i, it is mainly suited for small to medium-sized workpieces.
----------------------------------------------------------------------------------------------
Production Example (see details on a separate page!)
・Rough machining of flange
・Material: SKD11
・Rough machining is performed from cylindrical stock, taking approximately 5 hours.
----------------------------------------------------------------------------------------------
If you have any concerns regarding vertical machining center processing, please feel free to contact us!
❀ Contact Information ❀
Nissin Precision Co., Ltd. Head Office
2-29-21 Tamagawa, Ota-ku, Tokyo 146-0095
TEL: 03-3758-1901
E-mail: gn.info@nissin-precision.com
Related URL: https://www.nissin-precision.com/products/precisiondie/
Person in charge: M.H

This time, we are pleased to introduce our wire electrical discharge machine (Wire EDM).
At our company, we use the “MP2400 Series” wire EDM manufactured by Mitsubishi Electric.
It allows multiple workpieces to be set at once for long continuous machining, enabling non-stop operation overnight and on weekends.
Fine wire machining is also supported, using wire diameters from φ0.05 to φ0.2 mm. We have a proven track record of machining complex geometries with very tight tolerances, such as ±0.002 mm. In principle, any electrically conductive material can be processed.
-----------------------------------------------------------------------------------------------
Production Example (see details on a separate page!)
・DIE
・Material: WC VF12
・Tolerance: ±0.003
・Wire diameter used: φ0.07
-----------------------------------------------------------------------------------------------
We have three wire EDM machines in operation, striving to achieve high precision and stable quality.
If you have any challenges related to wire EDM machining, please feel free to contact us!
❀ Contact Information ❀
Nissin Precision Machines Co., Ltd. Head Office
〒146-0095, 2-29-21 Tamagawa, Ota-ku, Tokyo, Japan
TEL: 03-3758-1901
E-mail: gn.info@nissin-precision.com
Related URL: https://www.nissin-precision.com/products/precisiondie/
Person in charge: M.H

This time, we are pleased to introduce our high-precision CNC coordinate measuring machine (CMM).
At our company, we use the “STRATO-APEX” manufactured by Mitsutoyo Corporation to measure die components.
While this measuring system represents a significant investment, it delivers measurement accuracy that truly justifies its value. For a company like ours that handles precision die components, it is an indispensable piece of equipment.
This CMM is equipped with several measurement software programs.
One of the programs we frequently use is “CAT1000S,” which includes advanced free-form surface measurement functions. By importing 3D CAD data, the software compares measured points with design data and automatically calculates alignment to minimize deviation, enabling highly accurate and efficient measurements.
Currently, our younger engineers are actively utilizing this function to measure components with a wide variety of complex geometries.
A more detailed explanation of our measurement methods will be provided on a separate page.
❀ Contact Information ❀
Nissin Precision Machines Co., Ltd. Head Office
〒146-0095, 2-29-21 Tamagawa, Ota-ku, Tokyo, Japan
TEL: 03-3758-1901
E-mail: gn.info@nissin-precision.com
Related URL: https://www.nissin-precision.com/products/precisiondie/
Person in charge: M.H

We process SUS (stainless steel), SPC steel, and SEC steel materials.
The curling process is performed using a progressive die system, enabling stable forming and efficient mass production. We propose manufacturing methods designed with material yield optimization in mind, helping to reduce scrap while maintaining product strength and dimensional accuracy.
【Product Specifications】
Material: SUS, SPC, SEC
Thickness: 1.0 mm
Industry: Automotive
Processing Method: Progressive press die
Contact Information
Nissin Precision Machines Co., Ltd. – Head Office
〒146-0095, 2-29-21 Tamagawa, Ota-ku, Tokyo 146-0095, Japan
TEL: +81-3-3758-1901
E-mail: gn_info@nissin-precision.com
Contact Person: F.N
Today, we are pleased to introduce our in-house product: the rotary-type electromagnetic chuck, the “Rotary Chuck.”
This product, like the previously introduced Sine Bar Chuck, was developed for professionals engaged in die manufacturing, and is designed to significantly improve both work efficiency and machining accuracy.
By using the Rotary Chuck, rotational machining can be performed easily and with high precision. When used together with the Sine Bar Chuck, processes that were previously time-consuming can now be carried out more efficiently while maintaining high accuracy.
Thanks to its compact and lightweight design, setup changes and attachment/detachment are smooth. It reduces operator workload on-site while expanding machining capabilities.
When combined with the optional V-block, convex and concave machining of round components such as punches and dies (φ10–35mm) can be achieved with excellent workability.
In addition, the Rotary Chuck alone ensures high precision in the 1/1,000mm range (based on in-house measurements).
Furthermore, it adopts a waterproof protection structure rated IP63, making it suitable for both dry and wet machining environments, allowing safe and reliable operation in the field.
For more details, please visit our website:
https://www.nissinprecision.com/products/original/rotarychuck/
We also offer free rental of the Rotary Chuck. Please feel free to contact us.
❀ Contact Information ❀
Nissin Precision Machines Co., Ltd. Head Office
〒146-0095, 2-29-21 Tamagawa, Ota-ku, Tokyo, Japan
TEL: 03-3758-1901
E-mail: gn.info@nissin-precision.com
Related URL: https://www.nissin-precision.com/products/precisiondie/
Person in charge: M.H

Nissin Precision Machines Co., Ltd. provides integrated support from prototype processing of precision press parts to die manufacturing and full-scale mass production.
Below is an example of a punch used in dies for electronic components.
▪ Punch Specifications
- Machined Area: Cutting edge (straight square profile + corner radius R)
- Material: Cemented carbide
- Tolerance: ±0.001 mm
- Machining Equipment: Profile grinding machine
▸ About Profile Grinding
Profile grinding enables ultra-precise contour finishing of complex geometries, ensuring dimensional accuracy and edge sharpness essential for high-precision blanking applications.
▸ Digital Profile Grinding Machine DPG-150
Advanced digital profile grinding technology further enhances repeatability, measurement accuracy, and automated processing capability.
▪ Benefits of Ultra-High-Precision Finishing
- Extremely high reproducibility of press products
- Extended die service life
◎ About Nissin Precision Machines
Since its founding in 1957, Nissin Precision Machines Co., Ltd. has accumulated experience in the production of over 7,000 die sets.
The combination of proven expertise and advanced equipment may provide the solution to your precision die challenges.
Please feel free to contact us for consultation.
[Contact Information]
Nissin Precision Machines Co., Ltd. – Head Office
〒146-0095, 2-29-21 Tamagawa, Ota-ku, Tokyo 146-0095, Japan
TEL: +81-3-3758-1901
E-mail: gn.info@nissin-precision.com
Website: https://www.nissin-precision.com/products/precisiondie/

Nippon Forming specializes in metal bending processing.
We perform high-precision processing for plate springs, wire springs, and metal fittings.
[Features]
• Adaptability to diverse shapes and materials
• Technical capability to meet complex requirements
• Precise bending and punching processing
• Capabilities from small-lot to mass production
[Main Products]
• Contact terminals
• Stoppers
• Various metal fittings
[Applications]
• Precision electronic devices
• Automotive parts
• Industrial equipment
• Communication devices
• Medical equipment
[Processing Technology]
• Bending process considering material characteristics
• Combination with punching process
• Compatibility with various materials (stainless steel, brass, shaped materials, etc.)
[Nippon Forming's Strengths]
• Product supply to a wide range of fields
• Consistent support from prototyping to mass production
• Continuous technological improvement
For inquiries about metal processing, please contact us. We manufacture high-quality products, accommodating complex shapes and special materials.
We are a specialized manufacturer of precision-processed wire and strip materials.
We work with various materials ranging from 0.1 to 5mm. Complex shapes are achievable through NC control.
[Company Information]
Nippon Forming Co., Ltd.
Headquarter & Main Factory: 1-23-2 Kanamachi, Katsushika-ku, Tokyo
Tsukuba Factory: 2924 Ujikai, Ishioka-shi, Ibaraki
https://www.forming.jp/eng/
The punching method involves removing metal material through punching.
Using two 45-ton presses, the punching plate is processed into the required component size.

【Product Specifications】
Thickness: 0.05mm
Material: Stainless Steel
Max Width: 2mm
Total Length: 3.6mm
Height: 0.7mm
Processing Method: Press processing using progressive dies
This is a low-load leaf spring designed to minimize applied force.
The die clearance is 2μm, which requires manual fine adjustments beyond the precision of machining tools.
Maintaining quality with minimal burrs is the key to press processing.
For more examples of leaf spring products, click here:
https://www.kyowa-hearts.com/spling/
☆ Frequently Asked Questions
https://www.kyowa-hearts.com/faq/
☆ Equipment Information
https://www.kyowa-hearts.com/setsubi/
☆ Contact & Process from Prototyping to Mass Production
https://www.kyowa-hearts.com/flow/
<Contact Information>
Kyowa Hearts Co., Ltd. – Rumi Sakamoto
■ Address: 1-5-1 Takata-Nishi, Kohoku-ku, Yokohama, Kanagawa, Japan
■ TEL: 045-593-6116 FAX: 045-593-6121
■ Official Website: https://www.kyowa-hearts.com

Using SUS material, plate thickness range is 0.1–1.5mm.
After deep drawing, burr trimming (チリ切り) is used for product cutting.
Product cutting minimizes protrusion on the outer periphery and inner edge R, while reducing burr generation.
【Product Details】
Material: SUS
Plate Thickness: 0.2mm
Industry: Automotive
Processing Method: Progressive Press Die
Contact Information
Nissin Precision Machines Co., Ltd. – Head Office
〒146-0095, 2-29-21 Tamagawa, Ota-ku, Tokyo 146-0095, Japan
📞 Tel: +81-3-3758-1901
📧 E-mail: gn_info@nissin-precision.com
Contact Person: F.N

We use materials such as SUS, SPC, and SEC.
This is a method of cutting the end portion after forming the deep drawn shape, allowing cutting not only on the skirt section of the drawn part but also on the top surface of the drawn section.
【Product Details】
Material: SUS, SPC, SEC
Plate Thickness: 0.2–1.0mm
Industry: Automotive
Processing Method: Progressive Press Die
Contact Information
Nissin Precision Machines Co., Ltd. – Head Office
〒146-0095, 2-29-21 Tamagawa, Ota-ku, Tokyo 146-0095, Japan
📞 Tel: +81-3-3758-1901
📧 E-mail: gn_info@nissin-precision.com
Contact Person: F.N

This is a method that uses a 360° cam to perform side piercing within the progressive die immediately after deep drawing for SUS, steel, and aluminum materials.
Not only uniform 90° side piercing on the outer periphery of the drawn part, but also side piercing at arbitrary angles such as 45° or 135° in the feed direction is possible, flexibly meeting user needs through stripper-integrated cams.
Applications are diverse, including automotive fuel injectors and insert fittings serving as anchors, etc.
【Product Details】
Material:Aluminum
Plate Thickness: 1.0mm and above
Industry: Automotive
Processing Method: Progressive Press Die
Contact Information
Nissin Precision Machines Co., Ltd. – Head Office
〒146-0095, 2-29-21 Tamagawa, Ota-ku, Tokyo 146-0095, Japan
📞 Tel: +81-3-3758-1901
📧 E-mail: gn_info@nissin-precision.com
Contact Person: F.N

We introduce our deep drawing die technology combined with forging bead processing.
This process applies bead forming to products after deep drawing. We work with SPC steel and aluminum (AL) materials.
At Nissin Precision, integrated progressive stamping + forging
multi-stage processing is available, enabling efficient and stable production within a single die system.
By incorporating forging beads after deep drawing, product rigidity and dimensional stability are improved while maintaining high production efficiency.
【Product Specifications】
Material: SPC steel
Thickness: 1.0 mm
Industry: Automotive
Processing Method: Progressive press die
For inquiries regarding deep drawing dies or multi-stage press processing, please feel free to contact us.
Contact Information
Nissin Precision Machines Co., Ltd. – Head Office
〒146-0095, 2-29-21 Tamagawa, Ota-ku, Tokyo 146-0095, Japan
TEL: +81-3-3758-1901
E-mail: gn_info@nissin-precision.com
Contact Person: F.N

We support a wide range of materials including steel, stainless steel, aluminum, and copper.
We have extensive experience in high-difficulty deep drawing (e.g., square drawing and multi-stage drawing in SUS and aluminum materials. In SUS deep drawing, targeting zero roundness deviation, zero coaxiality error, and zero wall thickness variation, etc.).
【Product Details】
Material: SUS
Thickness: 0.1mm~1.0mm (Please consult us)
Industry: Automotive, Industrial Machinery, Home Appliances
Processing Method: Progressive press die, Transfer die, Single-stage die,
The photo shows a process conversion from bulge forming.
Contact Information
Nissin Precision Machines Co., Ltd. Head Office
〒146-0095, 2-29-21 Tamagawa, Ota-ku, Tokyo, Japan
TEL: 03-3758-1901
E-mail: gn_info@nissin-precision.com
Person in charge: F.N
We provide a round-tip product by applying splitting (Warisaki) processing technology.
・To change the material shape from flat metal to round metal!
・To put the round shaped part to the flat metal directly!
We can cope with a specially ordered product if the diameter of the round shape is within the dimension which can be put on the press.
We constantly handle with the extending of the materials.


