Language: 日本語 | English
Language: 日本語 | English

This is a contact bushing component used in household appliances.
The processing method involves progressive pressing and riveting using phosphor bronze (t0.5) + silver.
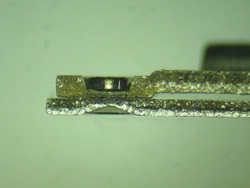
This involves riveting through progressive press.
Both materials are stainless steel (t0.35/t0.25).
The photo shows a cross-section of the riveted part.

This is a motor bracket component for communication equipment.
The processing method involves progressive pressing and riveting (2 points) using stainless steel (t0.35) + stainless steel (t0.25).
Product size: 9mm × 7mm
Lot size: 10,000 or more

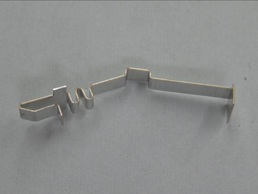
This is a leaf spring component for communication equipment.
Processing method: Progressive pressing & riveting (4 points) using brass (t0.5) + beryllium copper (t0.15)
Product size: 7mm × 9mm × 20mm
Lot size: 1,000 or more
This product joins two different materials within the mold. After pressing, it undergoes heat treatment in our in-house facilities to enhance its spring properties.

This is a leaf spring component for communication equipment.
Processing method: Progressive pressing & riveting (2 points) using brass (t0.3) + beryllium copper (t0.1)
Product size: 8mm × 7mm × 10mm
Lot size: 1,000 or more
This product joins two different materials within the mold. After pressing, it undergoes heat treatment in our in-house facilities to enhance its spring properties.
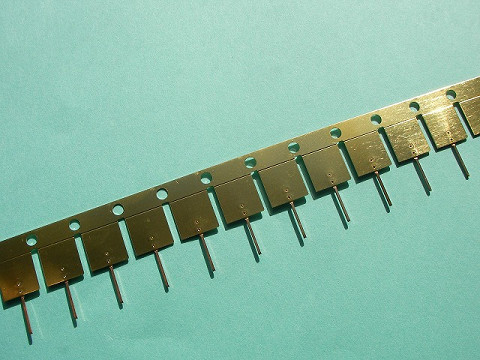
This is a spring electrode component for industrial equipment.
The processing involves progressive press of KA250 (pre-plated material) with a thickness of 0.25mm.
Product size: 20mm x 4mm
Lot quantity: 5,000~

This is a sleeve electrode component for OA equipment.
Processing method: Progressive pressing using phosphor bronze, 0.3mm thickness
Product size: 23mm × φ7
Lot size: 10,000 or more
Key feature: The material is rolled into a cylindrical shape and joined from a single sheet.

This is a motor bracket component for communication equipment.
Processing method: Progressive pressing & riveting using stainless steel (SUS), 0.2mm thickness
Product size: 8mm × 5mm × 5mm
Lot size: 10,000 or more
Key feature: The material is rolled into a cylindrical shape and joined from a single sheet.
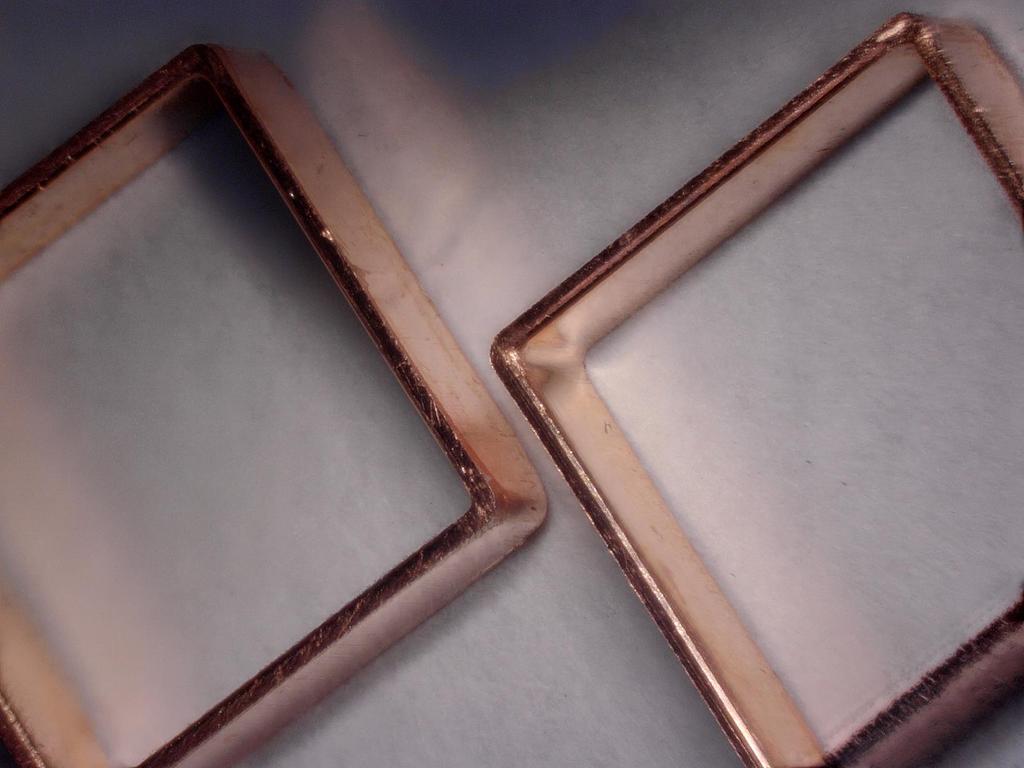
Our company achieves precision riveting and thick plate punching by applying advanced die and press technologies.
This sample demonstrates punching a phosphor bronze plate with a thickness of t6, leaving a 0.2 thickness on all four sides using press technology.
By utilizing this technology, machining processes that would typically require cutting can now be achieved through pressing, allowing us to deliver optimal QCD (Quality, Cost, Delivery) solutions to our customers.
Key Features:
Thick plate punching with a smooth cut surface
Proprietary die technology
If you are facing challenges with fine press processing, please feel free to consult with us.

This product involves riveting four differently shaped parts within a progressive die. By performing the crimping inside the press, the process can be simplified.

This product is riveted using stainless steel plates of different thicknesses.
Riveting adhesion strength: Maintains 8.2N or more
Processing method: Progressive die pressing, ensuring stable product quality
Product size: Approximately 8.65 × 6.025mm
Stainless steel thickness: t0.25 & t0.35
By crimping the pins using a progressive die, it becomes possible to minimize the use of expensive materials.

A progressive die method for caulking metal to resin.
The riveting technique used is called burring.
This method is applied to components used in automatic curtain rails.
The punching method involves removing metal material through punching.
Using two 45-ton presses, the punching plate is processed into the required component size.

This component is a spring for a spacer.
Component size: 4mm
Plate thickness: 0.2mm
Processing method: Stainless steel is processed using a 45-ton press.


