Language: 日本語 | English
Language: 日本語 | English

【Causes of Unstable Hinge Durability】
Hinges are critical for door and cover operation, but insufficient precision or strength in the rotational shaft can cause looseness, noise, and premature wear.
A key issue is the machining accuracy of the “rolled section” forming the shaft. Roundness, clearance, and material integrity (e.g., cracks or excessive work hardening) directly affect lifespan.
Curl bending is a common method used to form this rolled section.
【What is Curl Bending】
〈Plastic forming that rolls sheet material into a cylindrical shape〉
Curl bending rolls the edge of a sheet into a cylindrical shape. In hinges, a pin passes through this section to form a rotational mechanism. Unlike simple L- or U-bends, the material forms nearly a full circle.
The outer surface is under tension and the inner under compression, requiring careful control of:
・Inner diameter
・Bend radius
・Springback
・Material hardness
High precision is essential for smooth, reliable rotation.
【Technical Points for Hinge Curl Bending】
〈Ensuring roundness and coaxiality〉
Hinges combine multiple curled sections with a single pin. Misalignment can cause stiff rotation or assembly issues. Precision is achieved through:
・Accurate hole positioning and outer profile
・Multi-stage forming for load distribution
・Die compensation for post-forming variations
Kawamura Kikai Co., Ltd. operates 50 press machines (10t–500t) and handles deep drawing, bending, punching, trimming, and complex 3D forming like curl bending.
【Process Design to Prevent Cracking and Collapse】
〈Avoid finishing in a single process〉
Forming the cylinder in one step can cause outer cracks or inner collapse, reducing roundness. Solutions include:
・Gradual curling over multiple stages
・Stabilizing the inner diameter with die geometry
・Adding caulking or corrective steps as needed
Multi-stage process design is essential.
【Applications of Curl Bending】
Curl bending is used beyond hinges, in components such as:
・Rotational bearing parts
・Pin-retention brackets
・Clamp components for wiring
・Hinge sections of safety covers
These are functional areas for movement and retention. Shape accuracy directly affects performance and reliability.
【Key Criteria for Considering Curl Bending】
〈Manufacturing difficulty is determined at the design stage〉
Difficulty cannot be judged from drawings alone. Important factors include:
・Sheet thickness vs. inner diameter
・Material ductility
・Required rotational torque and clearance
・Integration with subsequent processes
Considering manufacturability from the design stage ensures stable and efficient mass production.
【Summary】
For hinges and other rotational components, the precision of curl bending greatly affects lifespan and operational feel. It is not just bending; plastic forming technology and proper process design are crucial.
If there are issues like looseness, assembly defects, or new rolled structures are being considered, reviewing the forming method early is highly effective.
【Contact Information】
Kawamura Kikai Co., Ltd.
Head Office: 2-4 Shimizu-cho, Itabashi-ku, Tokyo 【Composite Division】
Hanazono Factory: 10 Kitane, Fukaya-shi, Saitama 【Metal Press Division】
Website: https://www.kawamura-kikai.co.jp
Inquiry / Quotation: https://www.kawamura-kikai.co.jp/contact/
Please mention that you saw us on “Emidas” when making your inquiry.

【Problems with Sheared Surface Quality?】
In press processing, issues such as rough sheared surfaces, large burrs, and the need for secondary machining often occur. For parts related to fitting or sliding, shear surface quality directly affects performance and assembly accuracy. Conventional blanking can create fracture surfaces and dimensional variations, leading to additional grinding or machining.
【What Is Shaving】
〈Finishing after shearing〉
Shaving is a precision shearing method that removes a small allowance after the initial blanking process. By cutting away the fracture surface, the edge becomes almost entirely smooth sheared surface.
Benefits include:
・Smoother shear surfaces
・Improved dimensional accuracy and perpendicularity
・Reduced burrs
・More stable fitting performance
【Importance of Die Design and Press Technology】
Effective shaving requires optimized clearance design, material understanding, cutting allowance, die rigidity, and press accuracy.
Kawamura Kikai Co., Ltd. supports die design, manufacturing, and maintenance in-house, enabling integrated optimization of shearing conditions and die specifications. The company operates 50 press machines (10–500 t) for various press processes.
【Typical Applications】
Precision shearing with shaving is suitable for:
・Gear and ratchet components requiring precise tooth profiles
・Shaft fitting holes needing high roundness and perpendicularity
・Thin precision parts requiring minimal burrs
・Reference holes for welding or riveting processes
Stable shear quality reduces assembly variation and defects, and can minimize additional machining processes.
【Key Considerations】
Although shaving requires more complex die and process design, its value lies in overall process optimization, such as:
・Reducing secondary machining
・Preventing assembly defects
・Improving dimensional stability in mass production
【Summary】
Sheared surface quality strongly affects product performance and assembly.
Precision shearing using shaving can improve edge quality while simplifying the overall manufacturing process. For issues related to burrs, rough edges, or excessive machining, reviewing the forming process may provide an effective solution.
【Contact Information】
Kawamura Kikai Co., Ltd.
Head Office: 2-4 Shimizu-cho, Itabashi-ku, Tokyo 【Composite Division】
Hanazono Factory: 10 Kitane, Fukaya-shi, Saitama 【Metal Press Division】
Website: https://www.kawamura-kikai.co.jp
Inquiry / Quotation: https://www.kawamura-kikai.co.jp/contact/
Consultations on precision shearing and shaving technologies are available even at the early evaluation stage. Please share your processing requirements or technical challenges, and we will propose suitable solutions.
Related URL: https://www.kawamura-kikai.co.jp/product/

【Importance of Horizontal Cutting】
Accurate horizontal trimming ensures proper assembly fit, sealing performance, and surface appearance. Instability can lead to gaps, misalignment in welding/caulking, poor sealing, and inconsistent appearance.
【Press Trimming as a Core Technology】
〈Die design determines performance〉
A press trimming die is not simply a sliding mechanism.
To achieve stable and precise horizontal cutting, advanced design is required, including:
・High-precision mechanism converting vertical motion to horizontal motion
・Sufficient rigidity during cutting
・Proper blade clearance design and durability
・Accurate positioning relative to the formed part
Kawamura Kikai Co., Ltd. has over 70 years of metal press experience, with in-house die design and manufacturing.
They support press trimming as a core technology for mass production up to t = 1.6 mm, including integration into transfer press lines.
【Equipment and Processing Capabilities】
The company operates 50 press machines ranging from 10 to 500 tons, supporting a wide range of processes including drawing, bending, blanking, trimming, caulking, and spot welding.
Press trimming is particularly effective for:
・Horizontal trimming of drawn openings
・Side trimming of cylindrical components
・Parts requiring strict height accuracy
・Edge finishing prior to welding
With in-house die manufacturing, rapid optimization of trim height and blade geometry is possible during prototyping, while also ensuring durability and maintainability for mass production.
【Comparison with Other Methods】
〈A mass-production solution without machining〉
Horizontal cutting of sidewalls can also be achieved through machining processes
such as turning or milling. However, for mass production, these approaches introduce:
・Increased processing time
・Higher fixture and tooling costs
・Longer lead times due to additional processes
In contrast, press trimming enables completion within the press process itself,
allowing process integration and cost optimization, while maintaining high precision in edge finishing.
【Key Considerations for Implementation】
Applicability of press trimming depends on factors such as part geometry, thickness, material, and required accuracy.
Key evaluation points include:
・Post-forming height variation
・Required edge accuracy
・Compatibility with downstream processes
・Production volume
Considering trimming methods at the early design stage leads to more manufacturable designs and stable mass production.
【Summary】
A press trimming die enables high-precision horizontal cutting by converting vertical press motion.
Also known as swing or oscillating trimming, it is key to improving edge quality in 3D formed parts.
It offers an effective solution to enhance accuracy and reduce height variation without machining.
【Contact Information】
Kawamura Kikai Co., Ltd.
Head Office: 2-4 Shimizu-cho, Itabashi-ku, Tokyo 【Composite Division】
Hanazono Factory: 10 Kitane, Fukaya-shi, Saitama 【Metal Press Division】
Website: https://www.kawamura-kikai.co.jp
Inquiry / Quotation: https://www.kawamura-kikai.co.jp/contact/
Consultations on press trimming dies and oscillating trimming technology are available from the design stage.
Feel free to reach out for support in process design for mass production.

〈Photo: Side holes are also drilled〉
【Issues with Material Yield in Deep Drawing】
Deep drawing is a typical sheet metal forming process used to produce cylindrical or case-shaped components. However, manufacturing often faces issues such as:
・Uneven thickness during deep drawing
・Cracking at the bottom or shoulder areas
・Earing and wrinkling
・Large amounts of scrap after blanking
With rising material costs, scrap handling has become a critical factor affecting overall product competitiveness.
【What Is Deep Drawing】
〈Plastic forming that transforms sheet metal into 3D shapes〉
Deep drawing forms cup- or cylindrical shapes by pressing sheet metal with a punch and die.
Stable deep drawing requires:
・Proper blank diameter design based on material properties
・Optimization of blank holder force
・Appropriate punch and die radii (R)
・Controlled lubrication conditions
Kawamura Kikai Co., Ltd. operates 50 press machines (10–500 t) and supports processes such as deep drawing, bending, blanking, and trimming, backed by over 70 years of metal press expertise.
【Multi-Stage Scrap Utilization】
〈Maximizing material usage〉
The company reuses scrap from the first product to produce additional parts, sometimes up to four stages. Through optimized blank design and process planning, materials are used more efficiently while maintaining forming quality.
【Thickness Control Technology】
〈Preventing localized thinning〉
To prevent localized thinning, the company applies:
・Radius (R) design to control material flow
・Multi-stage forming to distribute forming loads
・Fine adjustment of blank holder force
・Process planning based on prior deformation history
These methods help achieve uniform thickness and stable product quality.
【Applications】
Typical deep-drawn components include:
・Motor cases
・Cover parts
・Cylindrical brackets
・Various housing components
Uniform thickness improves both appearance and durability, while scrap reuse enhances material yield and cost efficiency.
【Key Considerations When Evaluating Deep Drawing】
〈From single-part optimization to system optimization〉
Important factors include:
・Balance between required depth and sheet thickness
・Material strength and ductility
・Connection with downstream processes
・Potential improvement in material yield
If multiple parts can be produced from the same material sheet, blank layout and dimensional relationships should be optimized from the early design stage.
Because the company designs and manufactures dies in-house, it can quickly implement shape modifications and process improvements during prototyping, enabling efficient transition to mass production.
【Summary】
Deep drawing requires precise material flow control. By combining uniform thickness forming with multi-stage scrap utilization, manufacturers can improve material efficiency while maintaining product quality.
【Contact Information】
Kawamura Kikai Co., Ltd.
Head Office: 2-4 Shimizu-cho, Itabashi-ku, Tokyo 【Composite Division】
Hanazono Factory: 10 Kitane, Fukaya-shi, Saitama 【Metal Press Division】
Website: https://www.kawamura-kikai.co.jp
Inquiry / Quotation: https://www.kawamura-kikai.co.jp/contact/
Consultations are available from the early design stage for deep drawing and material reuse–oriented process design. Sharing drawings or current issues will help identify the optimal manufacturing approach.

【Do You Assume Fracture Surfaces Are Unavoidable?】
In press blanking, fracture surfaces are often considered inevitable.
However, in precision components such as gears, fitting holes, and sliding parts, they can cause accuracy loss, wear, noise, and looseness.
Although fine blanking offers high-quality shear surfaces, its cost and limitations can be restrictive.
An effective alternative is precision shearing using general-purpose presses.
【What Is Precision Shearing】
〈Maximizing shear surface by suppressing fracture〉
Precision shearing applies high constraint pressure to reduce fracture and increase the smooth shear area, ideally achieving full-shear through the thickness.
Benefits:
・Improved surface finish
・Stable perpendicularity and accuracy
・Reduced burrs
・Enhanced fitting performance
It also enables reduction or elimination of secondary machining processes.
【Achieving Full Shear with General Press Machines】
〈Precision without dedicated equipment〉
Full-shear can be achieved with general press machines by optimizing die design and process conditions.
Kawamura Kikai Co., Ltd. leverages extensive press expertise and 50 machines (10–500 t) to develop precision shearing on standard presses.
At the prototype stage, full-shear has been achieved by optimizing:
・Clearance based on material and thickness
・Die geometry for material flow
・Die rigidity
・Pressing conditions
【Manufacturing System and Capabilities】
〈Flexibility through in-house die production〉
With 70+ years of experience, the company handles die design, manufacturing, and maintenance in-house, enabling fast improvement cycles for:
・Prototype optimization
・Mass production durability verification
・Wear-based die modification
Additional processes such as spot welding, riveting, and assembly are also supported, allowing optimization at the unit level.
【Typical Applications】
Precision shearing with general presses is effective for:
・Gear and tooth-profile components
・High-precision hole brackets
・Thin sheet parts requiring strength and fit
・Mass-production parts targeting machining reduction
Stable shear surfaces reduce burrs and variation, improving assembly stability and productivity.
【Key Considerations When Evaluating Precision Shearing】
When considering precision shearing, the key question is not whether specialized equipment exists, but how well processing conditions can be designed.
Important factors include:
・Current shear surface ratio
・Impact of fracture surfaces on part functionality
・Potential to reduce secondary machining
・Dimensional stability in mass production
Even at the prototype stage, feasibility studies based on drawings or existing parts can help identify optimal processes.
【Summary】
Precision shearing is not only about higher accuracy, but also about improving overall manufacturing efficiency and quality stability.
With optimized die design and processing conditions, it is possible to approach full-shear results even with general press machines.
If shear surface quality or machining reduction is a concern, reviewing the forming process may provide a practical solution.
【Contact Information】
Kawamura Kikai Co., Ltd.
Head Office: 2-4 Shimizu-cho, Itabashi-ku, Tokyo 【Composite Division】
Hanazono Factory: 10 Kitane, Fukaya-shi, Saitama 【Metal Press Division】
Website: https://www.kawamura-kikai.co.jp
Inquiry / Quotation: https://www.kawamura-kikai.co.jp/contact/
Consultations regarding precision shearing and full-shear processing using general press machines are available from the early planning stage. Sharing drawings or current challenges will help identify the most suitable processing method.

We are developing technologies aimed at prototyping and mass production of composites using thermoplastic resins. For thermoplastic resin-impregnated carbon fiber (CFRTP), we support materials up to PEEK resin. Using heat & cool, both hot press and cold press with a preheating heater are possible. Mold size is supported up to 1200×1500mm, and product size is supported up to 800×600mm (approx.). Prototyping and mass production are possible. Equipment is located in Itabashi-ku, Tokyo, and facility tours are available.
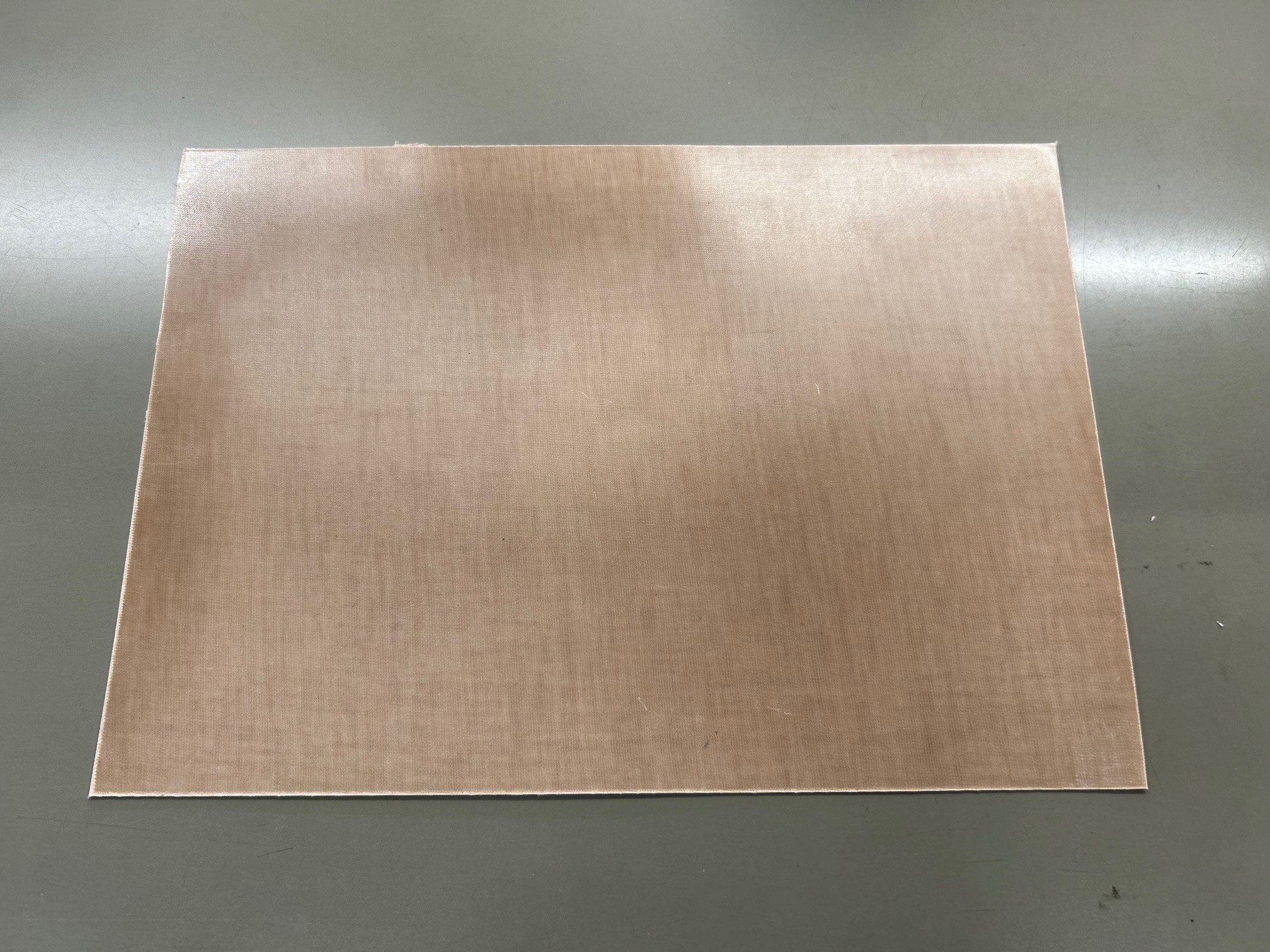
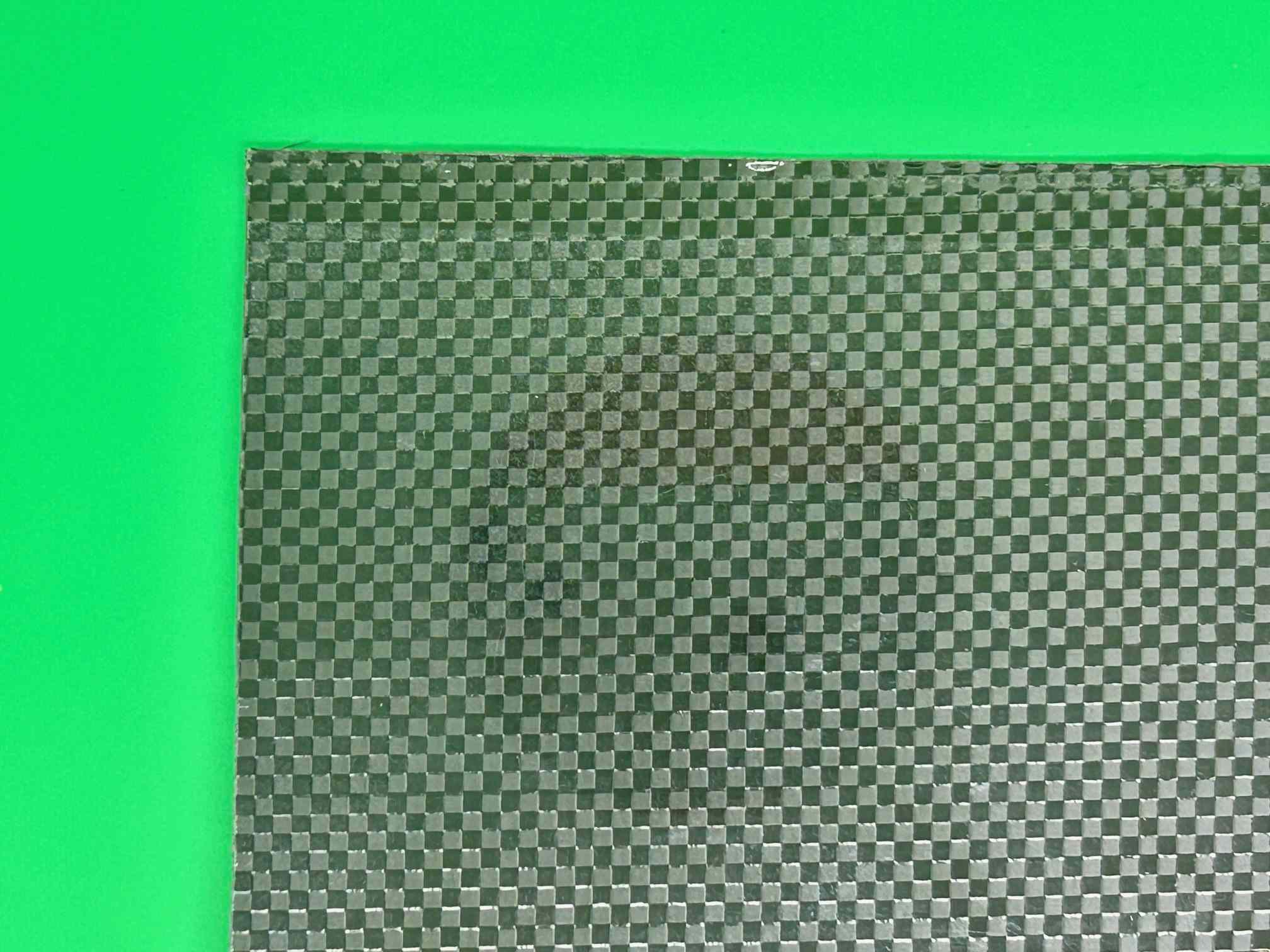
Carbon fiber–based composites are the mainstream in composite molding. However, Kawamura Kikai Co., Ltd. has developed its own intermediate materials (prepregs) using natural fibers.
The material shown in the image is made from naturally derived resin (hemicellulose) and natural fiber (cacao husk). Naturally, this prepreg can also be used for composite molding applications.
In addition, we are developing bio-based and natural fiber materials such as bio-resin PA11 (derived from castor oil) manufactured by Arkema, as well as natural fibers including FLAX, HEMP, and coconut fiber.
We welcome inquiries from those seeking natural fiber–based composite materials.
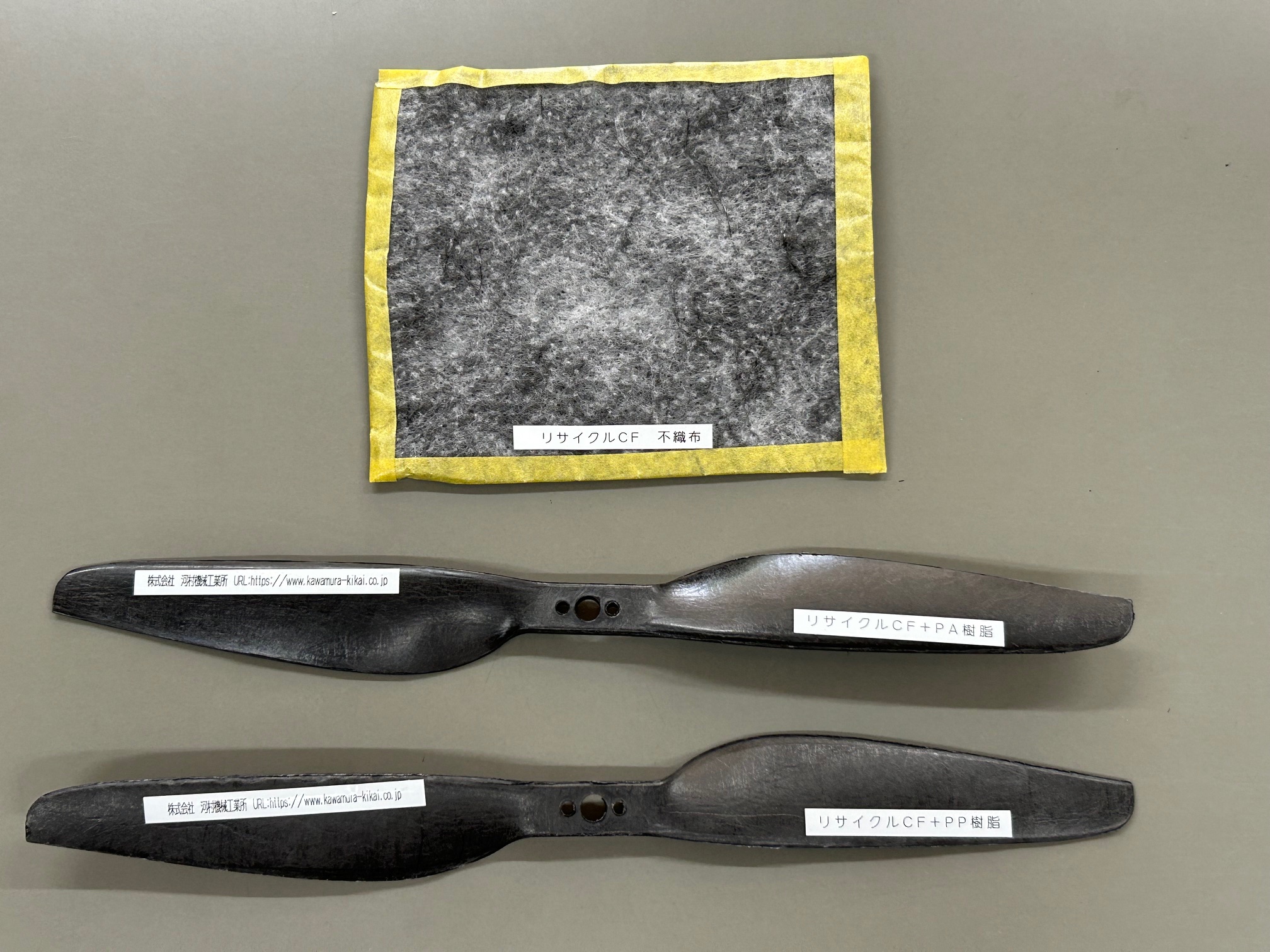
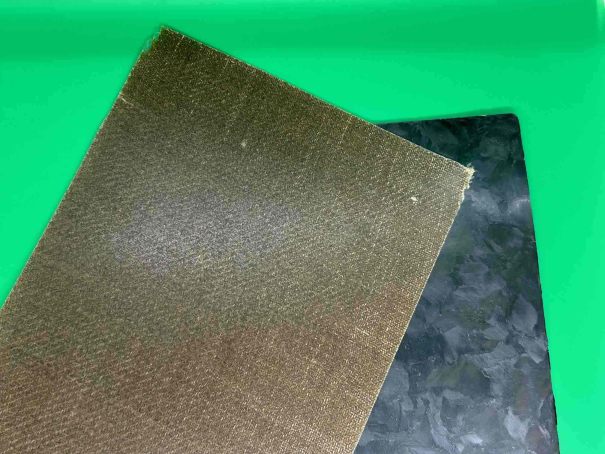
Carbon fiber materials widely used in the market are often CFRP (Carbon Fiber Reinforced Plastic) impregnated with thermosetting resin. Aircraft structures, golf club shafts, and fishing rods are typical examples made from CFRP. Because CFRP uses thermosetting resin, recycling is difficult. Research institutions and companies have been developing methods to recycle only the carbon fibers by heating the material to decompose the resin component.
Using this recycled carbon fiber, felt-like (nonwoven) materials have been developed. Our company is advancing technological development for molding processes using these materials. The upper photo shows the recycled carbon fiber nonwoven material, and the lower photo shows a molded product made from this material.
We actively propose the commercialization of products utilizing recycled carbon fiber.

CFRTP is attracting attention as a next-generation material combining lightweight properties and high strength. Its thermoplastic moldability and carbon-fiber stiffness enable applications in automotive, medical, robotics, and sports equipment.
At the same time, CFRTP molded parts increasingly require post-processing such as machining, drilling, tapping, and assembly, demanding high precision and stable quality in each process.
【Why Integrated Processing of CFRTP Products Is Required】
Because CFRTP’s machining characteristics vary significantly depending on fiber orientation and resin type, improper cutting, drilling, or tapping can negatively affect dimensional accuracy and surface quality.
In addition, outsourcing each process to different suppliers increases the risk of defects due to variations in material handling and processing history. For these reasons, an integrated system that covers molding, secondary processing, and assembly provides a significant advantage in both product development and mass production.
【Advantages of an Integrated System】
Kawamura Kikai Co., Ltd. provides end-to-end processing for CFRTP products, covering molding, machining, drilling, tapping, assembly, and inspection. This integrated approach offers:
・Improved quality control through process traceability
・Reduced lead time and cost by eliminating inter-process inefficiencies
・Rapid prototyping from a single drawing, enabling faster initial validation
【Available Processing Capabilities】
The company supports the following processes:
・Machining: contour cutting, rib trimming, edge finishing, deburring
・Drilling: single-hole and multi-hole drilling, high-precision positioning
・Tapping: thread machining for M2–M10 sizes
・Trimming: removal of excess material and precision contour cutting
・Assembly: component assembly, fixture-based alignment, and electrical/fit inspection
【Equipment and Production Capability】
All processes are completed in-house, supported by machining equipment and inspection tools such as CMMs, profile projectors, calipers, and micrometers, ensuring stable quality from processing to inspection.
【Quality Control and Traceability】
Dimensional inspection is conducted through 100% or sampling measurement. CMM verification of geometry and hole positions, combined with ISO 9001:2015–compliant record management, ensures consistent quality in mass production. For prototypes, measurement data and improvement proposals are provided to support efficient specification alignment with customers.
【Strength of One-Stop Manufacturing】
Leveraging 70 years of metal processing expertise, Kawamura Kikai provides integrated CFRTP solutions from molding to machining and assembly. This approach enables weight reduction and design flexibility beyond conventional metal processing while balancing lead time, cost, and quality.
The company supports both mass-production development and low-volume, short-lead-time prototyping, offering material selection, design optimization, and mold design support from the early development stage.
【Summary】
Secondary processing of CFRTP products requires specialized know-how and equipment that account for the material’s unique characteristics. An integrated system covering machining, drilling, tapping, and assembly significantly impacts both development speed and product quality.
Kawamura Kikai Co., Ltd. supports high-precision, short-lead-time manufacturing across a wide range of materials and geometries. If you are facing challenges in post-processing CFRTP products, please feel free to contact us.
【Contact Information】
Kawamura Kikai Co., Ltd.
Head Office: 2-4 Shimizu-cho, Itabashi-ku, Tokyo 【Composite Division】
Hanazono Factory: 10 Kitane, Fukaya-shi, Saitama 【Metal Press Division】
Website: https://www.kawamura-kikai.co.jp
Inquiry / Quotation: https://www.kawamura-kikai.co.jp/contact/
Please mention that you saw us on “Emidas” when making your inquiry.
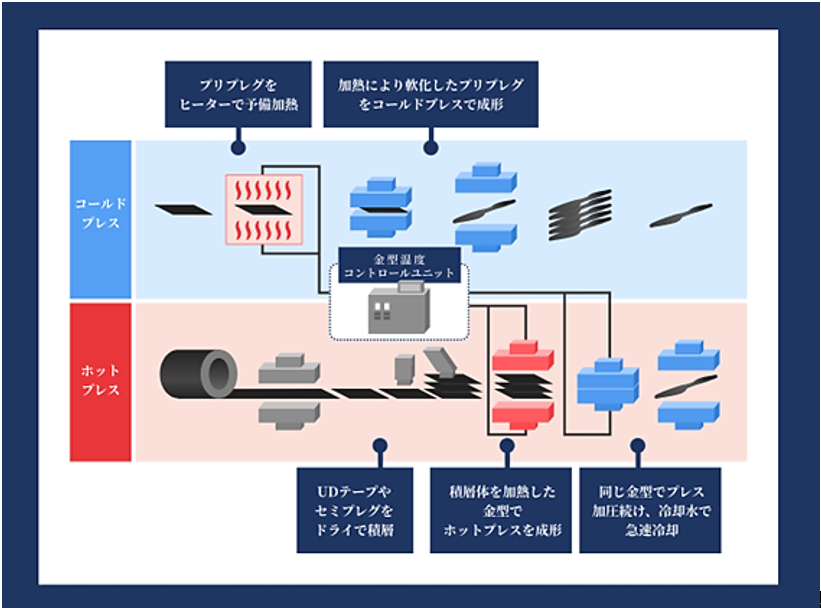
【Fundamentals of Press Forming and the Importance of Thermal Control】
Press forming is a processing method in which pressure is applied to deform a material into a specified shape. In composite material molding, however, temperature control is critically important.
Hot press and cold press methods are selected according to molding conditions and product objectives.
Particularly for thermoplastic composites such as CFRTP (Carbon Fiber Reinforced Thermoplastic Plastics), controlling flexibility during heating and solidification during cooling greatly affects product precision and mass productivity.
【Characteristics of Hot Press Molding】
Hot press molding is performed with heated dies. By heating the material, the resin melts and forms an integrated structure that tightly bonds with the reinforcing fibers.
Main features:
Suitable for molding prepreg and nonwoven materials
Capable of forming complex shapes such as foamed structures and variable wall thickness designs
Supports high-performance resins such as PEEK with heating control exceeding 400°C
Kawamura Kikai Co., Ltd. operates a 200-ton hot press machine equipped with a heat & cool control unit, enabling high-temperature precision molding.
【Characteristics of Cold Press Molding】
Cold press molding is performed at room temperature or relatively low temperatures.
Main features:
Suitable for pre-formed or reprocessed materials
Effective for finishing processes and trimming operations
【How to Select Between Hot Press and Cold Press in Composite Molding】
It is important to choose the appropriate method depending on product specifications and application requirements.
High-precision finishing: Hot press
Mass production molding: Cold press
Temperature-sensitive materials such as biomass resins: Low-temperature hot press
Trimming and secondary forming: Hot press or cold press, depending on conditions
For example, materials containing bio-based resins such as PLA or PA11 require strict temperature control to prevent thermal degradation. Kawamura Kikai can design optimal molding conditions based on these temperature characteristics.
【Composite Molding Equipment】
To support composite molding, the company is equipped with:
200-ton hot press machine (maximum die size: 1200 × 1500 mm)
Heaters compatible with PEEK
Heat & cool temperature control unit (exceeding 400°C)
【Advantages in Product Development】
By properly utilizing both hot press and cold press methods, the following benefits can be achieved:
Stable product quality and improved accuracy
Optimized molding cycles for enhanced productivity
Greater design flexibility and capability for complex shapes
Support for recyclability and biomass materials
Compatibility with various materials such as chopped fiber, nonwoven, sliver, and UD tape
Especially in the early stages of composite adoption, repeated trial and error is essential to determine optimal conditions. Kawamura Kikai provides integrated support from material selection and die adjustment to molding trials.
【Conclusion】
Hot press and cold press molding each have distinct strengths and characteristics. To maximize the performance of composite products, it is essential to select the appropriate method according to product specifications and material properties.
Kawamura Kikai leverages advanced temperature control systems and decades of forming expertise to deliver precise, high-performance composite products. From condition design based on material characteristics to prototyping and evaluation, we provide comprehensive support—please feel free to contact us.
【Contact Information】
Kawamura Kikai Co., Ltd.
Head Office: 2-4 Shimizu-cho, Itabashi-ku, Tokyo
Hanazono Factory: 10 Kita-ne, Fukaya-shi, Saitama-ken
URL: https://www.kawamura-kikai.co.jp
〈For Consultation & Quotations〉
Contact Form: https://www.kawamura-kikai.co.jp/contact/
Please mention that you saw us on “Emidas” when making an inquiry.
【The Importance of Eco-Friendly Product Development】
From the perspectives of climate change mitigation and resource circulation, adopting environmentally conscious materials has become an urgent priority in manufacturing. In particular, the use of recycled materials and biomass resins is increasingly required in plastic product development.
Kawamura Kikai Co., Ltd. leverages its CFRTP (Carbon Fiber Reinforced Thermoplastic) molding technology to reduce environmental impact through the introduction of bio-based materials and the reuse of recycled resins.
【What Are Biomass Resins?】
Biomass resins are renewable plastic materials derived from plant-based resources. Representative examples include:
・Polylactic acid (PLA): Derived from corn, offering high rigidity and biodegradability
・Polyamide 11 (PA11): Derived from castor oil, balancing flexibility and heat resistance
These materials are increasingly used as alternatives to petroleum-based resins.
The company is also developing NFRTP technology that combines natural fibers with biomass resins.
【Remolding with Recycled Pellets (Re-Pellet Materials)】
Re-pelletized materials made by crushing and reprocessing scrap and production offcuts are key to circular manufacturing. By leveraging the characteristics of thermoplastic resins, reheating and remolding processes have been established.
・Reduction of cost and environmental impact through reuse of CFRTP scrap
・Adjustment of mechanical properties by blending recycled and virgin materials
・Prototyping and general-purpose part production using reclaimed material
This system promotes environmentally responsible product development while minimizing material loss.
【Composite Technology with Natural Fibers】
The company also supports composite development using natural materials:
・Compatible with natural fibers such as hemp (HEMP), linen (flax), and coconut fiber
・Biodegradable product molding possible through combinations with PA11 or PLA
By utilizing these bio-based materials, eco-design that considers end-of-life disposal becomes achievable.
【Product Applications Through Integration with CFRTP】
NFRTP technology combining natural fibers and biomass resins is being applied to various products:
・Lightweight, high-strength drone components
・Automotive lightweight brackets and interior parts
・Sports and leisure housing products
・Eco-designed appliance housings and consumer goods
With molding capabilities exceeding 400°C, heat & cool control systems, and dedicated heating equipment, Kawamura Kikai Co., Ltd. continues to expand its support for advanced composite materials.
【Integrated Support Toward Sustainable Product Commercialization】
A comprehensive in-house system supports the commercialization of environmentally friendly materials—from material selection and prototyping to molding and post-processing.
This approach reduces design workload and outsourcing management burdens while ensuring reliable quality in sustainable product development.
【Summary】
As the transition toward a decarbonized society accelerates, product development utilizing recycled materials and biomass resins is gaining increasing attention. Building on its expertise in CFRTP molding and composite processing, Kawamura Kikai Co., Ltd. delivers proposals for environmentally friendly products using next-generation materials.
For environmentally conscious component manufacturing or prototyping with bio-based materials, inquiries are welcome.
【Contact Information】
Kawamura Kikai Co., Ltd.
Head Office: 2-4 Shimizu-cho, Itabashi-ku, Tokyo 【Composite Division】
Hanazono Factory: 10 Kitane, Fukaya-shi, Saitama 【Metal Press Division】
Website: https://www.kawamura-kikai.co.jp
Inquiry / Quotation: https://www.kawamura-kikai.co.jp/contact/
Please mention that you saw us on “Emidas” when making your inquiry.
【Composite Product Development and the Use of CFRTP】
In the development of composite products, close coordination is required across all stages—structural design, material selection, molding technology, post-processing, evaluation, and mass production. Among available materials, CFRTP (Carbon Fiber Reinforced Thermoplastic) offers a high degree of flexibility in material composition and molding methods. To achieve optimal product performance, technical support from the early design stage is essential.
Kawamura Kikai Co., Ltd. provides a comprehensive support system that allows consultation from a single drawing and delivers consistent assistance throughout the entire product launch process.
【Initial Design Stage: Optimization of Structure and Materials】
In CFRTP product design, fiber orientation, rib layout, and wall thickness significantly influence performance. The company provides the following technical support:
・Structural design proposals considering fiber orientation
・Material selection support (nonwoven fabrics, prepregs, semi-pregs, etc.)
・Resin selection tailored to application needs (PA6, PEEK, PLA, etc.)
・Pre-design verification through CAE analysis (handled as needed, including external partners)
This enables rational structural designs that balance mass productivity and functional performance.
【Prototyping Stage: Short Lead Time and Molding Expertise】
After finalizing the design, molding trials are conducted to proceed to prototyping. Dedicated equipment ensures rapid turnaround.
・200t hot press machine (up to 1200×1500mm molds)
・High-precision temperature control via heat & cool systems
・Integrated molding up to 500×500mm
・Proven molding performance for CFRTP prepregs up to 2–3mm thickness
Environmentally friendly materials such as PLA and PA11 are also supported, enabling application-specific prototyping.
【Evaluation and Improvement: Verification and Feedback】
After prototyping, dimensional accuracy, appearance, and strength are evaluated. Design and mold improvements are implemented as necessary.
・Dimensional evaluation using 3D measuring instruments and profile projectors
・Strength testing and repeat molding evaluations
・Feedback on molding defects and mold adjustments
The short feedback cycle reduces overall development lead time.
【Transition to Mass Production: Equipment Capacity and Quality Assurance】
In the mass production phase, stable supply and quality control are critical. The company offers:
・More than 50 press machines ranging from 10t to 500t
・Quality assurance system based on ISO9001:2015 certification
・Centralized management of inspection records and traceability through proprietary systems
Stable quality and supply are ensured from small-lot to medium-scale production.
【Advantages of Integrated Support】
Handling everything from prototyping to mass production within one company provides several benefits:
・In-house management from material procurement to mold fabrication, molding, and inspection
・Reduced risk of delivery delays and faster information sharing
・Sustainable manufacturing using recycled materials and offcuts
Development support is available even at the conceptual stage before product specifications are fully defined.
【Summary】
Developing CFRTP products requires specialized expertise and responsiveness across all stages—from structural design to prototyping and mass production. Leveraging extensive experience in metal processing and composite molding, Kawamura Kikai Co., Ltd. supports product development through a fully integrated system.
For companies facing challenges in design, prototyping, or mass production, the company serves as an optimal development partner.
【Contact Information】
Kawamura Kikai Co., Ltd.
Head Office: 2-4 Shimizu-cho, Itabashi-ku, Tokyo 【Composite Division】
Hanazono Factory: 10 Kitane, Fukaya-shi, Saitama 【Metal Press Division】
Website: https://www.kawamura-kikai.co.jp
Inquiry / Quotation: https://www.kawamura-kikai.co.jp/contact/
Please mention that you saw us on “Emidas” when making your inquiry.

High-precision press processing is an indispensable manufacturing technology in fields that demand extremely tight dimensional tolerances and stable machining accuracy. In particular, when precision beyond 1/100mm (0.01mm)—and even dimensional control at the 1/1000mm (0.001mm) level—is required, advanced capabilities in equipment, die design, and processing expertise are essential.
Kawamura Kikai Co., Ltd. has established a system capable of supporting such precision press processing, supplying components across a wide range of industries including automotive, railway, and household infrastructure sectors.
【Supported Processing Range and Main Specifications】
Examples of press processing achievements include:
・Deep drawing: Up to φ430mm diameter, maximum height 45mm, thickness 0.4–2.0mm
・Bending: Compatible with multiple geometries, thickness 0.2–6.0mm
・Blanking: Long parts up to 570mm, thickness 0.4–4.5mm
・Trimming: Supports a wide range of materials from thin to thick plates
Materials handled include general-purpose materials such as SPCC, SPCE, S35C, and SUS304, as well as conductive and high-mechanical-property materials such as C1720 and C5191, including spring materials.
【Die Manufacturing and Ensuring Processing Accuracy】
In high-precision press processing, die quality and maintenance systems are critical. Kawamura Kikai Co., Ltd. supports in-house and external die design and manufacturing, along with prompt inspection and repair of dies in operation.
To achieve both quality and productivity, the following techniques are utilized:
・Press trimming for height accuracy adjustment and improved productivity
・One-shot hole punching using cam mechanisms
・Ultra-fine piercing using press machines and precision dies
【Applications Requiring High Precision and Case Examples】
Automotive transmission internal components require machining accuracy at the 1/1000mm level.
The company has extensive mass production experience with high-precision parts and provides consultation from the conceptual design stage.
【Equipment and Inspection System】
Supporting high-precision press processing, more than 50 press machines ranging from 10t to 500t are in operation. Various production methods—including progressive die, single-shot, and transfer systems—are available.
Optimal production methods are proposed based on shape, volume, and cost considerations.
A comprehensive quality assurance system includes:
・Dimensional inspections using 3D measuring instruments, profile projectors, and proprietary inspection equipment
・Traceability ensured through IT systems
・Quality management compliant with ISO9001 (2015 edition)
【Business Advantages of High-Precision Press Processing】
Using high-precision components improves assembly accuracy and stabilizes final product performance. In recent years, as components become smaller and lighter, demand is increasing for suppliers capable of maintaining micron-level dimensional accuracy.
From the design stage, proposals are made for mass-production-friendly shapes and die specifications, contributing to cost optimization through VA/VE initiatives.
【Summary】
High-precision press processing is a key factor supporting product quality and performance. Maintaining stable dimensional accuracy at the 1/1000mm level requires integrated expertise in processing know-how, equipment capability, and quality assurance.
Kawamura Kikai Co., Ltd. supports complex processing such as deep drawing, blanking, and bending, providing one-stop service from prototyping to mass production. If you are facing challenges in developing high-precision components, consultation is welcome.
【Contact Information】
Kawamura Kikai Co., Ltd.
Head Office: 2-4 Shimizu-cho, Itabashi-ku, Tokyo 【Composite Division】
Hanazono Factory: 10 Kitane, Fukaya-shi, Saitama 【Metal Press Division】
Website: https://www.kawamura-kikai.co.jp
Inquiry / Quotation: https://www.kawamura-kikai.co.jp/contact/
Please mention that you saw us on “Emidas” when making your inquiry.

【Background of Material Selection: Composites, Metals, and Engineering Plastics】
In the development of high-performance components, selecting materials that meet requirements such as weight reduction, high strength, heat resistance, and processability is essential. In recent years, driven by EV adoption and carbon neutrality initiatives, there has been a growing shift from metals to resin-based composite materials.
Among these materials, CFRTP (Carbon Fiber Reinforced Thermoplastic) has gained attention for offering significant advantages compared to magnesium alloys and engineering plastics (super engineering plastics).
【Comparison: CFRTP vs. Magnesium Alloy】
Magnesium alloy is one of the lightest structural metals, with a density of approximately 1.8—lighter than aluminum. It provides good rigidity and heat resistance and is commonly used in automotive and electronic housings.
In comparison, CFRTP offers the following advantages:
・Lower density (approximately 1.2–1.6), enabling further weight reduction
・High specific strength, suitable for structural applications
・Excellent corrosion resistance, eliminating the need for surface treatment
・Recyclability due to thermoplastic matrix properties
Kawamura Kikai Co., Ltd. supports CFRTP molding using various base resins such as PP, PA6, and PEEK.
【Comparison: CFRTP vs. Engineering Plastics】
Engineering plastics are known for their mechanical strength, heat resistance, and chemical resistance, and are widely used in automotive and electrical components. Representative examples include:
・Polyphenylene sulfide (PPS)
・Polyamide 6 (PA6)
・Polycarbonate (PC)
・Polyoxymethylene (POM)
However, standalone engineering plastics may have limitations in stiffness and strength, leading to increasing demand for reinforcement.
CFRTP, reinforced with carbon fibers, provides:
・Higher rigidity and impact resistance than standard engineering plastics
・Property optimization through fiber orientation design
・Compatibility with bio-based resins such as PLA and PA11
【Material Selection by Application】
Material selection should align with functional requirements and design constraints:
・Magnesium alloy: Housings requiring high-temperature resistance, metallic appearance, and heat dissipation
・Engineering plastics: General automotive interior parts and electrical covers
・CFRTP: Structural components requiring lightweight and high rigidity, or products with complex geometries
Kawamura Kikai Co., Ltd. provides integrated support—from design assistance leveraging material characteristics to molding, post-processing, and assembly.
【Advantages of Product Development with CFRTP】
Adopting CFRTP enables:
・Improved fuel efficiency and extended EV driving range through weight reduction
・Greater design flexibility and functional integration
・Environmental benefits through scrap recycling and remolding
・Development of decarbonized products via combinations with PLA and PA11
【Summary】
Magnesium alloys and engineering plastics each offer distinct advantages. However, CFRTP can complement or surpass them in terms of lightweight performance, re-formability, and recyclability. It is particularly suitable for environmentally conscious product development.
Kawamura Kikai Co., Ltd. has extensive experience in product design and manufacturing utilizing CFRTP’s unique characteristics and offers flexible support from prototyping to mass production.
For material selection and product development inquiries, please feel free to get in touch.
【Contact Information】
Kawamura Kikai Co., Ltd.
Head Office: 2-4 Shimizu-cho, Itabashi-ku, Tokyo 【Composite Division】
Hanazono Factory: 10 Kitane, Fukaya-shi, Saitama 【Metal Press Division】
Website: https://www.kawamura-kikai.co.jp
Inquiry / Quotation: https://www.kawamura-kikai.co.jp/contact/
Please mention that you saw us on “Emidas” when making your inquiry.
CFRTP (Carbon Fiber Reinforced Thermoplastic) and CFRP (Carbon Fiber Reinforced Plastic) are both composite materials reinforced with carbon fiber. Due to their high specific strength and lightweight properties, they have been widely used in structural and housing components.
CFRP uses thermosetting resins such as epoxy or bismaleimide. Once cured, it cannot be reshaped. In contrast, CFRTP uses thermoplastic resins such as PA6, PP, and PEEK as the matrix. Because it can be reheated and remolded, CFRTP is gaining attention as a material suitable for mass production. It also offers excellent recyclability, enabling remolding of scrap materials and circular manufacturing through re-pelletization.
【Flexibility in CFRTP Molding and Processing】
Kawamura Kikai Co., Ltd. specializes in composite molding using CFRTP and supports a wide range of intermediate materials, including prepregs, nonwoven fabrics, and semi-prepregs.
Molding is performed using hot press machines up to 200t, with heating temperatures exceeding 400°C and heat & cool control systems to achieve high precision and fast-cycle production. The company provides integrated support from prototyping to mass production and offers laminate design tailored to resin types and carbon fiber tow sizes (3K–24K).
In addition, composite solutions using biomass-derived resins such as PLA and PA11 are available, enabling design proposals that consider recyclability and biodegradability after product life.
【Strength of an Integrated Production System】
Consultation is available starting from a single drawing. The company provides in-house handling of material selection, laminate design, mold fabrication, press molding, surface treatment, dimensional inspection, and traceability management.
Based on ISO9001 and ISO14001-certified quality management systems, mass production with accuracy of ±0.1mm is supported. Proprietary inspection systems further strengthen full inspection and lot traceability, ensuring consistent quality from prototypes to mass-produced components.
【Why CFRTP Is Chosen Today】
CFRTP allows the molding of complex geometries that are difficult to achieve with metals or conventional CFRP, while also being well suited for mass production. Its high design flexibility enables application not only in structural components but also in aesthetic parts.
【Summary】
CFRTP inherits the high strength and lightweight characteristics of CFRP while offering additional advantages such as short-cycle molding, ease of remolding and recycling, and greater design flexibility. Considering CFRTP from the early stages of product design can contribute to total manufacturing cost reduction and shorter development lead times.
Kawamura Kikai Co., Ltd. integrates metal processing expertise with advanced composite molding technologies to provide comprehensive support for CFRTP products—from prototyping and mass production to quality assurance.
If you are seeking lightweight and environmentally conscious materials, feel free to get in touch.
【Contact Information】
Kawamura Kikai Co., Ltd.
Head Office: 2-4 Shimizu-cho, Itabashi-ku, Tokyo 【Composite Division】
Hanazono Factory: 10 Kitane, Fukaya-shi, Saitama 【Metal Press Division】
Website: https://www.kawamura-kikai.co.jp
Inquiry / Quotation: https://www.kawamura-kikai.co.jp/contact/
Please mention that you saw us on “Emidas” when making your inquiry.
A composite combines multiple materials to achieve properties unattainable by a single material. For example, reinforced concrete uses cement as the matrix and steel as reinforcement, providing high strength and durability.
CFRTP combines carbon fiber and thermoplastic resin, enabling lightweight structures with high stiffness. This section outlines its key features, molding methods, equipment capability, and applications.
【Difference Between CFRP and CFRTP】
Carbon fiber–reinforced composites are classified into CFRP (Carbon Fiber Reinforced Thermoset Plastic) and CFRTP (Carbon Fiber Reinforced Thermoplastic) based on the matrix material.
CFRP uses a thermosetting resin matrix, which permanently cures and cannot be softened or reprocessed after curing. In contrast, CFRTP employs a thermoplastic matrix, allowing the material to soften upon reheating, enabling reforming and recycling.
Due to this property, CFRTP is attracting attention as a material suitable for mass production and environmentally sustainable applications.
【CFRTP Molding Methods】
Typical CFRTP molding processes include hot press molding and cold press molding.
・Hot press: The mold is heated during forming. This method supports various intermediate materials and facilitates high surface quality.
・Cold press: The material is preheated in a separate process and formed in a cooled mold. It offers shorter cycle times and can handle deeper shapes.
Selecting the appropriate method according to appearance requirements, geometry, and takt time is important.
【Supported Materials and Intermediate Materials】
Supported resins include PP, PA6, PEEK, and bio-based resins such as PLA and PA11. Intermediate materials—prepreg, nonwoven fabric, chopped fiber, and UD tape—enable optimized selection based on application and cost, supporting designs that balance rigidity, appearance, and cost.
【Equipment and Prototyping】
A 200-ton press supports molding up to ~400 °C, with molds up to 1200 × 1500 mm and products up to ~500 × 500 mm. Prototyping uses an A4 flat mold to verify conditions for 0.5–5.0 mm thickness. Secondary machining is handled through partner companies.
【Application Examples】
CFRTP enables both lightweight performance and high structural stiffness, supporting applications such as:
・Drone propellers: Achieving thin-wall lightweight structures while maintaining stiffness
・Bicycle components: Realizing lightweight yet durable structures
・Leisure equipment parts: Meeting both aesthetic and weight reduction requirements
These examples demonstrate how CFRTP is expected to serve as an alternative to conventional metals and CFRP.
【Development Process】
Development begins with flat plate molding to validate process parameters, followed by simple-shape trials to assess features such as ribs and draft. Final prototype molding of the actual geometry establishes optimized conditions. Secondary processing and assembly are verified with partner companies, reducing mass production risks.
【Summary】
Composites combine multiple materials to achieve enhanced performance beyond single materials. CFRTP offers lightweight, high stiffness, good moldability, and recyclability, making it suitable for advanced applications. Kawamura Kikai supports material selection, prototyping, and mass production, with partner-based secondary processing, enabling efficient development from early design stages.
【Contact Information】
Kawamura Kikai Co., Ltd.
Head Office: 2-4 Shimizu-cho, Itabashi-ku, Tokyo 【Composite Division】
Hanazono Factory: 10 Kitane, Fukaya-shi, Saitama 【Metal Press Division】
Website: https://www.kawamura-kikai.co.jp
Inquiry / Quotation: https://www.kawamura-kikai.co.jp/contact/
Please mention that you saw us on “Emidas” when making your inquiry.
Thermoplastic resins are materials that soften when heated and solidify when cooled. Because they soften again upon reheating, they allow for re-molding and recycling. CFRTP (Carbon Fiber Reinforced Thermoplastics) uses thermoplastic resin as its matrix, enabling both moldability and sustainability in a single composite material.
Below is an overview of suitable thermoplastic resins for CFRTP, molding conditions, and the support range of Kawamura Kikai Co., Ltd.
【Representative Thermoplastic Resins】
・PP (Polypropylene): Specific gravity approx. 0.9, lightweight. Excellent balance of cost and performance.
・PA6, PA66 (Polyamide): High wear resistance and strong mechanical properties.
・PC (Polycarbonate): Excellent transparency and surface appearance quality.
・PEEK, LM-PAEK: High heat-resistant resins. Suitable for environments exceeding 200°C.
・m-PPE: Suitable for applications requiring dimensional stability and insulation properties.
・PLA, PA11: Plant-derived bio-resins. Suitable for environmentally conscious products.
【Selection Examples by Application】
・For high-temperature components: Super engineering plastics such as PEEK and PA9T
・For appearance-focused components: PC or high-appearance-grade thermoplastics
・For weight reduction priority: PP
・For environmentally friendly products: Plant-derived resins such as PLA and PA11
【Molding Conditions and Equipment】
Because thermoplastic resins differ in melting point and glass transition temperature, heating and cooling conditions must be optimized for each material.
Kawamura Kikai Co., Ltd. operates presses with a maximum capacity of 200 tons and supports molding temperatures up to approximately 400°C. The maximum mold size is approximately 1200 × 1500mm, and product sizes up to around 500 × 500mm are supported. Prepreg materials with thicknesses of 2–3mm can be handled, and A4-sized molds are used for prototyping. Secondary processing is not performed in-house, but machining and assembly are supported through partner companies.
【Prototyping and Evaluation Flow】
In the initial stage, flat plate prototypes are produced to establish molding conditions and evaluate formability and appearance. Next, simple geometries are tested to confirm the feasibility of features such as draft angles and ribs. Finally, molding trials are conducted using actual product shapes. This staged approach enables efficient selection of appropriate resins and processing conditions according to application requirements.
【Summary】
Thermoplastic resins are a key material in CFRTP molding. By selecting the appropriate resin based on application and performance requirements and optimizing molding conditions, both lightweight performance and environmental compatibility can be achieved.
Kawamura Kikai Co., Ltd. supports a wide range of resins and intermediate materials, providing development assistance from prototyping and evaluation to coordinated secondary processing with partner companies.
【Contact Information】
Kawamura Kikai Co., Ltd.
Head Office: 2-4 Shimizu-cho, Itabashi-ku, Tokyo 【Composite Division】
Hanazono Factory: 10 Kitane, Fukaya-shi, Saitama 【Metal Press Division】
Website: https://www.kawamura-kikai.co.jp
Inquiry / Quotation: https://www.kawamura-kikai.co.jp/contact/
Please mention that you saw us on “Emidas” when making your inquiry.
The molding performance and cost of CFRTP (Carbon Fiber Reinforced Thermoplastics) vary significantly depending on the selection of intermediate materials. Intermediate materials are semi-finished materials combining carbon fiber and resin, and they directly affect moldability, surface appearance, and mechanical properties.
Kawamura Kikai Co., Ltd. supports a wide range of intermediate materials and proposes optimal selections based on application requirements and cost targets.
Below is an overview of intermediate material types, characteristics, and equipment capabilities.
【Representative Types of Intermediate Materials】
・UD tape: A tape-shaped material with fibers aligned in one direction. Enables strength design in the tensile direction.
・Chopped material: Flake- or mat-shaped material using short fibers. Easily conforms to complex geometries.
・Nonwoven fabric: Fibers randomly oriented. Provides balanced strength in all directions.
・Commingled yarn: Hybrid yarn mixing carbon fiber and resin fiber. Excellent moldability.
・Semi-preg: Partially resin-impregnated material. Easier to balance performance and cost.
・Prepreg: Fully and uniformly resin-impregnated high-performance material. Excellent surface quality and mechanical properties.
【Cost Considerations】
Costs vary depending on the type of intermediate material. UD tape and nonwoven fabrics are relatively cost-effective and suitable for mass production. Prepreg and chopped sheet materials generally fall into a higher cost range. Selecting the appropriate material based on required performance and budget is essential.
【Compatibility with Processing Methods】
Kawamura Kikai Co., Ltd. supports both hot press and cold press molding methods.
Hot press molding accommodates a wide variety of intermediate materials and is suitable for parts requiring high surface quality or sufficient resin impregnation.
Cold press molding enables high-speed forming of preheated materials and is suitable for deeper geometries.
The optimal process is selected according to product shape and appearance requirements.
【Application Examples】
・Thin rib components requiring high strength: Orientation design using UD tape
・Three-dimensional complex shapes or deep drawing: Nonwoven fabrics or chopped materials
・Appearance-focused components: Prepreg
・Cost-priority mass production parts: Combination of nonwoven fabric and UD tape
【Equipment Capabilities】
The facility is equipped with presses up to 200 tons and supports molding temperatures up to approximately 400°C. The maximum mold size is 1200 × 1500mm, and products up to approximately 500 × 500mm can be molded.
During the prototyping stage, A4-sized flat plate molds are used for efficient material comparison and condition verification. While machining and assembly are not handled in-house, collaboration with partner companies enables secondary processing support.
【Summary】
CFRTP intermediate materials are a critical factor influencing both performance and cost. By selecting the appropriate material and molding method based on application requirements, it is possible to optimize weight reduction, rigidity, surface quality, and cost.
A step-by-step approach—from prototyping to mass production—ensures efficient and reliable product development.
【Contact Information】
Kawamura Kikai Co., Ltd.
Head Office: 2-4 Shimizu-cho, Itabashi-ku, Tokyo 【Composite Division】
Hanazono Factory: 10 Kitane, Fukaya-shi, Saitama 【Metal Press Division】
Website: https://www.kawamura-kikai.co.jp
Inquiry / Quotation: https://www.kawamura-kikai.co.jp/contact/
Please mention that you saw us on “Emidas” when making your inquiry.
In the development of transportation equipment and drone components, achieving both weight reduction and high rigidity is always a critical challenge. Molding that combines CFRTP (Carbon Fiber Reinforced Thermoplastic) with foam materials is gaining attention as an effective solution. Kawamura Kikai Co., Ltd. is working on CFRTP molding using foam cores to develop lightweight yet highly rigid components.
【Concept of Foam Molding】
In this method, a foam material is used as the core, and CFRTP is laminated on the upper and lower sides before press molding. The key challenge is achieving stable bonding without crushing the foam core. By optimizing the combination of foam types and resin properties, as well as setting appropriate heating, pressurization, and cooling conditions, highly reproducible molding has been achieved.
【Weight Reduction Effect】
In prototype testing, combining foam with CFRTP molding resulted in approximately 30% weight reduction compared to solid CFRTP molded products. This is an effective way to reduce weight while maintaining component rigidity, making it particularly suitable for drone parts where payload capacity and energy efficiency are critical.
【Prototype Example: Drone Blade】
In a prototype targeting a 255mm-class blade shape, molding was successfully completed while retaining the foam core. Fiber orientation was aligned with the stress direction of the blade to ensure torsional rigidity. The finished product was refined through trimming and hole drilling, and dimensional accuracy was verified using a 3D coordinate measuring machine.
【Prospects for Mass Production】
Applying foam molding to drone components is expected to extend flight time and improve flight stability. By further optimizing molding conditions and material selection, development aimed at mass production is feasible. For mass production, considerations such as stable foam supply and optimized cooling conditions are also being addressed.
【Equipment and Capabilities】
The facility is equipped with presses up to 200t and supports molding temperatures up to approximately 400°C. Mold sizes up to approximately 1200×1500mm and product sizes up to approximately 500×500mm can be accommodated. Condition setting and comparative testing using A4-size flat plate molds are also available. Inspection is conducted using 3D coordinate measuring machines and image dimension measuring systems to ensure molding quality. Secondary processing is not handled in-house; however, collaboration with partner companies enables machining and assembly support.
【Summary】
The combination of foam molding and CFRTP is a technology that achieves both lightweight construction and high rigidity. It holds significant potential, particularly in fields such as drones where weight reduction and durability are essential. Kawamura Kikai Co., Ltd. provides an integrated development system from prototyping and evaluation to mass production planning in cooperation with partner companies.
【Contact Information】
Kawamura Kikai Co., Ltd.
Head Office: 2-4 Shimizu-cho, Itabashi-ku, Tokyo 【Composite Division】
Hanazono Factory: 10 Kitane, Fukaya-shi, Saitama 【Metal Press Division】
Website: https://www.kawamura-kikai.co.jp
Inquiry / Quotation: https://www.kawamura-kikai.co.jp/contact/
Please mention that you saw us on “Emidas” when making your inquiry.
Interest in natural fiber composites is increasing as manufacturers pursue sustainable production. Compared with carbon or glass fibers, natural fibers are bio-based and can contribute to carbon neutrality depending on material selection.
Kawamura Kikai Co., Ltd. is developing composites that combine CFRTP with natural fibers such as cacao husk, flax/hemp, and coconut fiber. Prototyping and evaluation are being conducted to explore the potential of natural fiber composites and their applications.
【Significance of Utilizing Natural Fibers】
Natural fibers are lightweight, provide moderate stiffness, and support environmentally conscious design. Although less rigid than carbon fiber, adequate performance can be achieved through optimized structural design and resin selection. Their natural texture and color also offer advantages for aesthetic-oriented applications.
【Material and Resin Combinations】
Through collaboration with industrial technology support institutions, prepregs impregnated with resin and natural fibers have been successfully developed.
Target materials include:
・Cacao husk: Fiber derived from food waste. Suitable for design applications due to its unique appearance.
・Flax (Flax/Hemp): Used in woven form. Bending rigidity can be enhanced when combined with rib structures.
・Coconut fiber: Currently under condition exploration due to variability in fiber length and moisture content.
As matrix resins, bio-based PA11 and hemicellulose-based materials are selected to promote effective use of biomass resources.
【Molding Methods and Evaluation】
Both hot press and cold press processes are evaluated. Hot press improves impregnation and surface quality, while cold press enables shorter cycle times and deeper geometries. Prototyping uses an A4 flat mold to test 0.5–5.0 mm thickness. Mechanical properties are assessed mainly by tensile and flexural tests, quantifying the effects of fiber orientation and resin type.
【Path Toward Practical Application】
Natural fiber composites are expected to serve as new materials that combine aesthetic value with environmental performance. They are particularly suitable for lightweight panels and exterior components where both performance and visual differentiation are important. Through collaboration with partner institutions and companies, development progresses step by step from flat prototypes to actual product geometries, with future mass production in view.
【Equipment and System】
Press equipment supports capacities up to 200t and molding temperatures up to approximately 400°C. Mold sizes are approximately 1200×1500mm, with product sizes up to approximately 500×500mm. Inspection is conducted using 3D coordinate measuring machines and image dimension measuring systems to verify dimensional accuracy and surface quality. Secondary processing is not handled in-house; however, machining, drilling, and assembly processes can be supported in cooperation with partner companies.
【Summary】
CFRTP combined with natural fibers holds significant potential for environmentally conscious product development. By integrating materials such as cacao husk, flax/hemp, and coconut fiber with bio-based resins, sustainable and differentiated composites can be realized. Further verification and evaluation are expected to expand applications that balance aesthetic appeal and structural performance.
【Contact Information】
Kawamura Kikai Co., Ltd.
Head Office: 2-4 Shimizu-cho, Itabashi-ku, Tokyo 【Composite Division】
Hanazono Factory: 10 Kitane, Fukaya-shi, Saitama 【Metal Press Division】
Website: https://www.kawamura-kikai.co.jp
Inquiry / Quotation: https://www.kawamura-kikai.co.jp/contact/
Please mention that you saw us on “Emidas” when making your inquiry.
CFRTP (Carbon Fiber Reinforced Thermoplastic) is widely recognized as a next-generation composite material due to its high stiffness and lightweight properties. Its application in large-scale components provides significant value in transportation equipment, industrial machinery, and structural applications. However, stable manufacturing of large CFRTP parts requires advanced processing equipment and a robust quality assurance system.
Kawamura Kikai Co., Ltd. is equipped with facilities capable of molding components up to 500 × 500 mm and has established an integrated system from prototyping to evaluation. The following outlines the key features and support framework for large-component molding.
【Large-Scale Molding Equipment】
Kawamura Kikai Co., Ltd. operates press systems with a maximum clamping force of 200 tons and molding temperatures up to approximately 400 °C. The maximum mold size is 1200 × 1500 mm, enabling production of components up to approximately 500 × 500 mm. This capability supports both prototyping and mass production of not only small parts but also large panels and covers.
【Molding Materials and Intermediate Materials】
Supported resins include common thermoplastics such as PP, PA6, and PA66, as well as bio-based resins including PLA and PA11. Available intermediate materials include prepreg, nonwoven fabric, chopped fiber, and UD tape, enabling optimal material selection based on design requirements and cost considerations, even for large components. By optimizing resin systems and fiber orientation, high stiffness can be maintained while achieving weight reduction in large parts.
【Molding Conditions and Verification】
For large components, cooling behavior and pressure uniformity directly affect product quality. Kawamura Kikai Co., Ltd. utilizes both heat-and-cool molding and cold press processes, optimizing parameters according to part geometry, surface requirements, and production volume. Since cooling time varies with thickness and rib structures, precise condition control is essential. Process parameters—temperature, pressure, and cooling—are first validated using an A4-size flat plate mold, then applied to the final product geometry.
【Inspection and Quality Assurance】
Post-molding quality verification is conducted using both in-house inspection systems and external research institutions. This ensures dimensional accuracy and surface quality even for 500 mm-class large components. Inspection of internal defects, such as voids and resin accumulation, is a critical evaluation item for large parts. Although in-house machining and coating are not available, collaboration with partner companies enables secondary processing and final assembly, establishing a comprehensive quality assurance framework.
【Application Potential】
Large 500 mm-class CFRTP components can be applied to lightweight panels, covers, and structural parts. Replacing metal components—such as motor housings—with CFRTP reduces weight, contributing to improved fuel efficiency and operational efficiency. Furthermore, combining CFRTP with bio-based resins such as PLA and PA11 enables product differentiation as environmentally sustainable solutions.
【Summary】
Large-scale CFRTP component molding requires both high-capacity equipment and a robust quality assurance system. Kawamura Kikai is equipped with a 200-ton press, supports mold sizes up to 1200 × 1500 mm, and can produce 500 mm-class components. Through inspection capabilities and collaboration with partner companies and research institutions, the company ensures reliable development of large CFRTP parts, making it a strong partner for such projects.
【Contact Information】
Kawamura Kikai Co., Ltd.
Head Office: 2-4 Shimizu-cho, Itabashi-ku, Tokyo 【Composite Division】
Hanazono Factory: 10 Kitane, Fukaya-shi, Saitama 【Metal Press Division】
Website: https://www.kawamura-kikai.co.jp
Inquiry / Quotation: https://www.kawamura-kikai.co.jp/contact/
Please mention that you saw us on “Emidas” when making your inquiry.

CFRTP (Carbon Fiber Reinforced Thermoplastics) is gaining attention as a material that combines lightweight performance, moldability, and environmental compatibility. However, when introducing a new material into product development, establishing a step-by-step evaluation flow from the early stages is essential.
Kawamura Kikai Co., Ltd. has built an integrated evaluation system—from flat plate prototyping to actual-shape trials—creating an efficient pathway toward mass production. Below is an overview of the CFRTP evaluation process.
【Flat Plate Prototyping for Condition Setting】
At the initial development stage, A4-sized flat plates are molded, and test specimens are cut out for evaluation.
Plate thickness range: 0.5–5.0 mm
Variables tested: temperature, pressure, cooling conditions
Material combinations are examined, including:
Resins: PP, PA6, PEEK, PLA, PA11
Intermediate materials: prepreg, nonwoven fabric, chopped fiber, UD tape
Flat plate evaluation allows confirmation of:
Fiber orientation
Resin impregnation quality
Surface appearance
This stage establishes the baseline processing conditions for further development.
【Trials with Simple Geometries】
After flat plate validation, molding trials are conducted using simple molds incorporating features such as:
Drawn shapes
Ribs
Pierced or cut-out geometries
At this stage, engineers evaluate:
Material flow behavior
Strength variation due to fiber orientation
Feasibility of draft angles and rib height
Dimensional accuracy and appearance consistency
The insights gained here are critical before moving to full-scale product geometry.
【Actual Product Shape Trials and Final Evaluation】
In the final stage, molding trials are performed using molds that replicate the real component geometry.
Maximum mold size: 1200 × 1500 mm
Typical product size guideline: up to 500 × 500 mm
Here, molding conditions are finalized in preparation for mass production.
After molding, dimensional accuracy and appearance are verified using:
3D coordinate measuring machines
Image-based dimensional measurement systems
【Inspection and Secondary Processing】
Reliable quality assurance requires precise measurement and inspection.
In addition to in-house measurement systems, external research institutions are utilized when necessary to ensure highly reliable verification.
Although machining operations such as drilling or cutting are not performed in-house, collaboration with partner companies enables support for secondary processing and assembly. This integrated approach covers the full process from prototype to mass production.
【Advantages of a Step-by-Step Mass Production Transition】
By following a structured evaluation flow, risks during mass production launch can be minimized.
The process:
Establish baseline conditions with flat plate trials
Confirm feasibility with simple geometry trials
Finalize production parameters through actual-shape molding
This staged approach shortens development time and ensures stable product quality.
【Summary】
CFRTP can fully demonstrate its performance advantages when supported by a proper evaluation process.
Kawamura Kikai Co., Ltd. provides consistent support from flat plate prototyping and actual-shape trials to coordinated secondary processing with partner companies—all with mass production in mind.
For companies seeking efficient product development using advanced composite materials, partnering with an organization that offers a reliable evaluation system is essential.
【Contact Information】
Kawamura Kikai Co., Ltd.
Head Office: 2-4 Shimizu-cho, Itabashi-ku, Tokyo 【Composite Division】
Hanazono Factory: 10 Kitane, Fukaya-shi, Saitama 【Metal Press Division】
Website: https://www.kawamura-kikai.co.jp
Inquiry / Quotation: https://www.kawamura-kikai.co.jp/contact/
Please mention that you saw us on “Emidas” when making your inquiry.

Achieving both lightweight performance and high rigidity is a critical challenge in transportation equipment and precision component development. CFRTP (Carbon Fiber Reinforced Thermoplastics) enables fiber-orientation-based design, making it possible to secure sufficient stiffness even in thin-wall components.
By incorporating rib structures, the balance between strength and weight reduction can be further optimized.
In many conventional cases, ribs in CFRTP parts are formed using resin only. However, Kawamura Kikai Co., Ltd. forms ribs directly within the mold, allowing fibers to be integrated into the rib structure. This fiber-involved rib formation significantly enhances strength.
【Potential of Thin-Wall Molding】
CFRTP softens when heated and solidifies upon cooling, enabling re-forming through reheating even after initial molding. This property contributes to recyclability and reuse.
Thin-wall molding is achievable, and by optimizing fiber orientation:
Strength can be maintained
Weight can be reduced
Structural efficiency can be improved
【The Role of Rib Structures】
Ribs serve as reinforcement structures that increase the overall rigidity of a component.
In CFRTP parts, combining rib structures with fiber orientation design allows stress to be directed toward required load-bearing directions. This makes it possible to:
Improve stiffness without significantly increasing thickness
Reduce overall weight
Enhance mechanical performance in targeted areas
When ribs are molded with embedded fibers rather than resin alone, higher structural performance can be achieved.
【Equipment and Molding Conditions】
Kawamura Kikai Co., Ltd. is equipped with:
A press machine with a maximum capacity of 200 tons
Molding temperatures up to approximately 400°C
Maximum mold size of 1200 × 1500 mm
Typical product size guideline of up to 500 × 500 mm
These capabilities enable precise thin-wall and rib-integrated composite molding.
【Quality Verification and Evaluation System】
After molding, dimensional accuracy is verified using:
3D coordinate measuring machines
Image-based dimensional measurement systems
In addition, CAE analysis conducted in collaboration with external research institutions is used to simulate:
Rib height
Draft angles
Moldability and material flow behavior
Simulation results are compared with actual production trials to ensure reliability. Secondary processing is handled in cooperation with partner companies, enabling support through to final assembly.
【Summary】
CFRTP thin-wall rib molding is a technology that simultaneously achieves lightweight performance and structural rigidity.
From design-stage consultation to prototype development, Kawamura Kikai Co., Ltd. supports engineers facing challenges in thin-wall structures and rib design.
For developers seeking optimized lightweight solutions with high stiffness, this approach represents a highly effective option.
【Contact Information】
Kawamura Kikai Co., Ltd.
Head Office: 2-4 Shimizu-cho, Itabashi-ku, Tokyo 【Composite Division】
Hanazono Factory: 10 Kitane, Fukaya-shi, Saitama 【Metal Press Division】
Website: https://www.kawamura-kikai.co.jp
Inquiry / Quotation: https://www.kawamura-kikai.co.jp/contact/
Please mention that you saw us on “Emidas” when making your inquiry.
As industries shift toward environmentally conscious manufacturing, combining CFRTP (Carbon Fiber Reinforced Thermoplastics) with bio-based resins offers a new pathway for sustainable product development.
Kawamura Kikai Co., Ltd. is advancing CFRTP molding using plant-derived resins such as PLA, PA11, and hemicellulose—achieving both environmental responsibility and functional performance. Below is an overview of the materials and production capabilities.
【Types and Characteristics of Bio-Based Resins】
PLA (Polylactic Acid)
A bioplastic derived from corn and other biomass sources. It offers good moldability and is suitable for environmentally conscious applications.
PA11 (Polyamide 11)
A resin derived from castor oil. It provides durability and flexibility, making it applicable for industrial components.
Hemicellulose
A polysaccharide component of plant cell walls that works alongside cellulose to support plant structure. It is attracting attention for broader material applications.
By incorporating these bio-based resins into CFRTP, manufacturers can contribute to carbon neutrality compared to conventional petroleum-based resin systems.
【Equipment and Molding Capabilities】
Maximum press capacity: 200 tons
Maximum molding temperature: Approx. 400°C
Maximum mold size: 1200 × 1500 mm
Typical product size guideline: Up to 500 × 500 mm
Prototype evaluations are conducted using flat plate molds (approximately A4 size) to compare material characteristics and assess performance differences among bio-based resins.
【Environmental Initiatives】
Beyond simply using plant-derived resins, efforts include:
Crushing and reusing used materials
Re-forming scrap and offcuts
These initiatives help reduce waste and promote circular manufacturing. Environmental considerations are incorporated from the product development stage.
【Evaluation and Inspection System】
After molding, dimensional accuracy can be verified using:
3D coordinate measuring machines
Image-based dimensional measurement systems
By comparing molding conditions and cooling profiles for each resin type, optimal processing parameters are established to stabilize quality.
Secondary processing is not handled in-house; however, through collaboration with partner companies, machining and assembly can be supported.
【Summary】
Combining bio-based resins with CFRTP enables both environmental responsibility and high performance in a single solution.
From prototyping and evaluation to coordinated secondary processing, Kawamura Kikai Co., Ltd. supports environmentally conscious product development.
For designers aiming to achieve sustainable and high-performance product solutions, this approach represents a powerful new option.
【Contact Information】
Kawamura Kikai Co., Ltd.
Head Office: 2-4 Shimizu-cho, Itabashi-ku, Tokyo 【Composite Division】
Hanazono Factory: 10 Kitane, Fukaya-shi, Saitama 【Metal Press Division】
Website: https://www.kawamura-kikai.co.jp
Inquiry / Quotation: https://www.kawamura-kikai.co.jp/contact/
Please mention that you saw us on “Emidas” when making your inquiry.
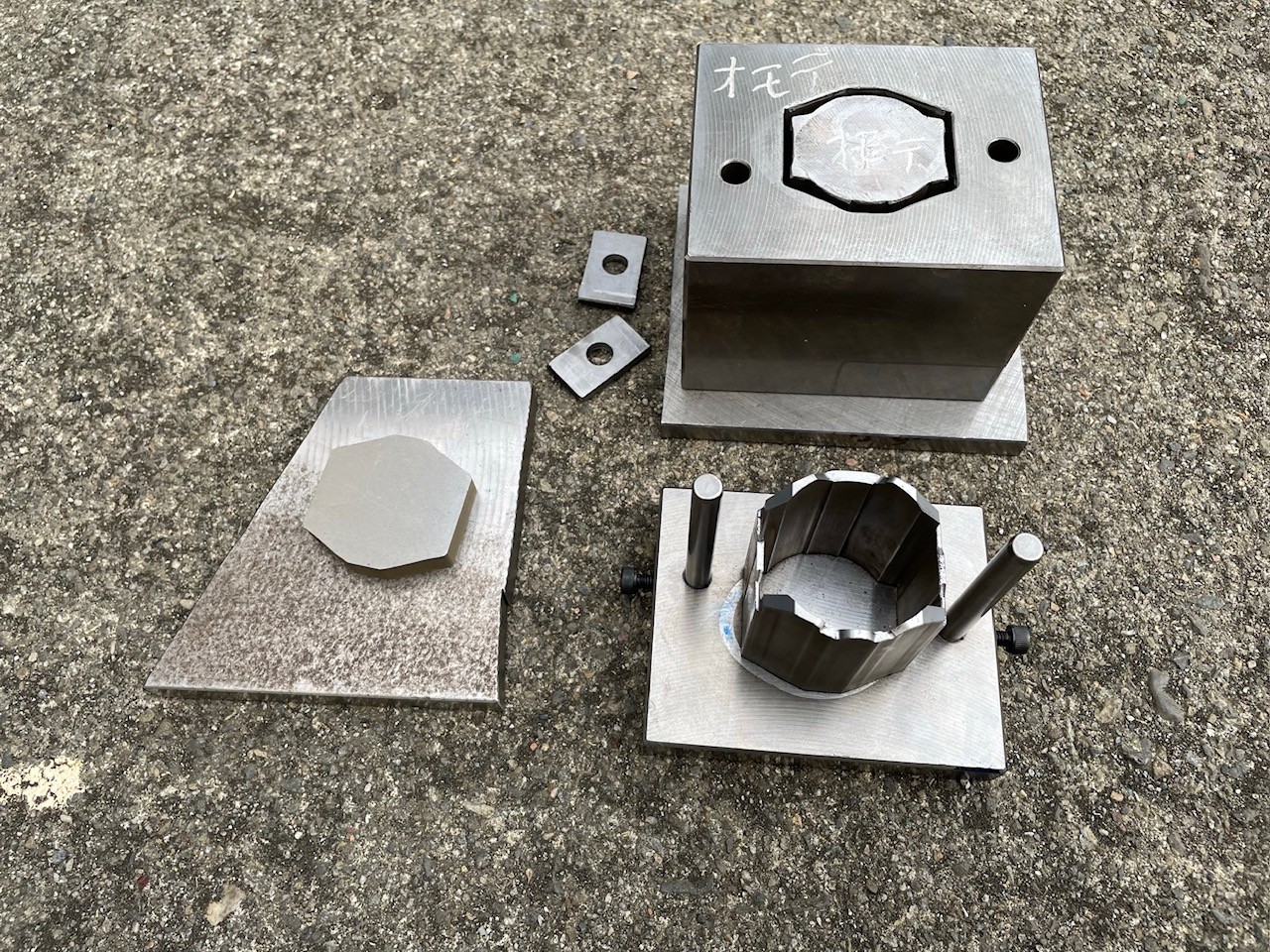
In composite molding, multiple layers such as prepregs or preforms are often stacked together. Depending on the material volume and thickness, materials may overflow or protrude from the mold. As a result, pressure distribution becomes uneven, and the intended shape may not be achieved.
An effective solution to these issues is the use of a preforming die in the molding process.
【What Is a Preforming Die?】
A preforming die is an intermediate mold used to compress and roughly shape materials before final molding.
When stacked materials cannot properly fit into the final mold in one step, they are first compressed in a preforming die to create an intermediate product (a preform shape). This intermediate product is then placed into the final mold for pressing.
By stabilizing material flow in advance, the final product achieves:
Improved shape accuracy
More uniform pressure distribution
Cleaner surface finishes
【Advantages of Using a Preforming Die】
Although it may seem like adding an extra step, introducing a preforming die offers significant benefits:
Reduced material loss
Prevention of uneven material distribution or overflow
Improved yield rate
More stable product quality
Optimized laminate structure
Enhanced strength and dimensional accuracy
In many cases, even with an additional process, overall production efficiency and cost performance improve.
【Application to Chopped Fiber Molding】
Preforming dies are also effective when molding chopped fiber materials.
Chopped fiber materials consist of short fibers randomly mixed together and are suitable for complex shapes and small components. However, directly loading chopped fibers into the final mold can lead to:
Fiber distribution unevenness
Complicated and time-consuming manual work
Instead, chopped fibers can first be compressed and shaped into a billet (intermediate product) using a preforming die. The billet is then placed into the final mold for molding.
Compared to manually placing chopped material into fine areas with tools such as tweezers, using intermediate billets offers:
Faster processing
Higher repeatability
Improved product uniformity
Especially in mass production, combining billet preforming with final molding helps establish a stable production cycle and significantly enhances productivity.
【Cost Benefits】
Manufacturing a preforming die or billet mold requires initial investment in time and cost. However, over the long term, the reduction in material waste and process inefficiencies often results in greater cost savings.
This is particularly valuable when working with expensive composite materials. Minimizing waste has substantial economic benefits. In addition, improved product consistency reduces inspection and rework costs.
Overall, this approach enables:
Lower total production costs
Higher product quality
Greater process stability
【Summary】
Introducing a preforming die is not merely an additional process step—it is a strategic improvement that enhances molding quality, material yield, and productivity.
It is especially effective for:
Complex-shaped components
Chopped fiber molding
Applications where material flow and filling are challenging
Although it involves initial setup costs, it is increasingly recognized as a technology that balances long-term cost efficiency with high-quality manufacturing.
For operations seeking greater molding stability and improved quality, incorporating a preforming die into the process design is a highly effective option.
【Contact Information】
Kawamura Kikai Co., Ltd.
Head Office: 2-4 Shimizu-cho, Itabashi-ku, Tokyo 【Composite Division】
Hanazono Factory: 10 Kitane, Fukaya-shi, Saitama 【Metal Press Division】
Website: https://www.kawamura-kikai.co.jp
Inquiry / Quotation: https://www.kawamura-kikai.co.jp/contact/
Please mention that you saw us on “Emidas” when making your inquiry.
Pipe manufacturing using CFRTP (Carbon Fiber Reinforced Thermoplastics) is gaining attention as a method that combines lightweight properties, high strength, and excellent mass productivity.
The method introduced here utilizes a braided CFRTP preform, combining press molding and air injection to efficiently form pipe shapes. Compared with conventional CFRP pipe manufacturing, this process significantly reduces production time and offers cost advantages.
【Overview of CFRTP Pipe Molding】
Because CFRTP uses a thermoplastic resin matrix, it can be repeatedly softened by heating and hardened by cooling. This characteristic enables fast processing with a press machine.
In this method, a braided CFRTP preform is used. The process begins by wrapping the braided preform around a tube-shaped base material.
Thanks to the flexibility and fiber orientation freedom unique to braided structures:
Strength can be adjusted by controlling winding angles
Uniform pipe structures can be formed
Required rigidity can be secured efficiently
【Molding Process Flow】
The process consists of four main steps:
1. Wrapping the Braided CFRTP Preform
The flexible braided preform is carefully wrapped around a base tube.
By adjusting the fiber orientation during wrapping, the rigidity and strength direction of the pipe can be optimized.
2. Press Molding in a Heated Die
The wrapped assembly is placed in a mold shaped to the desired pipe geometry and hot-pressed.
As the thermoplastic resin softens:
Fibers conform tightly to the mold surface
The outer shape is precisely defined
3. Air Injection
After press forming, air is injected into the interior of the pipe.
This internal pressure:
Stabilizes the inner diameter
Ensures uniform wall thickness
Improves overall rigidity and dimensional accuracy
4. Cooling and Solidification
While still set in the mold, the component is cooled.
As the thermoplastic resin solidifies:
Final strength is established
Shape accuracy is fixed
A lightweight, high-rigidity CFRTP pipe is completed
【Comparison with Conventional Methods】
Carbon fiber pipes are commonly produced using CFRP (Carbon Fiber Reinforced Thermosetting Plastics).
In conventional manufacturing:
Prepreg is wrapped around a mandrel
The assembly is cured in an autoclave
While this method produces high-quality pipes, it requires long heating and curing times, limiting productivity.
In contrast, CFRTP pipe molding:
Utilizes thermoplastic resin properties
Enables short cycle times
Allows rapid press-based processing
Supports continuous production for standardized sizes
Higher productivity directly contributes to cost reduction.
【Application Potential of CFRTP Pipes】
CFRTP pipes offer:
Lightweight construction
High impact resistance
Fast manufacturing speed
Potential applications include:
Mechanical components
Sporting goods
Transportation equipment requiring weight reduction
The braided preform structure allows more flexible fiber orientation design than traditional CFRP pipes, enabling performance customization according to specific application needs.
【Summary】
By combining braided CFRTP preforms, press molding, and air injection, this manufacturing method enables the production of lightweight and high-strength pipes in a short time.
Compared with conventional autoclave molding:
Production efficiency is significantly improved
Manufacturing costs can be reduced
Rapid prototyping and small-lot production are feasible
Although size limitations exist, this process is highly effective for components within a practical dimensional range.
If you are exploring lightweight, high-strength, and cost-efficient pipe solutions, CFRTP pipe molding presents a strong alternative worth considering.
【Contact Information】
Kawamura Kikai Co., Ltd.
Head Office: 2-4 Shimizu-cho, Itabashi-ku, Tokyo 【Composite Division】
Hanazono Factory: 10 Kitane, Fukaya-shi, Saitama 【Metal Press Division】
Website: https://www.kawamura-kikai.co.jp
Inquiry / Quotation: https://www.kawamura-kikai.co.jp/contact/
Please mention that you saw us on “Emidas” when making your inquiry.

Kawamura Kikai Co., Ltd. will be exhibiting at SAMPE JAPAN, held from December 3 (Wed) to December 5 (Fri), 2025, at Tokyo Big Sight.
At our booth, visitors will be able to see prototype composite products centered on CFRTP (Carbon Fiber Reinforced Thermoplastics), as well as metal press processing samples.
As the exhibition focuses on “advanced materials,” attendees can also explore groundbreaking recycling technologies, innovative new materials, and a wide range of processing technologies across the venue—offering valuable insights and business opportunities.
【Highlights of Our Booth】
Prototype displays of lightweight, high-rigidity composite products using CFRTP
Introduction of metal press processing case studies
Consultation on support systems from prototyping to mass production launch
【Exhibition Overview】
Exhibition Name: SAMPE JAPAN
Dates: December 3 (Wed) – December 5 (Fri), 2025
Venue: Tokyo Big Sight
Booth Number: S-49
(Inside the joint booth of CHC – Composite Highway Consortium)
【Concurrent Exhibitions】
The following exhibitions will be held simultaneously:
High Precision & Difficult-to-Machine Technology Exhibition
Surface Modification Exhibition
Cleaning Comprehensive Exhibition
VACUUM Exhibition
Smart Factory Japan
International Robot Exhibition
These events provide a comprehensive look at the latest information in manufacturing and production technologies.
We believe there will be areas that align with your business interests.
Please feel free to stop by our booth—we look forward to welcoming you.
【Free Admission with Advance Registration】
Admission is free with advance registration.
For details, please visit:
https://autumnfair.nikkan.co.jp/
【Contact Information】
Kawamura Kikai Co., Ltd.
Head Office: 2-4 Shimizu-cho, Itabashi-ku, Tokyo (Composite Division)
Hanazono Factory: 10 Kitane, Fukaya City, Saitama (Metal Press Division)
Website: https://www.kawamura-kikai.co.jp
Contact Form: https://www.kawamura-kikai.co.jp/contact/
Please mention “Emidas” when making an inquiry.

【Background of the Exhibition】
Kawamura Kikai Co., Ltd. exhibited at SAMPE JAPAN, held at Tokyo Big Sight.
This exhibition focuses on advanced materials and brings together composite materials, new materials, processing technologies, and environmentally conscious solutions. During the event, the booth attracted strong interest from professionals in design, development, manufacturing technology, and research fields.
【CFRTP Molding Technology That Drew Attention】
At the booth, prototype composite products made from carbon fiber reinforced thermoplastics (CFRTP) were showcased.
CFRTP has gained attention for:
Combining lightweight properties with high rigidity
Allowing reheating and re-forming
Enabling recyclability
Its ability to balance environmental considerations with mass production potential was highly evaluated. Many visitors approached the booth with concrete application ideas in mind.
【Demonstrating Practicality Through Prototypes】
Rather than presenting CFRTP merely as a material sample, the exhibit featured prototypes shaped to resemble actual end-use products.
This approach helped spark discussions about:
Design-stage challenges
Replacing metal components
Mechanical strength and surface appearance
By presenting CFRTP molding as a technology suitable for both prototyping and mass production, visitors were able to recognize it as a realistic and practical option.
【Interest in Molding Methods and Material Selection】
Explanations were also provided regarding the differences between hot press and cold press molding methods, as well as material selection strategies based on application requirements.
Visitors showed particular interest in how resin systems and intermediate materials can be selected according to:
Heat resistance
Appearance requirements
Cost considerations
Weight reduction goals
There was strong demand for consultation beginning from the early design stage.
【Comparison with Metal Press Processing】
Drawing on many years of experience in metal press processing, the company also discussed how to differentiate between metal components and CFRTP molded parts, especially in lightweighting projects.
Clear explanations of the advantages and considerations compared to metal processing helped visitors view CFRTP molding as a viable alternative during the conceptual planning phase.
【Insights Gained from the Exhibition】
Through participation in SAMPE JAPAN, it became clear that CFRTP molding technology is transitioning from the research stage to practical and mass-production consideration.
Amid growing societal demands for lightweight solutions and environmental responsibility, consultations directly connected to real product development are steadily increasing.
【Future Initiatives】
Based on feedback and challenges identified during the exhibition, the company plans to:
Propose prototypes closer to final product specifications
Develop application-specific molding technology proposals
Strengthen technical support from material selection to prototyping and mass production launch
By providing practical, field-oriented engineering support, the company will continue advancing the real-world implementation of CFRTP molding technology.
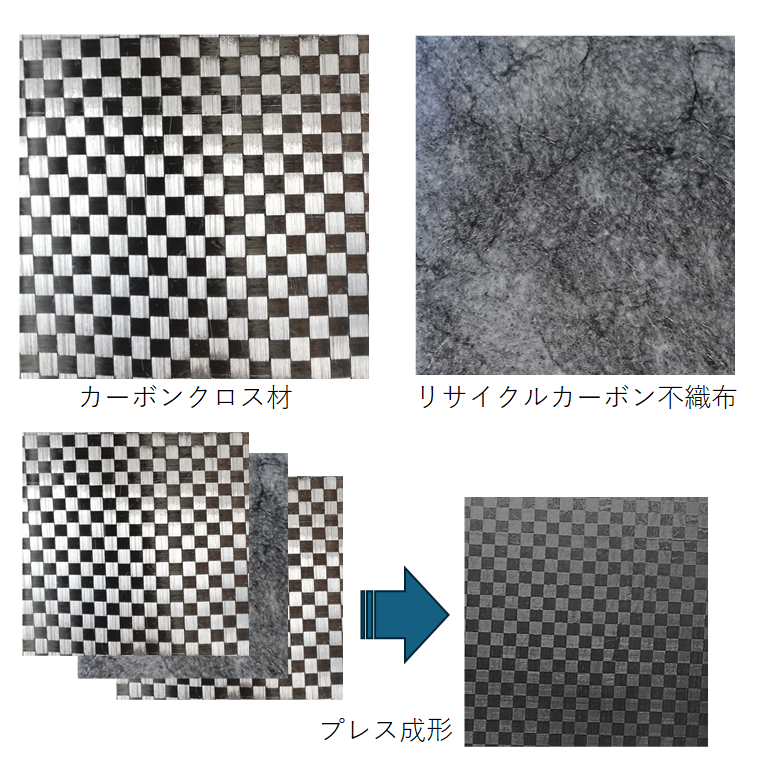
Improving Design Appeal and Mechanical Performance
As awareness of the circular economy continues to grow, interest in recycled carbon materials and related molding technologies is rapidly increasing in the field of carbon fiber composites. Reusing carbon fibers—many of which were previously discarded—not only reduces environmental impact but also creates new product value across various industries.
Recycled carbon fibers are often processed into nonwoven intermediate materials due to their fiber length and material characteristics. Nonwoven fabrics offer flexible fiber orientation and stable supply quality, making them highly compatible with press molding. By stacking the required number of nonwoven sheets and applying heat and pressure, they can be molded into boards or shaped components.
When Appearance Is Not the Priority
For applications where surface appearance is not critical, laminating only nonwoven material and press molding it offers a simple material structure and cost advantages.
However, molded products derived solely from nonwoven carbon typically exhibit a matte black surface characteristic of carbon fibers. While uniform in appearance, they may not be ideal for applications requiring decorative appeal or a premium finish.
Balancing Aesthetics and Strength
An effective solution for achieving both design quality and mechanical performance is a sandwich structure, where nonwoven material is layered between woven carbon cloth materials.
By placing woven fabric made from the same matrix resin on the outer surfaces:
The exterior gains the aesthetic texture of woven carbon fabric.
The interior benefits from the quasi-isotropic reinforcement effect of the nonwoven layer.
This configuration improves not only surface appearance but also bending stiffness and durability.
Example: PA6-Based Recycled Carbon Composite
In one case, a board was molded using:
A core material of recycled carbon nonwoven fabric with PA6 resin as the matrix
Carbon woven cloth using the same PA6 resin placed on both outer surfaces
Using the same resin system throughout enhances interlayer compatibility and provides excellent integration after molding. Even while utilizing recycled materials, this structure allows both appearance and performance to be achieved, depending on application requirements.
Expanding Design Possibilities with Recycled Carbon
Press molding with recycled carbon nonwoven fabric is a technology that balances environmental responsibility with product performance, expanding design options for composite applications.
By optimizing material configuration and laminate design according to performance requirements, this approach can be applied across a wide range of industries. Consulting from the prototyping and material evaluation stages enables the proposal of the most suitable molding methods and structures.
If you are considering molding with recycled carbon nonwoven materials or evaluating them during the prototyping stage, please feel free to contact us.
We support everything from process proposals tailored to your application to prototyping and mass production.
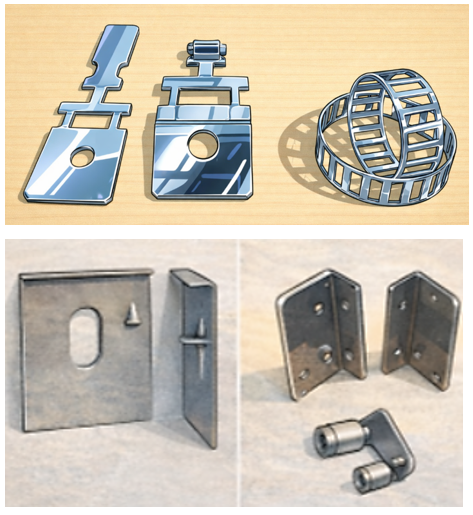
In metal press processing, what truly matters is precision, stable supply, and ease of consultation.
Not only drawing, bending, and blanking, but also whether you can entrust dies, welding, assembly, and surface treatment to one company makes a significant difference in both workload and quality.
“I'm not sure which supplier to choose.”
“Managing multiple processes separately is complicated.”
To reduce these concerns, one-stop production support is increasingly being chosen.
Common Challenges
Managing multiple vendors for different processes is complicated
Uncertainty about selecting the right processing method, leading to cost and quality concerns
Prototypes perform well, but quality becomes unstable in mass production
These issues often arise when processing and post-processing are outsourced
separately.
What Is Metal Press Processing?
Metal press processing is a manufacturing method in which sheet metal is shaped using dies and pressure.
By combining drawing, bending, and blanking operations, a wide range of component shapes can be produced.
It is highly suitable for mass production, enabling the stable supply of uniform-quality parts.
Advantages of One-Stop Production
In-house die design and manufacturing through press processing
Selection of optimal methods such as single-stage or transfer press according to product requirements
Integrated support for welding, caulking, assembly, and surface treatment
By entrusting even the post-processing steps, you can significantly reduce the workload related to ordering, coordination, and quality control.
Industries Served
Automotive and truck components
Railway-related parts
Decorative hardware and design components
Housing equipment and building materials
We support components requiring high precision and repeatability.
Benefits of Consolidating Your Orders
A single point of contact
Reduced variation in quality
Prevention of rework and delivery delays
Reliable transition from prototyping to mass production
Start with a Consultation
Even if your drawings are not yet finalized, that’s no problem.
We can assist from the stage of reviewing processing methods and organizing
production steps.
From prototype to mass production, we will work with you to determine the most
practical and efficient approach.
【Contact Information】
Kawamura Kikai Co., Ltd.
Head Office: 2-4 Shimizu-cho, Itabashi-ku, Tokyo 【Composite Division】
Hanazono Factory: 10 Kitane, Fukaya-shi, Saitama 【Metal Press Division】
Website: https://www.kawamura-kikai.co.jp
Inquiry / Quotation: https://www.kawamura-kikai.co.jp/contact/
Please mention that you saw us on “Emidas” when making your inquiry.
We also operate a Composite Division.
Composite Division URL: https://www.kawamura-kikai.co.jp/composite/
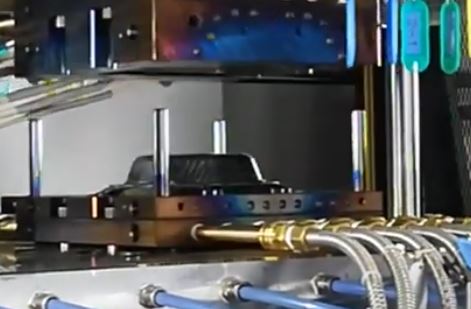
At Kawamura Kikai Co., Ltd. – Composite Division, we focus on the development and processing of advanced thermoplastic composite materials.
【CFRTP Molding Methods】
The two primary molding methods for CFRTP are hot press and cold press.
Hot Press: A method in which the die is heated during forming. It accommodates a wide range of intermediate materials and makes it easier to achieve high surface quality.
Cold Press: A method in which the material is preheated in a separate process and then formed in a cooled die. It offers shorter cycle times and is suitable for deeper shapes.
It is important to select the appropriate method depending on product appearance requirements, geometry, and takt time.
【Fundamentals of Press Forming and the Importance of Thermal Control】
Press forming is a processing method in which pressure is applied to deform a material into a specified shape. In composite molding, however, temperature control is critically important.
For thermoplastic composites, controlling flexibility during heating and solidification during cooling greatly affects product precision and mass production capability.
【Characteristics of Hot Press Molding】
Hot press molding is performed with heated dies. By heating the material, the resin melts and forms an integrated structure that bonds tightly with the reinforcing fibers.
Main features:
Suitable for molding prepreg and nonwoven materials
Capable of forming complex shapes such as foamed structures and variable wall thickness designs
Our facility enables heating control above 400°C, supporting high-performance resins such as PEEK
【Composite Molding Equipment】
Kawamura Kikai Co.,Ltd. is equipped with specialized facilities to support both hot press and cold press molding:
200-ton hot press machine (maximum die size: 1200 × 1500 mm)
Heaters compatible with PEEK
Heat & cool temperature control unit (exceeding 400°C)
【Hot Press Molding Process (Shown in the Video)】
The video demonstrates the hot press molding process:
The material is placed on the lower die, and the upper die descends.
After several minutes of cooling, the upper die rises.
The finished product can be touched immediately by hand.
Visitors are welcome to observe this process in person at the company’s head office.
Please contact us in advance to arrange your visit.
Contact Form:
https://www.kawamura-kikai.co.jp/contact/
Please mention that you saw us on “Emidas” when making your inquiry.
【Contact Information】
Kawamura Kikai Co., Ltd.
Head Office: 2-4 Shimizucho, Itabashi-ku, Tokyo – Composite processing
Hanazono Plant: 10 Kitane, Fukaya-shi, Saitama – Metal press processing
Website: https://www.kawamura-kikai.co.jp
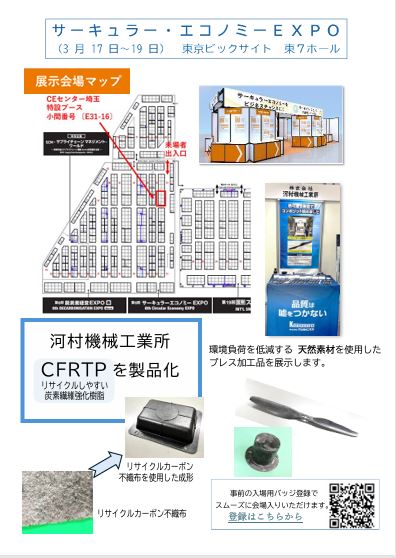
Kawamura Machinery Co., Ltd. will be exhibiting at the Circular Economy Expo, held at Tokyo Big Sight from March 17 to March 19, 2026.
At our booth, we will showcase press-formed products made from natural materials designed to reduce environmental impact. Visitors will also have the opportunity to explore composite products centered on carbon fiber reinforced thermoplastic (CFRTP), as well as metal press-formed components.
As this exhibition focuses on the theme of the “economy,” attendees will be able to discover cutting-edge recycling technologies, advanced materials, and a wide range of processing techniques beyond our booth. It offers a valuable opportunity to gain insights into the latest industry trends that may benefit your business.
Official website:
https://www.decarbonization-expo.jp/hub/ja-jp/about/ce.html
【Highlights of Our Booth】
・Prototype display of lightweight, high-rigidity composite products utilizing CFRTP, including recycled carbon nonwoven fabrics
・Introduction of metal press processing case studies
・Consultation on support systems from prototyping to mass production launch
【Event Overview】
・Exhibition Name: Circular Economy Expo
・Dates: March 17 (Tue) – March 19 (Thu), 2026
・Venue: Tokyo Big Sight, East Hall 7
・Booth Number: E31-16
CE Center Saitama Special Booth
We believe there will be aspects relevant to your business, and we sincerely invite you to visit our booth. We look forward to welcoming you.
For the exhibition floor map, please refer to the related page URL.
【Contact Information】
Kawamura Kikai Co., Ltd.
Head Office: 2-4 Shimizu-cho, Itabashi-ku, Tokyo 【Composite Division】
Hanazono Factory: 10 Kitane, Fukaya-shi, Saitama 【Metal Press Division】
Website: https://www.kawamura-kikai.co.jp
Inquiry / Quotation: https://www.kawamura-kikai.co.jp/contact/
Please mention that you saw us on “Emidas” when making your inquiry.

This is a dedicated press machine for thermoplastic resin-impregnated composites. Maximum clamping force 200T, maximum mold size 1500×1200mm, mold temperature up to 400℃.
As auxiliary equipment, there are a mid-infrared heater with a maximum temperature of 400℃ and heat & cool system.
We can support a wide range from prototyping to mass production.
The equipment is located in Itabashi-ku, Tokyo, and facility tours are available. Please come and visit us.


