Language: 日本語 | English
Language: 日本語 | English
【Crankshaft Quenching Machine】
When quenching pins and journals of crankshaft simultaneously, miniaturizing transformers (disk transformer) or quenching towards the same direction as turning pins allows formation of a quenching layer along a pin diameter.
“Power reduction method,” top and bottom uniformed quenching technique by reducing the output on the pin top for R-quenching, can minimize the possibility of distortion.
The above quenching technique can be in-line and for such case, we will gladly design to match the customer’s request.
Please feel free to contact us.
-464
【Ordered Equipment】Drive Shaft Induction Quenching Equipment
[Future]
①A single unit production 225 per an hour.
②Compared to a movable induction quenching machine, a single shot system is 40 ~ 50% energy savings.
③40% better diameter ratio of induction quenching depth, resulting in improved fatigue strength.
④Less than 1/1000 of max length bending and low distortion treatment is applicable.
IT

[Cutting Edge IH Hardening Technology]
Since our founding, Fuji Denshi has continued to develop cutting-edge
induction hardening technologies.
Today, as a leading company in precision hardening technology,
we provide state-of-the-art technologies for our customers' needs.
◆ IH Job Heat Treating
With our technological knowledge and speed, we provide quality processing
for even complicated and large-sized parts.
◆ IH Heat Treat Machine Manufacturing
We design and manufacture machines implemented with the most suitable
hardening method to meet our customer's specifications, reuqests, and
production environment.
~Hardening Induction Job Heat Treatment Machine~

The photo shows heating of a billet for a forging process.
In addition to induction hardening machines, Fuji Denshi also features
forging billet heaters, melting furnaces, brazing heating machines,
and other various induction heating machines.
Our forging billet heaters is designed for fast and accurate heating and control.

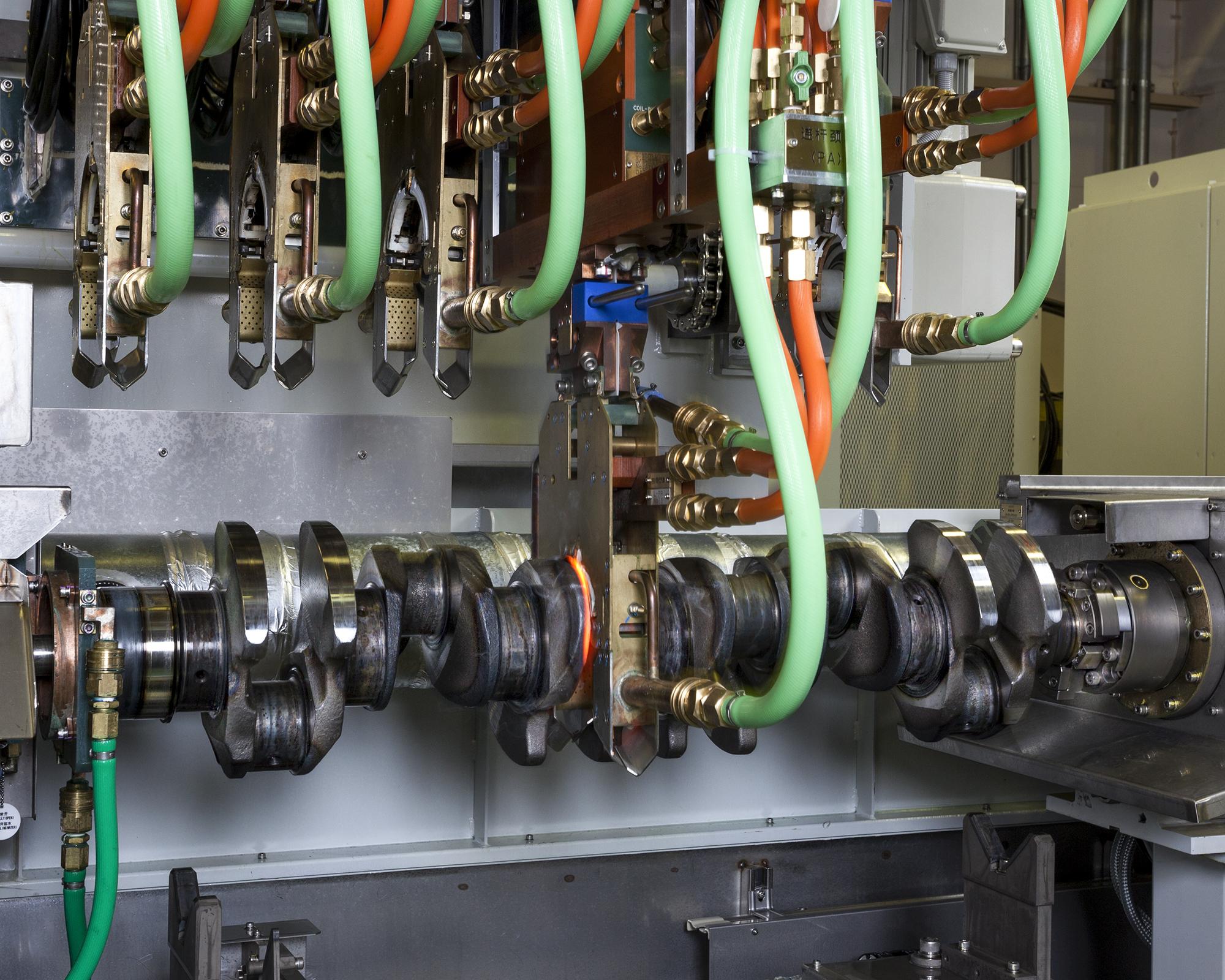
The photo shows our 1-cylinder engine crankshaft induction hardening machine.
The crankshaft is used in engines for agricultural and production machinery.
This machine is installed in an overseas engine plant.
The workpiece is transported from the previous process and hardened.
Loading and unloading is done manually, while door close → coil set →
hardening is automatic.
(In recent years robotics have been implemented for loading and unloading,
resulting in an increase in fully automatic machines.)
In the photo, in the front left is the hardening machine.
In the back right is the incoming panel and transistorized converter.
In the back left is the quenching water tank and air-cooled chiller.
Both pin and journal sections are hardened at the same station,
allowing for a compact machine design.
~Crankshaft Induction Hardening Agricultural Machinery Production Machinery
Engine Parts IH Heat Treat~
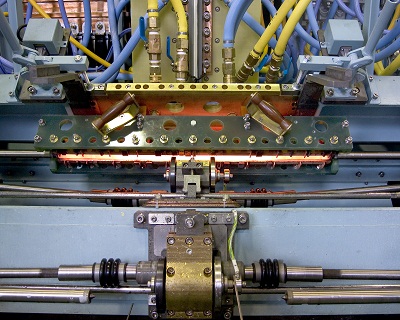
The photo shows the hardening and reheating stations in a automobile propeller
center bearing shaft induction hardening and reheating machine.
On the right with the green spray quenching jacket is the hardening station.
On the left in the brown box is the reheating station.
※At Fuji Denshi, we refer to tempering as reheating to differentiate from
furnace methods.
The hardening and reheating stations are divided and have separate converters
to achieve a cycle time of under 30 seconds.
This design achieves both compactness and high productivity.

We manufacture driveshaft induction hardening machines.
[Machine Features]
① High productivity of 225 parts/hour
② Single shot method for 40~50% energy savings versus scan hardening
③ Case depth of over 40% of diameter to achieve high fatigue strength
④ Originally developed straightening roller to prevent run out during hardening
Please contact us for your questions and concerns about driveshaft hardening.
~Driveshaft Induction Hardening High Productivity Energy Savings
Fatigue Strength Low Runout~
[Custom-made Machines]
The photo shows the hardening station of our one-cylinder
engine crankshaft induction hardening machine.
This type of engine is supplied for agricultural and production machinery.
This machine is installed in an overseas engine plant.
The workpiece is transported from the previous process and hardened.
Loading and unloading is done manually,
while door close → coil set → hardening is automatic.
(In recent years robotics have been implemented for loading and unloading,
resulting in an increase in fully automatic machines.)
In the photo, the crankshaft is rotated while the pin section is hardened.
The gold-colored device hanging to the left is the pin hardening coil,
and the copper-colored device attached to green insulation on the right
is the journal hardening coil.
Both pin and journal sections are hardened at the same station,
allowing for a compact machine design.

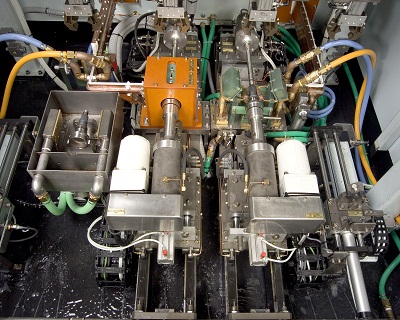
The photo shows our all-purpose single axle double head
vertical scan induction hardening machine.
This machine is installed in an induction heat treat plant
and can treat workpieces up to Φ150 and length 1.5m.
One converter supplies power in alternation to two hardening stations.
Our vertical scan induction hardening machines typically move the coil
during scanning, but this machine was designed for the workpiece
to move as specified by our customer.
By setting the work feed speed and length, repeated automatic heating
for the same workpiece is easily achieved.
This machine is adaptable for high volume production of the same workpiece
and also flexible production for various workpieces.

[Large Bed Induction Hardening Machine:] 1100kW/10~100kHz
Maximum workpiece dimensions: W 3m x D 15m x H 2m
This hardening machine can treat workpieces up to 40t in weight
such as gears, crankshafts, columns, and beds.
By controlling the gap beween the coil and workpiece surface via sensor,
the coil automatically tracks the workpiece surface for stable hardening.
This is an original technology not available anywhere else in Japan.
Please consult us for hardening of any large parts.

[Applications of Induction Heating]
● Pipe Rolling and Welding
Pipe seam and fin tube continuous welding, hoop and core welding,
pipe preheating
● Coating
Compact motor insulation resin coating, pipe antioxidizing layer coating
● Getters
Electrical tubes, neon tubes, display tubes, mercury lamps,
gas purge for flourescent lights, flash getters
● Semiconductors
Silicon monocrystal growth, epitaxial growth
● Cast Manufacturing
Heating of extrusion nozzle and forming dice, aluminum extrusion heating
● Heat Cycle Experiment
Metallic material heat cycle experiment, educational materials
● Annealing
Annealing of wires and stainless steel pipes, press pre-processing
including shaping and bending
Fuji Denshi's heating power units can be used for all of these applications
in addition to the hardening of steel parts.
Please contact us with any and all of your heating needs.
~Induction Induction Heating Applications Hardening~

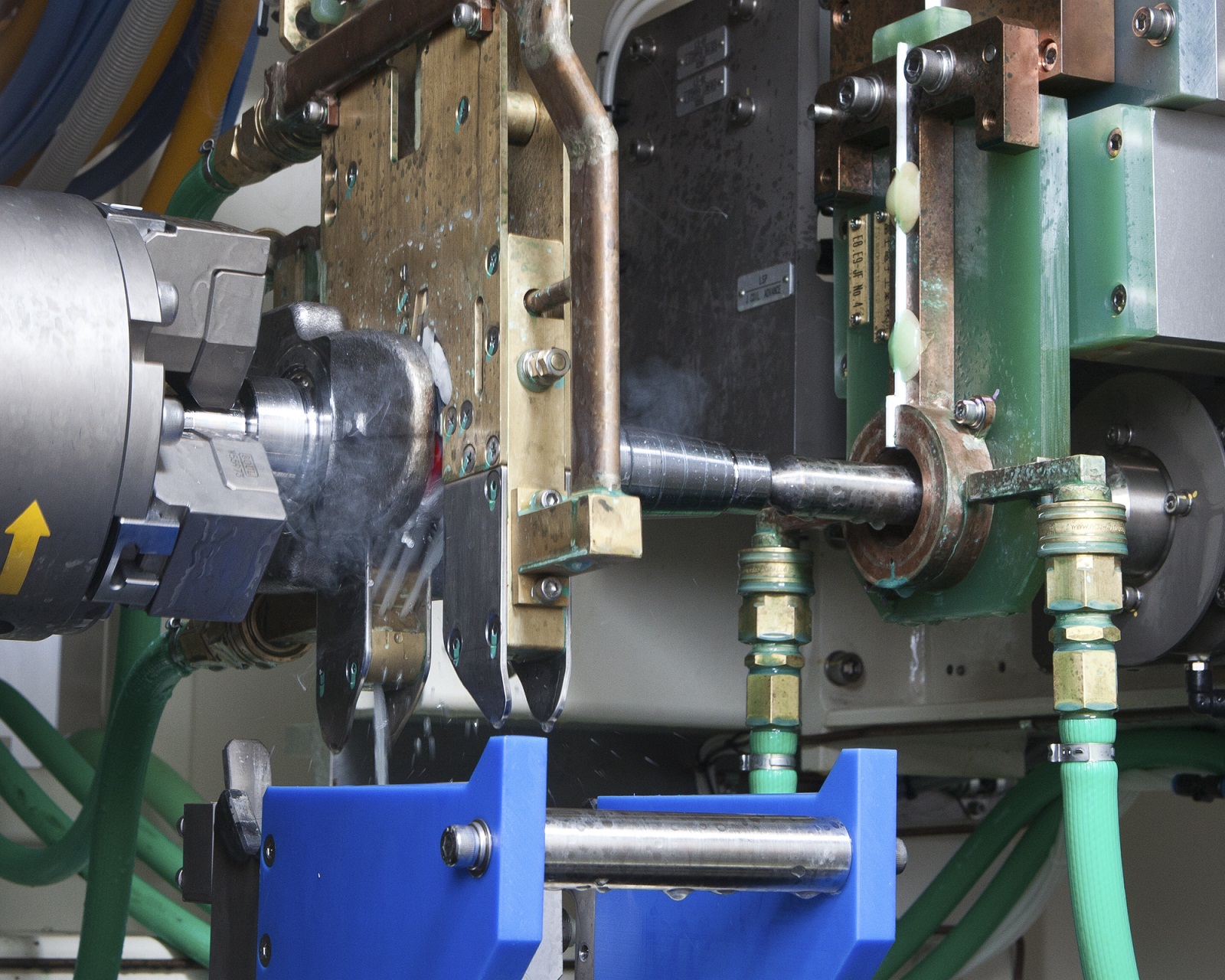
At our job heat treatment plant, we provide a wide variety of processes.
The photo shows a machine tool axle being hardened by our large vertical
scan hardening machine.
The gap between the workpiece and copper colored coil is extremely close.
If the coil gap is too large, the following quality defects can occur.
・For shafts, if the coil is off center, the hardened casing becomes uneven.
・Longer time required for heating increases the risk of overheating.
・The area surrounding the target area is also induction heated,
resulting in power loss.
To prevent these defects, we design coils with the optimal coil gap.
To prevent contact between the coil and workpiece, which can cause a
short circuit and damage the workpiece, the coils are moved to the required
distance from the workpiece before heating.
While time consuming, these check measures ensure the highest quality
hardening process in the industry.
~Induction Hardening Job Heat Treatment Coil Gap~


