Language: 日本語 | English
Language: 日本語 | English

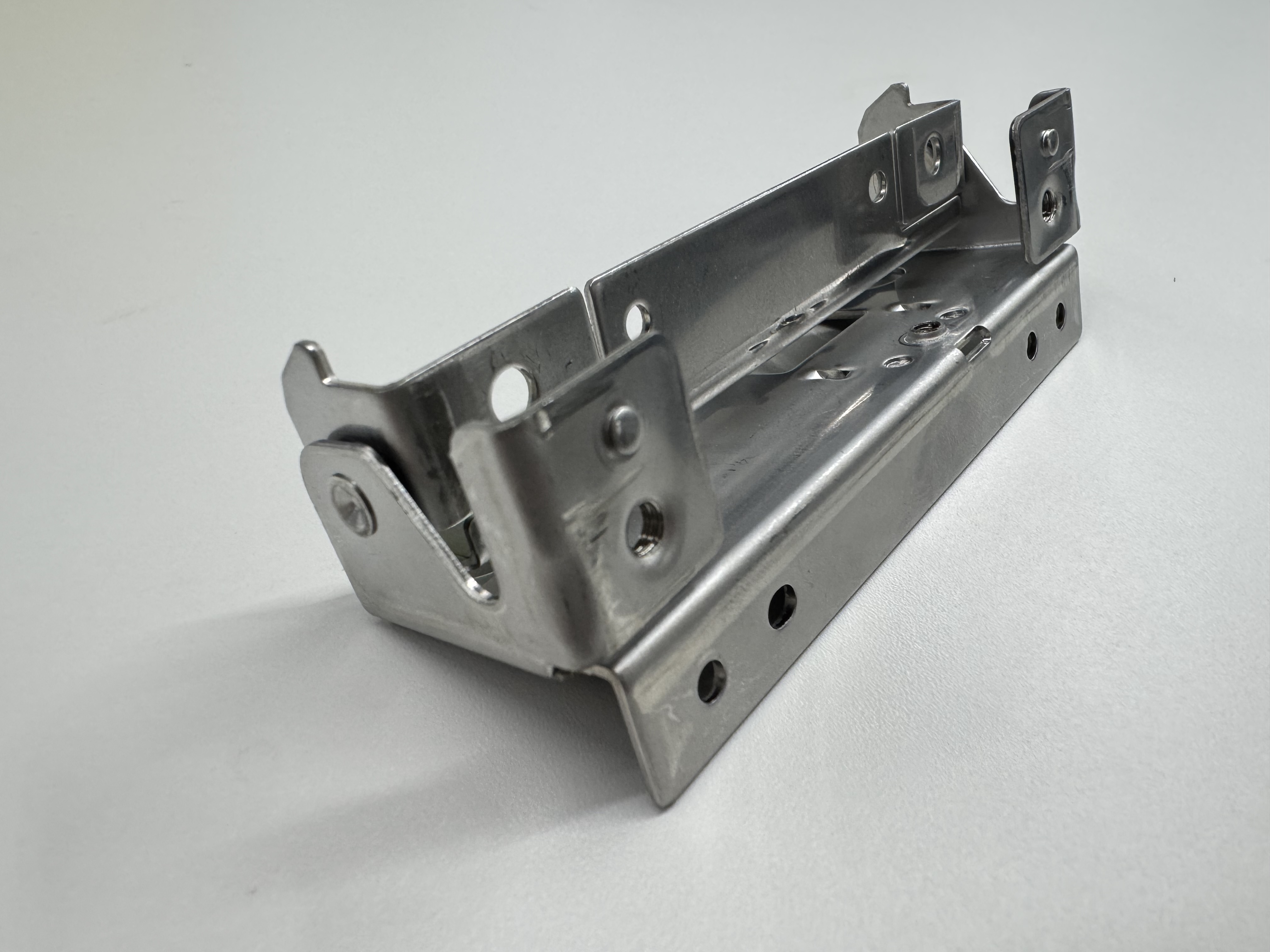
This is a component that was traditionally manufactured through machine processing but has now been converted to press processing using stainless steel deep drawing.
A notable achievement is the successful creation of an O-ring groove.
Approximate dimensions: Total length 37mm, φ12.5mm, flange φ19mm
O-ring groove: φ9.2mm, width 2.3mm.
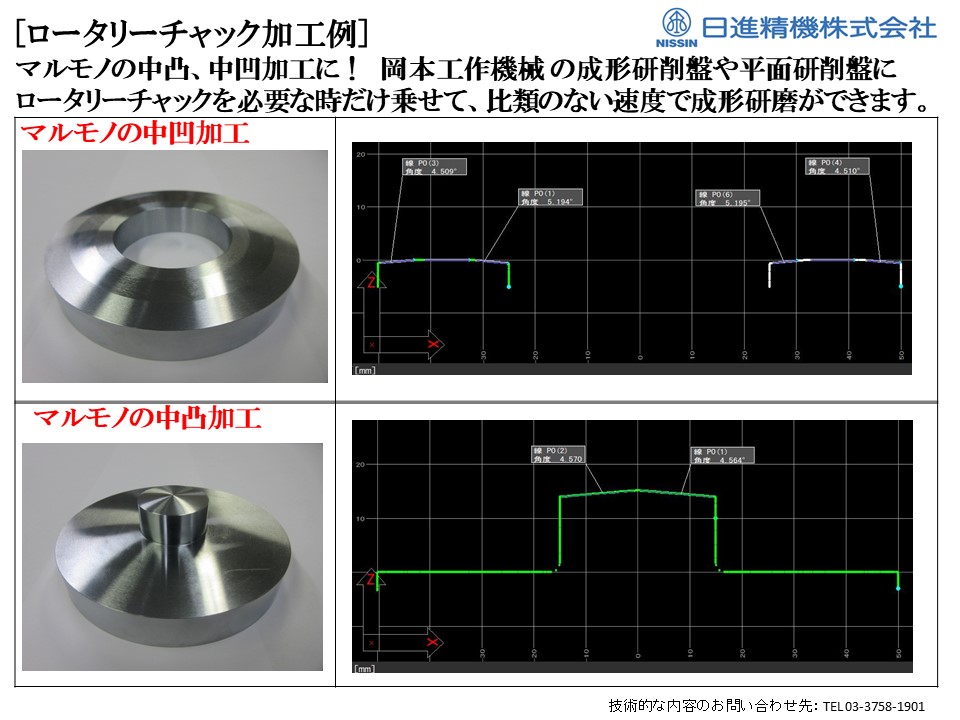
For customers struggling with convex/concave round workpieces or micron-level precision grinding, the Nisshin Rotary Chuck is the ultimate solution. This high-precision rotating electromagnetic chuck is designed to enhance grinding efficiency and accuracy.
Developed by our company—a precision press die manufacturer with over 60 years of history—this in-house product was originally created to dramatically streamline our own grinding process. Now, we offer it for sale to fellow metalworking and press processing companies.
Simple & Efficient Add-On
Attaches and detaches easily onto the chuck surface of your existing sine bar chuck or tiltable chuck in small profile grinders or surface grinders.
Perfect for low-volume, high-mix grinding operations, providing flexibility and efficiency.
Proven Applications
Silicon wafer sub-micron grinding
Reduced grinding time for ultra-hard components
The Nisshin Rotary Chuck is a game-changer for precision grinding, helping manufacturers achieve higher accuracy and efficiency with minimal setup effort.
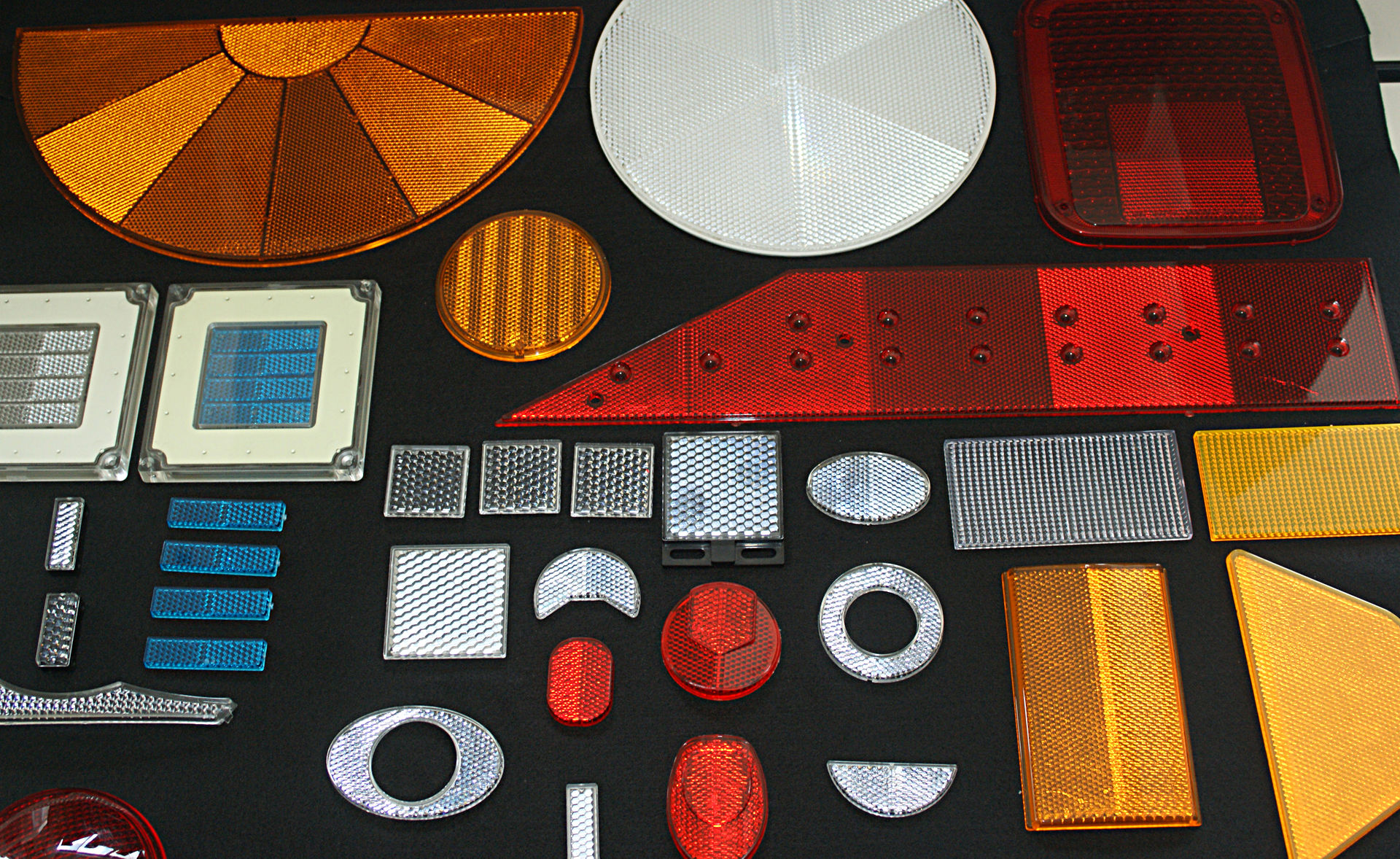
The production of reflex reflectors—especially for photoelectric switch sensors and bicycles—requires advanced design, machining, and assembly techniques. Only a select few companies worldwide possess the expertise to manufacture such precision molds.
Since 1958, when we successfully developed reflector molds using our proprietary technology, we have been supplying molds, standard electroformed products, and molded components to major brand companies both domestically and internationally.

[Current State of Safety Components in the Automotive Industry]
In recent years, with the advancement of automotive safety performance, the placement of airbag systems has become increasingly diverse. Among these, inflator brackets have gained attention as critical functional components that reliably support the deployment force of airbags. These parts are designed to install tanks in small spaces, requiring precise design and manufacturing to deliver maximum performance within limited areas.
[Technical Challenges in Inflator Bracket Manufacturing]
When manufacturing primarily with mild steel sheets, the following technical challenges arise:
Strength design to withstand the impact of airbag deployment
Achieving optimal shapes within limited spaces
Controlling thermal deformation during welding
Ensuring quality stability during mass production
Achieving fine dimensional accuracy
[Solutions in Prototype Development]
► Problem Solving with Advanced Design Systems
Accurate representation of complex shapes using 3D design with CATIA
Pre-verification of issues through press forming simulation with JSTAMP/NV
Reducing rework by optimizing designs at the development stage
► Quality Assurance with High-Precision Processing Technology
Press forming using high-quality molds
Precision machining with 3D 5-axis laser cutting machines
Welding and assembly with diverse welding equipment
Fine adjustments achieved through skilled craftsmanship
► Establishment of Quality Assurance Systems
Full inspection using coordinate measuring machines (CMMs)
Operation of a quality management system based on ISO 9001
Ensuring reliability through non-destructive testing of welded joints
[Implementation Results and Achievements]
✔ Tangible Benefits Experienced by Customers
1. Reduced Development Time
Shorter lead times from design to production
Improved development efficiency through early issue detection
2. Stabilized Quality
Achieved defect rates of less than 0.1%
High-precision machining with dimensional accuracy of ±0.2mm
Minimized post-welding deformation
3. Cost Optimization
Cost reduction proposals during the design phase
Competitive pricing through efficient production systems
Reduced additional costs by minimizing rework
[Future Outlook and Technological Development]
With the electrification and lightweighting of automobiles, new demands are emerging for inflator brackets. To meet the high-performance requirements and diverse placement of airbags, our company is advancing further technological innovations through the following initiatives:
Enhanced compatibility with high-strength materials
Introduction of automation technologies
Utilization of digital twins
[Inquiries and Request for Materials]
We have prepared more detailed technical materials.
★ Download materials here
https://ja.nc-net.jp/company/22325/dl/catalog/207206
For technical consultations, feel free to contact us:
https://ja.nc-net.jp/company/22325/inquiry/
[Company Overview]
Timec Co., Ltd.
Address: 197-1 Nishigori, Soja City, Okayama Prefecture 719-1164, Japan
TEL: 0866-93-1269
FAX: 0866-93-2540
Corporate Website: https://timec.co.jp/

This high-precision punch component is specifically designed for blanking die applications. It is made from HAP40, a material known for its high hardness and excellent wear resistance, and achieves a precision of ±0.03 mm.
At Onuki Manufacturing, we specialize in precision component machining, including cutting processes. We flexibly accommodate one-off custom parts as well as small-lot production.
“ I have a drawing, but I’m not sure where to place the order…”
“ I only need a small quantity, but high precision is required…”
If you have concerns like these, please feel free to contact us for a consultation!
With many years of experience and proven technical expertise, we are committed to supporting manufacturing that closely meets our customers’ needs.
~ Other technologies and products ~
[Cold Forging]
https://ja.nc-net.or.jp/company/34417/product/detail/263212/
[Plate Forging]
https://ja.nc-net.or.jp/company/34417/product/detail/124331/
[Square Deep Drawing]
https://ja.nc-net.or.jp/company/34417/product/detail/124323/
[Deep Drawing]
https://ja.nc-net.or.jp/company/34417/product/detail/124327/
[Copper Terminals & Busbars]
https://ja.nc-net.or.jp/company/34417/product/detail/124971/
[Laser Welding]
https://ja.nc-net.or.jp/company/34417/product/detail/263177/
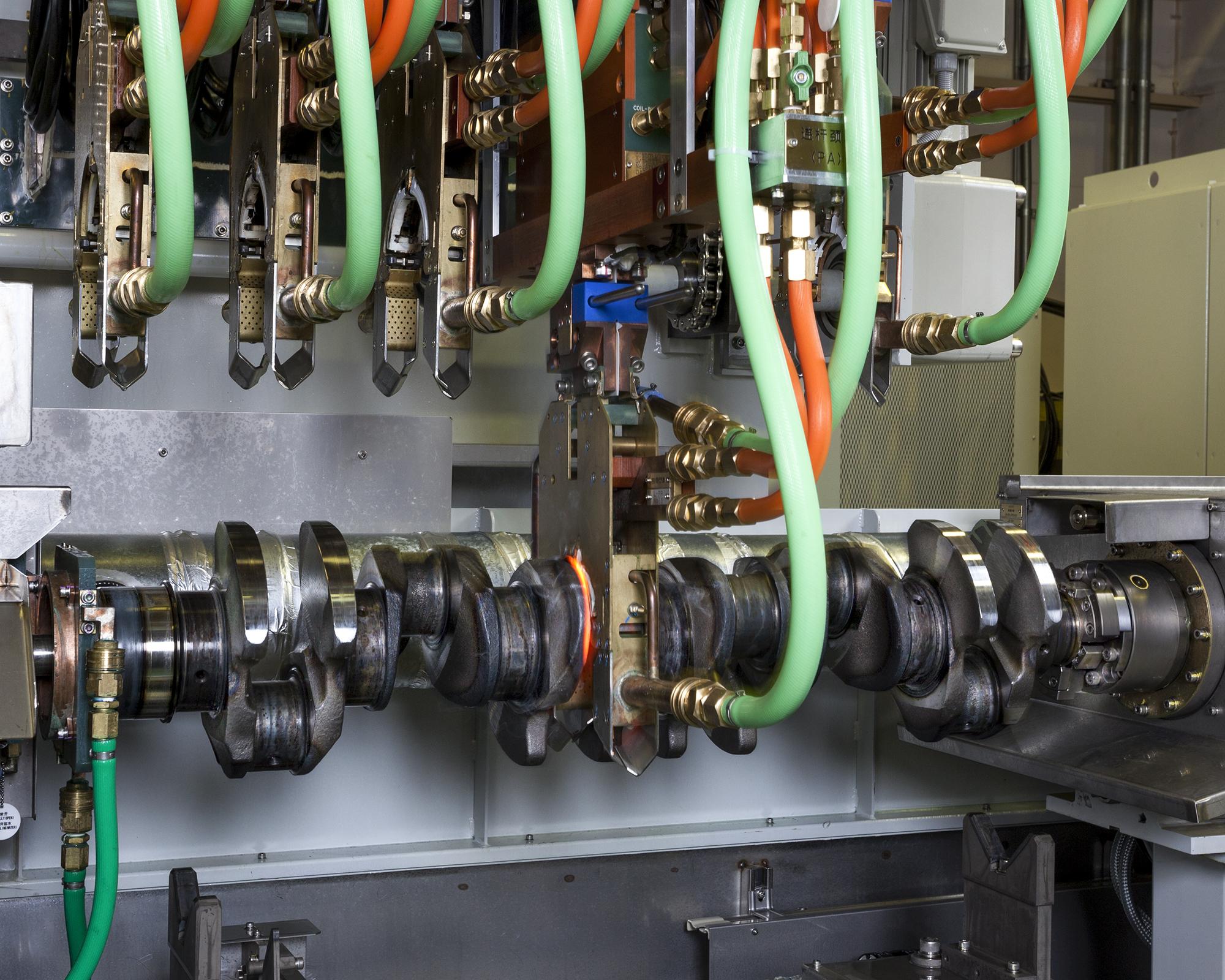
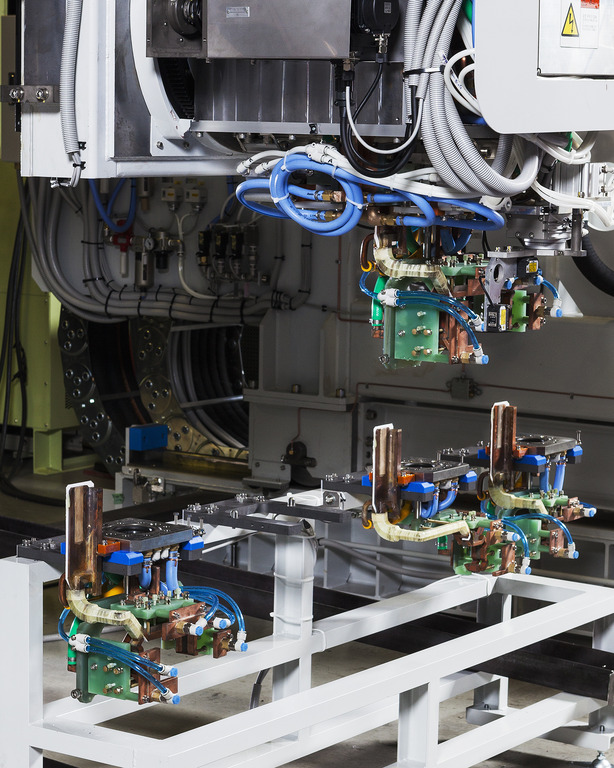
We have achieved to establish simultaneously and automatic cam quenching which can manufacture 240/h and 3600 sections resulting in overall cost reduction.
For those work which each cam and journal are placed side by side, by using our uniquely produced outlet ring, the ring will insulate any effect towards unnecessary parts.
Also, by adjusting bearing and cam, other types and shapes of camshaft can be processed.
We will gladly support prototyping, quality inspection, equipment installation, and maintenance of equipments after installation.
*Please consider us for prototyping, manufacturing by commissioning, and buying equipments.
Picture:Double Quenching. Cycle time 1:27 per 2.
Hands on and off model.
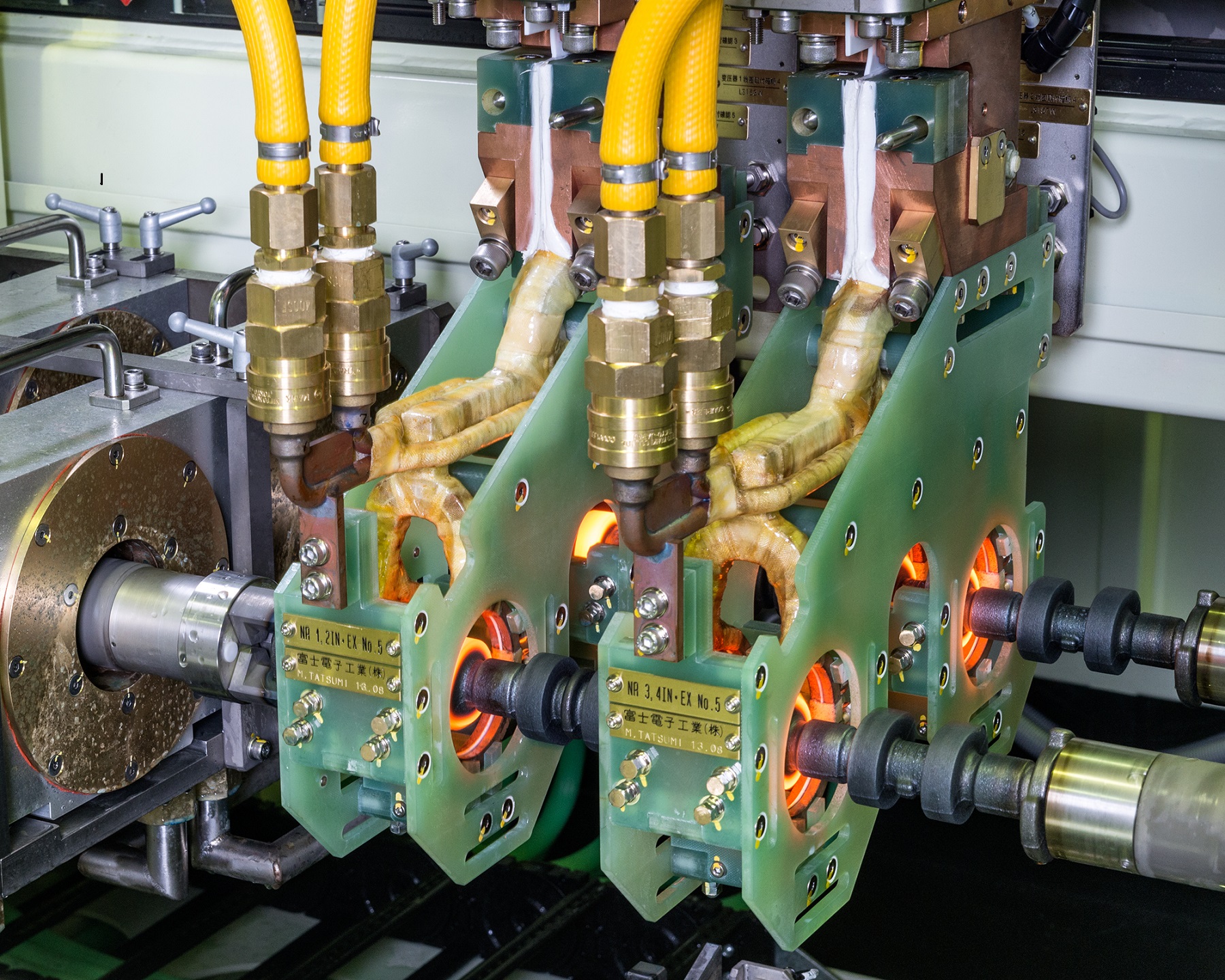
【Crankshaft Quenching Machine】
When quenching pins and journals of crankshaft simultaneously, miniaturizing transformers (disk transformer) or quenching towards the same direction as turning pins allows formation of a quenching layer along a pin diameter.
“Power reduction method,” top and bottom uniformed quenching technique by reducing the output on the pin top for R-quenching, can minimize the possibility of distortion.
The above quenching technique can be in-line and for such case, we will gladly design to match the customer’s request.
Please feel free to contact us.

At Fuji Denshi, we design, manufacture, and sell induction heating machines
as well as do job heat treatment and prototype development.
The photo shows our stub shaft axle hardening and reheating machine.
The one-shot hardening method using our line coil achieves an ideal case
pattern even with the varying diameter of the workpiece, while saving energy.
The entire length of the workpiece is quenched simultaneously,
ensuring the residual heat over the part's length is even and
preventing cracking and uneven case hardness and depth.
(Even heating / Even quenching)
Heating and quenching are both even over the entire surface,
so runout is kept at a minimum even without the need for a straightening roller.
The residual stress along the axle axis contribues to large increases
in the part's durability and strength.
(2x by comparison)
Scan hardening can easily cause uneven hardness and low axial strength.
Our one-shot hardening requires only half the power of scan hardening to better results.

This is an induction annealing machine for studs, a type of shaft jig
for cam followers.
After hardening the entire surface by carburizing, only the screw section
is annealed by induction.
As seen in the photo, the workpiece is loaded manually from the left
and carried by conveyor to the annealing station.
Annealing is done by continuously heating the workpiece as it passes
through a tunnel coil.
Then it is quenched at the after quenching station and automatically
unloaded by conveyor.
The machine was developed to replace the older model that used
vacuum tube converters and turntables.
We continue to develop machines with high productivity using
the simplest possible design.
Please contact our sales department with your needs.
The photo shows our production machinery bed hardening machine during
automatic coil changing.
Our bed hardening machine's automatic coil changer reduces retooling time
and necessary work.
In the photo, the previous coil is returned to the coil station and the changer
picks up a new coil.
Our gate model bed scan hardening machine is the first machine in the world
to be installed with this device.

We manufacture bed induction hardening machines.
The pictured hardening machine is for industrial machine beds.
Our bed hardening machine features our automatic coil tracking system,
which maintains the gap between the coil and workpiece
by sensor during the automatic hardening process.
As seen in the photo, the extremely small gap between the coil
and workpiece is maintained throughout the process.
The power consumption by the workpiece is highly efficient,
while achieving an even casing, ensuring high quality and energy savings.
~Bed Hardening Machine Induction Hardening Machine
Industrial Machine Machine Tool Parts IH Heat Treat~
This is an induction annealing machine for studs,
a type of shaft jig for cam followers.
After hardening the entire surface by carburizing, only the screw section
is annealed by induction.
As seen in the photo, the workpiece is carried from the left by conveyor
through the tunnel coil, where it is continuously heated,and out to the right.
This machine can be equipped with 3 types of coils and 2 types of jigs
to treat 11 different workpieces.

At Fuji Denshi, we manufacture high frequency induction heating machines.
We also have a heat treat plant at our headquarters In Yao, Osaka.
While we consider induction hardening our specialty,
we have also developed many technologies in other fields.
The photo shows brazing by induction. Compared to brazing by gas burner,
induction is more energy efficient and has higher repeatability.
We have supplied this induction solution to blade and tool manufacturers.
For customers considerig brazing solutions, feel free to contact us.
~High Frequency Induction Heating Brazing IH Brazing Heat Treat~

The photo shows a cut sample for a guide rail for linear accuators
hardened by our induction hardening machine.
The pattern seen on the cut sample shows that the shaft has been
hardened down to the bottom of the guide rail grooves.
The most difficult part of hardening this workpiece is preventing runout.
During scan hardening of the groove, the concave guide rail slightly twists.
Runout in the vertical or horizontal direction only can be corrected,
but twisting is not so easily corrected, which in general resultsin many
defective hardened parts and increased lead time.
Through extensive trial and error, we at Fuji Denshi developed
a combination of hardening machine, coils, and jigs to minimize runout.
We offer similar solutions for optimal hardening of a wide variety of workpieces.
Please contact us with your hardening needs.
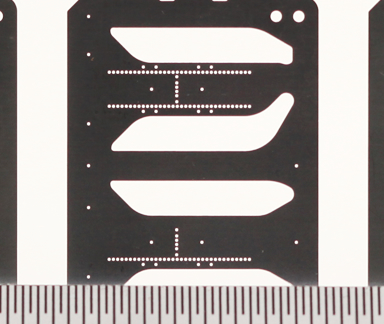
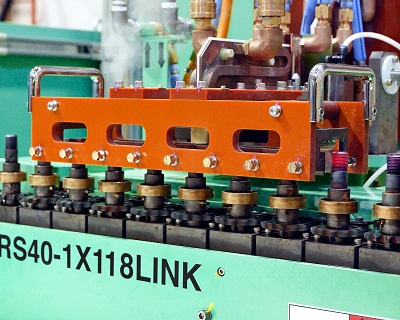
We specialize in precision micro-hole components for the low-voltage, home appliance, and office automation (OA) equipment industries.
Using stainless steel (SUS) and specialized resin films, we perform precision press processing to create fine holes.
Specifications:
Hole Diameter: φ0.100mm
Pitch: 0.15mm
Process Flow:
Press mold design & manufacturing → Press component processing
Product Details:
Size: 30mm × 40mm
Production Volume: 5,000 units/day
Production Lead Time: 1–2 months
Additionally, we manufacture a wide range of products, including those for the automotive industry.
For micro-hole press processing, please contact Shinshu Yoshino Electric.

平面研削盤で国内市場シェアNO1を誇る岡本工作機械製作所のベストセラー平面研削盤PSG-SA1シリーズ。
小型から大型まで多彩なラインナップにより、ユーザーの工場専有面積に最適な研削盤をご提案いたします。
摺動面は工作機械伝統のV-Vキサゲ加工を行う事で高精度真直精度を実現。スピンドルには高剛性・メンテナンスフリーのアンギュラコンタクトベアリング方式を採用。
操作盤は大型カラータッチパネルを採用、自動研削サイクルを容易に入力可能。自己診断機能も搭載されており、長年使用しても安心して使える機能が搭載されています。
また自動化においては、標準で自動ドレス機能を搭載しており、加工ワークを取り外さずにドレスを行う事が可能な最新の汎用平面研削盤シリーズです。
【サイズラインナップ】
500×200mm
600×300mm
600×400mm
600×500mm
800×400mm
800×500mm
1000×500mm
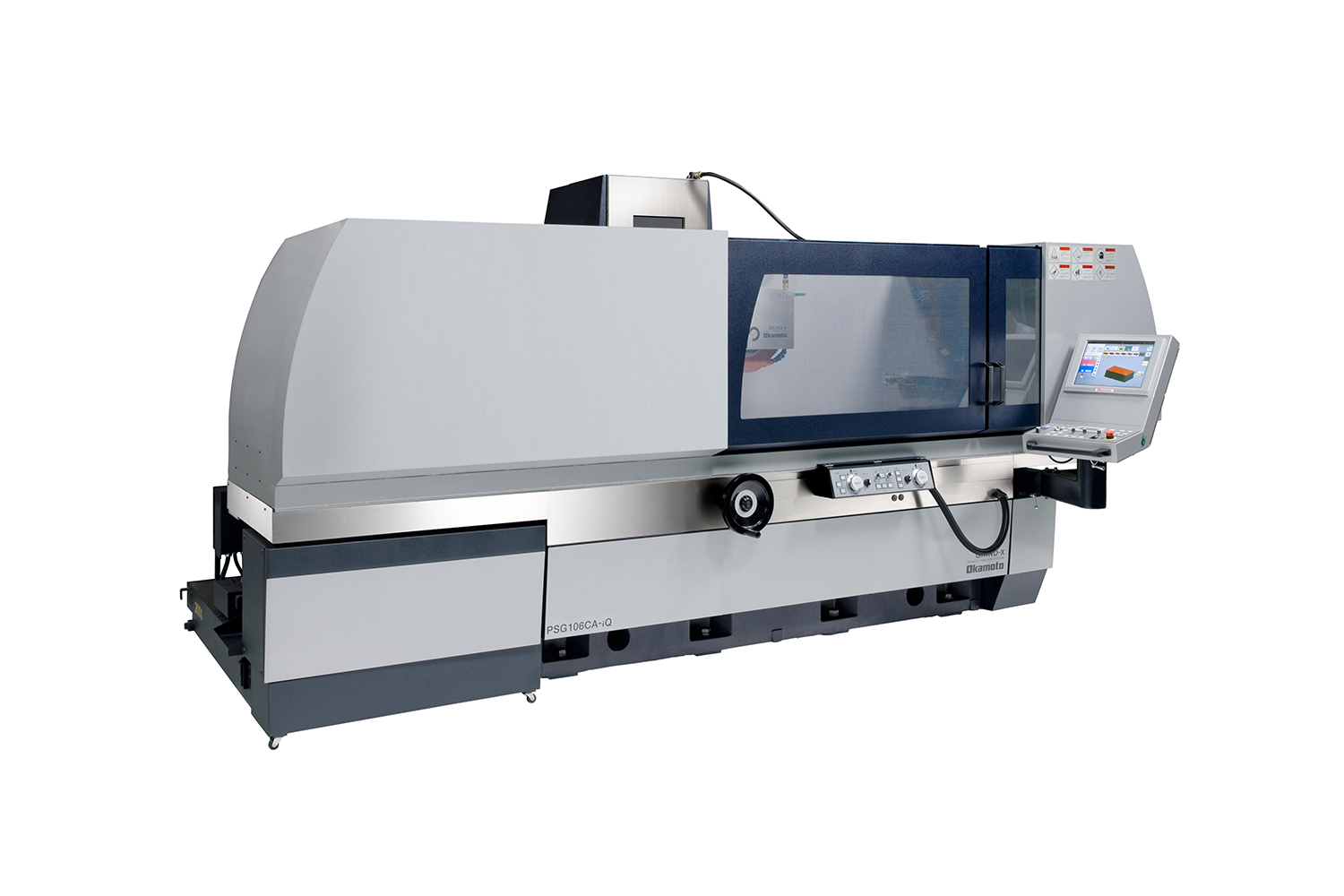
平面研削盤で国内市場シェアNO1を誇る岡本工作機械製作所のベストセラー平面研削盤PSG-CA-iQシリーズ。
小型から大型まで多彩なラインナップにより、ユーザーの工場専有面積に最適な研削盤をご提案いたします。
摺動面は工作機械伝統のV-Vキサゲ加工を行う事で高精度真直精度を実現。スピンドルには高剛性・メンテナンスフリーのアンギュラコンタクトベアリング方式を採用。高能率研削を実現するため、自社製の高剛性コラム構造を採用。切込み量を増やし、加工時間短縮によって生産性向上に大きく貢献します。
iQ操作盤は誰でもすぐに慣れることが出来る文字レスタッチパネルを採用。加工&ドレス&といし成形を1画面で設定が出来、研削盤を初めて使用するユーザーに最適なソフトです。
オプションにて更なる生産性向上を実現するファインバブル発生装置TWIN-BIXや高能率研削といしキュービトロンⅡといし等、お客様の目的に合わせた仕様をご用意しております。
【サイズラインナップ】
600×300mm
600×400mm
800×400mm
600×600mm
1000×600mm
1000×800mm

平面研削盤で国内市場シェアNO1を誇る岡本工作機械製作所のベストセラー小型成形研削盤HPGシリーズ。
小型タイプで左右ハンドルを選択。汎用作業とNC作業の両立を行うHPG500NCや金型パンチのカキアゲ研削を高速で行うHPG500NCS等、お客様の使い勝手とニーズに合わせたラインナップを用意しております。
オプションにて機上測定装置にも対応をし、研削盤の機上で定寸測定や形状確認を行う事も可能です。
【サイズラインナップ】
汎用タイプ HPG500
汎用左ハンドル HPG500L
NCタイプ HPG500NC
NC左ハンドル HPG500NCL
NC高速タイプ HPG500NCS
NC高速左ハンドル HPG500NCSL

平面研削盤で国内市場シェアNO1を誇る岡本工作機械製作所のベストセラー平面研削盤UPG-CALiシリーズ。
中型から大型まで多彩なラインナップにより、ユーザーの工場専有面積に最適な研削盤をご提案いたします。
摺動面は最新の静圧スライド方式を採用、駆動方式にはリニアモータ駆動方式を採用する事で超精密の面品位・幾何公差をクリアする事が可能です。
スピンドルには回転精度抜群の静圧スピンドルを採用。鏡面研削や面ビレのない研削を容易に実現することが出来ます。
操作盤は誰でもすぐに慣れることが出来る文字レスタッチパネルを採用。加工&ドレス&といし成形を1画面で設定が出来、研削盤を初めて使用するユーザーに最適なソフトです。
オプションにて更なる生産性向上を実現するファインバブル発生装置TWIN-BIXや高能率研削といしキュービトロンⅡといし等、お客様の目的に合わせた仕様をご用意しております。
また自動化ではといしの動バランスを自動で調節するフルオートバランス装置、加工ワークの測定&補正研削を行う事が可能となる機上測定装置、全自動研削を実現する最新CAM等をご用意しております。
【サイズラインナップ】
600×300mm
800×400mm
1000×600mm

平面研削盤で国内市場シェアNO1を誇る岡本工作機械製作所のベストセラー平面研削盤UPG-CHLiシリーズ。
門型構造を採用しながら中型~大型まで多彩なラインナップにより、ユーザーの工場専有面積に最適な研削盤をご提案いたします。
摺動面は最新の静圧スライド方式を採用、駆動方式にはリニアモータ駆動方式を採用する事で超精密の面品位・幾何公差をクリアする事が可能です。
スピンドルには回転精度抜群の静圧スピンドルを採用。鏡面研削や面ビレのない研削を容易に実現することが出来ます。
操作盤は誰でもすぐに慣れることが出来る文字レスタッチパネルを採用。加工&ドレス&といし成形を1画面で設定が出来、研削盤を初めて使用するユーザーに最適なソフトです。
オプションにて更なる生産性向上を実現するファインバブル発生装置TWIN-BIXや高能率研削といしキュービトロンⅡといし等、お客様の目的に合わせた仕様をご用意しております。
また自動化ではといしの動バランスを自動で調節するフルオートバランス装置、加工ワークの測定&補正研削を行う事が可能となる機上測定装置、全自動研削を実現する最新CAM等をご用意しております。
【サイズラインナップ】
1500×800mm
2000×800mm
2000×1000mm
3000×800mm
3000×1000mm
4000×800mm
4000×1000mm

平面研削盤で国内市場シェアNO1を誇る岡本工作機械製作所が提案する円筒研削盤ベースの複合研削盤UGM-NCシリーズ。
円筒研削盤の構造をベースに採用、旋回といし軸により最大3つのといしまでを搭載可能。内外径の加工を行うユーザーの工場専有面積を削減するメリットがあります。
また内外径の加工を行うワークをワンチャッキングで加工するため、同軸度は高精度を実現することが可能です。また機内測定による自動化も対応をしています。
操作盤は誰でもすぐに慣れることが出来る文字レスタッチパネルを採用。加工&ドレス&といし成形を1画面で設定ができ、加工条件自動計算機能では加工ノウハウがないオペレータでも自動で加工条件を計算する機能が搭載されています。
【サイズラインナップ】
Φ300×600mm
Φ300×1000mm

平面研削盤で国内市場シェアNO1を誇る岡本工作機械製作所が提案する円筒研削盤OGM-EXⅢシリーズ。
前側ハンドルによる汎用作業とNC操作盤による自動サイクルを両立可能な円筒研削盤。摺動面はV-V摺動面採用、油膜の浮上がり均一・スラスト方向に強い剛性を誇ります。またスピンドル方式にアンギュラコンタクトベアリングを採用することで剛性とメンテナンスフリーを実現、冷間鍛造金型パンチ・超硬・セラミックス類の高能率研削に最適な設計構造です。
操作盤は誰でもすぐに慣れることが出来る文字レスタッチパネルを採用。加工&ドレス&といし成形を1画面で設定ができ、加工条件自動計算機能では加工ノウハウがないオペレータでも自動で加工条件を計算する機能が搭載されています。
【プレーンタイプ】芯間×長さ
OGM225EXⅢ 200×250mm
OGM250EXⅢ 200×500mm
OGM330EXⅢ 300×300mm
OGM350EXⅢ 300×500mm
OGM390EXⅢ 300×900mm
OGM3150EXⅢ 300×1,500mm
[ユニバーサルタイプ]
OGM225UEXⅢ 200×250mm
OGM250UEXⅢ 200×500mm
OGM330UEXⅢ 300×300mm
OGM350UEXⅢ 300×500mm
OGM390EXⅢ 300×900mm
OGM3150EXⅢ 300×1,500mm

平面研削盤で国内市場シェアNO1を誇る岡本工作機械製作所が提案する内面研削盤IGM15NCⅢ-2B。
当社内面研削盤は汎用・NC・2軸NC・立型のラインナップを揃えており、新たに2軸NCの単軸駆動方式を採用したIGM15NCⅢ-2Bをラインナップ。内面研削盤でありながら大型といしを搭載した内外径の加工を実現します。
操作盤は誰でもすぐに慣れることが出来る文字レスタッチパネルを採用。加工&ドレス&といし成形を1画面で設定ができ、加工条件自動計算機能では加工ノウハウがないオペレータでも自動で加工条件を計算する機能が搭載されています。
オプションで機内測定や多関節ロボットによる自動ワーク搬送等にも対応。NCによるマクロプログラム作成でお困りのお客様には自動プログラミングソフトもご用意しております。
Lần này, chúng tôi xin giới thiệu sản phẩm bản lề Hinji.
★ Bản lề Hinji là gì?
Là chi tiết dùng để liên kết và đỡ cửa hoặc nắp, giúp chúng có thể đóng mở linh hoạt.
Tên gọi khác: Bản lề Chouban
Tại Hanno Seimitsu Kogyo, thành viên của Tập đoàn Shinei Holdings – chúng tôi chuyên sản xuất bản lề bằng thép không gỉ (SUS) với công nghệ dập liên hoàn.
★ Điểm nổi bật ★
Có thể gia công đồng bộ từ dập đến dập ghép lắp ráp hoàn thiện (ASSY) trong cùng một quy trình.
Nhờ áp dụng khuôn dập liên hoàn, sản phẩm được chuyển tiếp tự động giữa các công đoạn mà không cần thao tác di chuyển thủ công, giúp nâng cao hiệu suất sản xuất và đảm bảo độ ổn định chất lượng.
Nếu Quý khách cần gia công bản lề bằng phương pháp dập liên hoàn với quy trình sản xuất khép kín, vui lòng liên hệ với chúng tôi.
______________
Hanno Seimitsu Kogyo Co., Ltd.
〒357-0013, 783-8 Ashikariba, Hanno-shi, Saitama-ken, Japan
TEL: +81-42-973-1251
FAX: +81-42-973-6924
HP: https://www.hns.co.jp
Người phụ trách: Ông Oda
______________


