Language: 日本語 | English
Language: 日本語 | English

Material: SUS304CSP
Thickness: t0.15mm
Processing Method: Press processing using progressive dies
It is possible to incorporate various processing elements into a small shape.
This product is a leaf spring with two contact points in different directions within a compact space.
When considering parts for weight reduction, multifunctionality, etc., please provide details regarding space constraints and required functions. We can consider the shape and make proposals.
For more examples of leaf spring products, click here:
https://www.kyowa-hearts.com/spling/
☆ Frequently Asked Questions
https://www.kyowa-hearts.com/faq/
☆ Equipment Information
https://www.kyowa-hearts.com/setsubi/
☆ Contact & Process from Prototyping to Mass Production
https://www.kyowa-hearts.com/flow/
<Contact Information>
Kyowa Hearts Co., Ltd. – Rumi Sakamoto
■ Address: 1-5-1 Takata-Nishi, Kohoku-ku, Yokohama, Kanagawa, Japan
■ TEL: 045-593-6116 FAX: 045-593-6121
■ Official Website: https://www.kyowa-hearts.com

【Product Specifications】
Product Name: Leaf Spring for Socket Contact
Material: C5210R-H (Phosphor Bronze)
Thickness: t0.1
Total Length: 4
Inner Diameter:
Both Outer Sides: φ1.3mm
Center Section: φ0.8mm
Slit Dimensions: Width 0.3 × 6 slots
Roundness Accuracy: Within 0.05
Processing Method: Progressive Curling Processing
Key Explanation
Curling processing refers to the technique of rolling a flat sheet into a cylindrical shape.
The product shown in the image is a tsuzumi (drum) shape, where the center diameter in the length direction is larger than the diameters at both ends. Additionally, it is also possible to process a tawara (barrel) shape, which has a similar structure.
We can handle various spring materials, including phosphor bronze, beryllium copper, and stainless steel (SUS).
We have also successfully developed even smaller-sized components.
For more examples of leaf spring products, click here:
https://www.kyowa-hearts.com/spling/
☆ Frequently Asked Questions
https://www.kyowa-hearts.com/faq/
☆ Equipment Information
https://www.kyowa-hearts.com/setsubi/
☆ Contact & Process from Prototyping to Mass Production
https://www.kyowa-hearts.com/flow/
<Contact Information>
Kyowa Hearts Co., Ltd. – Rumi Sakamoto
■ Address: 1-5-1 Takata-Nishi, Kohoku-ku, Yokohama, Kanagawa, Japan
■ TEL: 045-593-6116 FAX: 045-593-6121
■ Official Website: https://www.kyowa-hearts.com

The photo shows deep drawing of pure titanium type 1, Φ6.3 × 40.
We also have experience processing the same shape using beta-type titanium alloy.

This is a deep-drawn product formed through multiple press processes from sheet material, with punching on the side and top surfaces.
It is manufactured using a press method with a die.
Material: SUS304
Base plate thickness: t1.0
Application: Solenoid valve
Dimensions: φ24 × 35mm
Tolerances:
Flatness: ±0.03μm
Perpendicularity: ±0.03μm
Step at the opening, R0.1
Burr: ±0.04μm

This is a square deep-drawn product formed through multiple press processes from sheet material, with punching on the side and top surfaces.
It is manufactured using a press method with a die.
Material: SUS304
Base plate thickness: t0.5
Application: Solenoid valve
Dimensions: 30mm × 30mm × 20mm
Tolerances:
Flatness: ±0.1μm
Radius: R0.5
Burr: ±0.03μm

This is a deep-drawn product formed through multiple press processes from sheet material.
It is manufactured using a press method with a die.
Material: SUS304
Base plate thickness: t0.8
Application: Solenoid valve
Dimensions: φ23 × φ16 × 35mm
Tolerances:
Roundness, concentricity, parallelism: ±0.03μm
Perpendicularity: ±0.03μm
Step at the opening, opening radius: R0.5
Burr: ±0.02μm
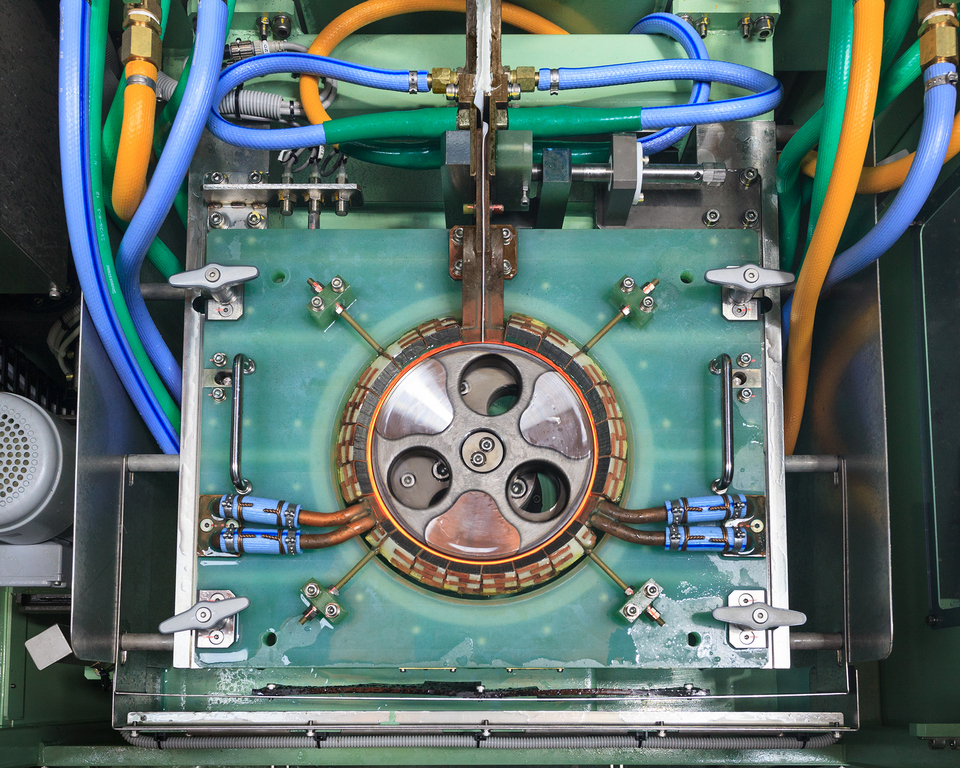
The photo shows the hardening station of a reduction gear hold flange
induction hardening and reheating machine, seen from above.
The outer circumference of the disc-shaped workpiece in the center
is heated by the ring coil.
The workpiece is loaded/unloaded from under the coil.
After the workpiece is set, the jig raises the workpiece into the coil,
where it is heated at a very close distance.
After heating, the jig carries the workpiece down to the quenching position.
Quenching water is sprayed from the surrounding jackets
for quick and even quenching.
This machine is designed to achieve high hardening quality
by optimizing heating time, power, quenching time, and water flow.

The photo shows a reduction gear hold flange induction hardening
and reheating machine.
With one converter supplying power to three hardening machines,
this system is able to harden and reheat flanges of different specifications
in parallel.
※At Fuji Denshi, we refer to tempering as reheating to differentiate
from furnace methods.
A robot loads the workpiece from the front port.
Each machine is operated under separate settings to achieve
high productivity and quality.
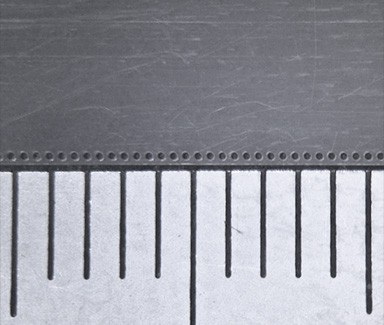
The photo shows a precision micro-hole press component manufactured for the automated equipment industry.
Using progressive press processing, we punch φ0.05 micro-holes at a position 0.10 mm from the edge of laminated film material with a thickness of 0.03 mm, demonstrating high-precision edge processing capability.
Material: Laminated film
Based on our expertise in the design and manufacture of press dies and engineering plastic molds, we provide fully integrated, in-house production from terminal press processing to insert molding within a single facility.
IATF 16949 Certified
The same rigorous quality management standards applied to automotive components are also implemented across all non-automotive products.
For stable, high-volume production of precision micro-hole press components for the information and automated equipment industries, trust your requirements to us.
~ Technology is Beautiful ~ Shinshu Yoshino Electric Co., Ltd.

The photo shows a resin-made hexagonal screw component.
Designed for weight reduction, this part is molded from CFRTP as a metal replacement solution. In addition to external threads, internal threads are also formed by molding using a core mechanism, enabling complex thread geometries in a single process.
At Shinshu Yoshino Electric, we have developed a proprietary composite molding technology known as the Direct Fiber Feeding Injection Molding Method. By modifying the injection molding machine, continuous fibers are fed directly into the process, enabling the production of high-performance CFRTP components.
Material
Resin: PA-based resin
Reinforcement: Carbon fiber
Based on our expertise in the design and manufacture of press dies and engineering plastic molds, we provide fully integrated, in-house production—from terminal press processing to insert molding—within a single facility.
IATF 16949 Certified
The same rigorous quality management standards applied to automotive components are also implemented across all non-automotive products.
For stable, high-volume production of lightweight, high-strength resin fasteners and precision components, trust your requirements to us.
~ Technology is Beautiful ~ Shinshu Yoshino Electric Co., Ltd.


