Language: 日本語 | English
Language: 日本語 | English
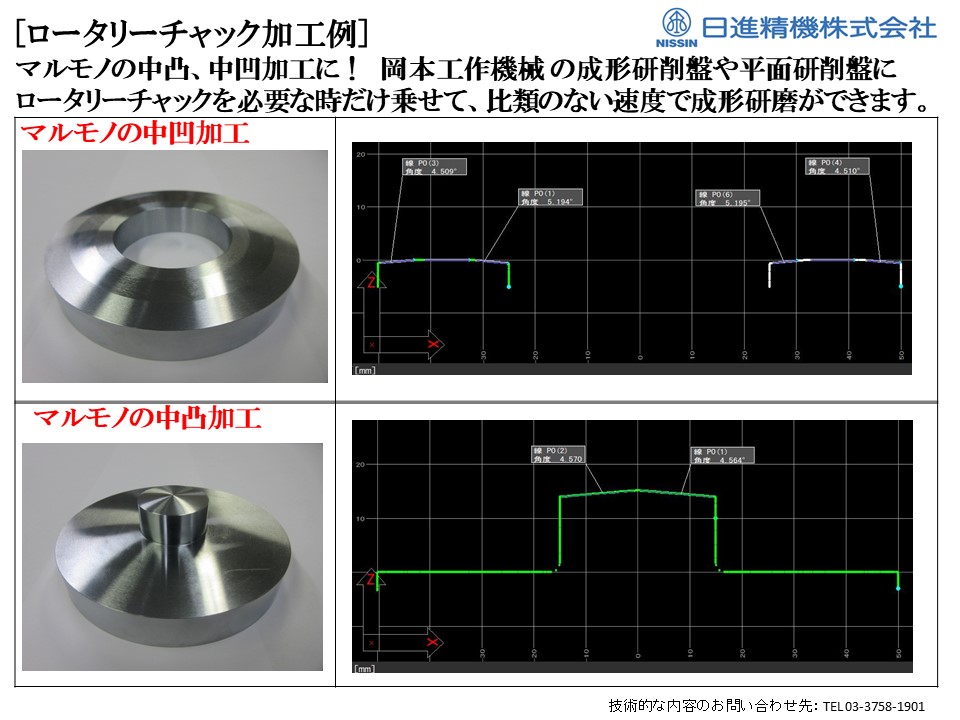
For customers struggling with convex/concave round workpieces or micron-level precision grinding, the Nisshin Rotary Chuck is the ultimate solution. This high-precision rotating electromagnetic chuck is designed to enhance grinding efficiency and accuracy.
Developed by our company—a precision press die manufacturer with over 60 years of history—this in-house product was originally created to dramatically streamline our own grinding process. Now, we offer it for sale to fellow metalworking and press processing companies.
Simple & Efficient Add-On
Attaches and detaches easily onto the chuck surface of your existing sine bar chuck or tiltable chuck in small profile grinders or surface grinders.
Perfect for low-volume, high-mix grinding operations, providing flexibility and efficiency.
Proven Applications
Silicon wafer sub-micron grinding
Reduced grinding time for ultra-hard components
The Nisshin Rotary Chuck is a game-changer for precision grinding, helping manufacturers achieve higher accuracy and efficiency with minimal setup effort.

This high-precision punch component is specifically designed for blanking die applications. It is made from HAP40, a material known for its high hardness and excellent wear resistance, and achieves a precision of ±0.03 mm.
At Onuki Manufacturing, we specialize in precision component machining, including cutting processes. We flexibly accommodate one-off custom parts as well as small-lot production.
“ I have a drawing, but I’m not sure where to place the order…”
“ I only need a small quantity, but high precision is required…”
If you have concerns like these, please feel free to contact us for a consultation!
With many years of experience and proven technical expertise, we are committed to supporting manufacturing that closely meets our customers’ needs.
~ Other technologies and products ~
[Cold Forging]
https://ja.nc-net.or.jp/company/34417/product/detail/263212/
[Plate Forging]
https://ja.nc-net.or.jp/company/34417/product/detail/124331/
[Square Deep Drawing]
https://ja.nc-net.or.jp/company/34417/product/detail/124323/
[Deep Drawing]
https://ja.nc-net.or.jp/company/34417/product/detail/124327/
[Copper Terminals & Busbars]
https://ja.nc-net.or.jp/company/34417/product/detail/124971/
[Laser Welding]
https://ja.nc-net.or.jp/company/34417/product/detail/263177/

The product shown in the picture is a cut sample of a small diameter precise ball screw.
The bottom (diagonally right) product has been processed using an ordinary quenching technique.
The top (center) product’s appearances are exactly as before processing.
However, inner portion is quenched completely.
As one can see, our “non-oxidation quenching” will not cause any scale as ordinary quenching.
This method requires no after treatment as shot blast.
In other words, scales and sands which can cause reduction of after treatment preciseness will not be problematic.

We sale high frequency induction heating machineries.
This machine will utilize the induction heating principle which has effects on improving surface hardness and improved wear resistant.
【Advantages of the Induction Heating Quenching】
・Shorter lead time → Reduced processing steps
・Efficiency → Lower electricity usage, aka energy saving
・Heat when needed → A small lot manufacturing
・Partial Quenching → Partially quench depending on the shape
・Only require electricity → Ecological (no smoke and/or gas emission)
・The product will generate heat → Heat efficient
・Easy to in-line
In addition, our manufacturing section produces products on commission.
Also gladly handle a small lot orders, complicated shapes, and/or first time quenching for the specific product.
Feel free to contact us.

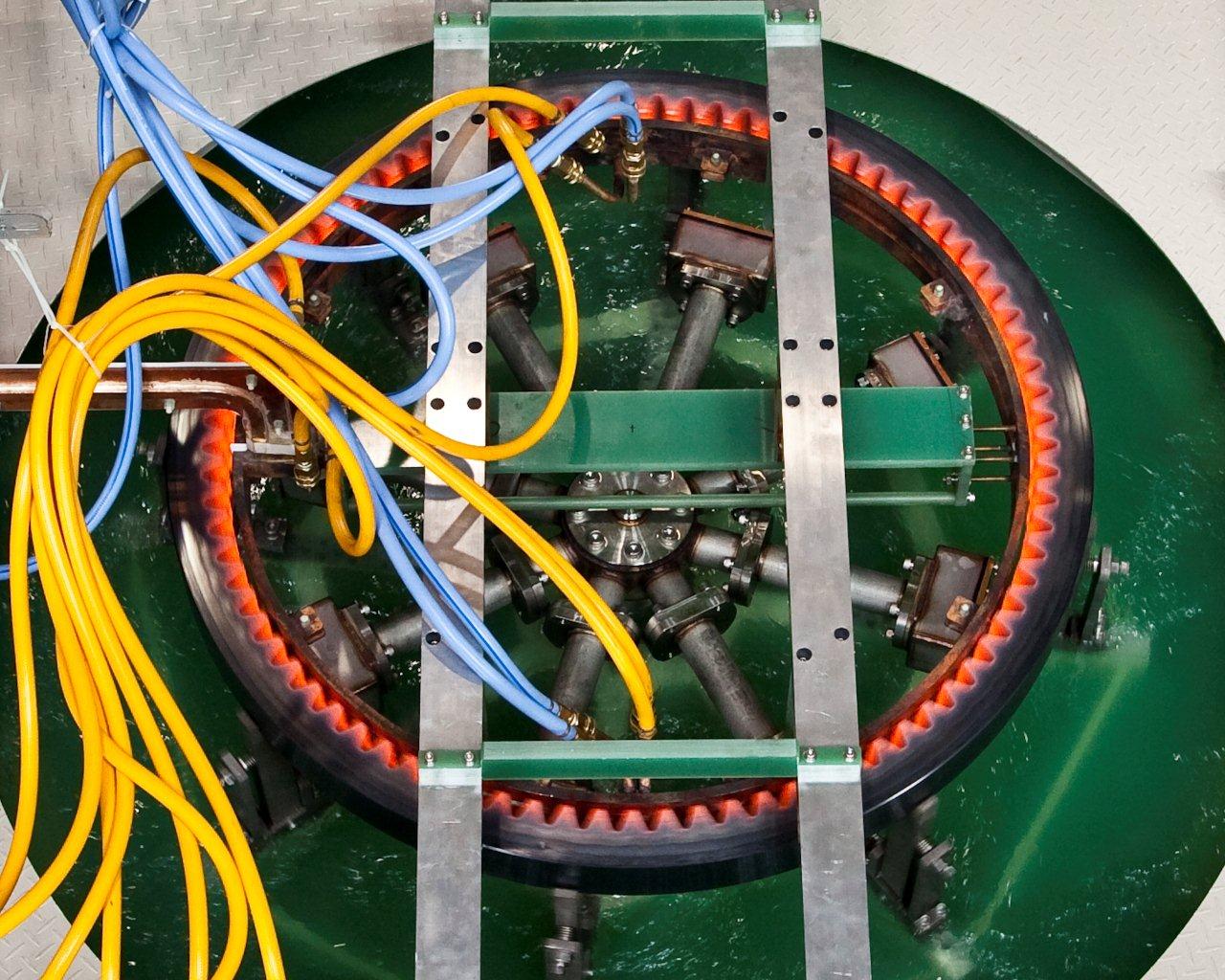
In house assembled oversize carburizing machine.
[Main Product] Bearing race, large size internal gear, large size gear
✔ Max. φ1800×(H)400mm
[Material] Carbon steel (S45C), Stainless steel (SUS304)
[Single Quench]
For transfer quenching, starting and ending point of heating and cooling overlaps leading to cracks or reduced hardness.
With Fuji Electronic all around single shot quenching, a complete uniformed quenching layer can be produced even a slewing ring size of diameter of 1.8m and module of 15. Also, comparing to transfer quenching, improved productivity, 1/5 work speed, and 1/2 ~ 1/3 electricity consumption.
[Carburizing]
Once the heating process has completed, by simultaneously dipping the product into the cooling water and blasting water current through jackets, helps to prevent from entering while forming a uniformed quenched layer.
In addition, by controlling quenching water temperature and stir speed, an effect layer can be controlled precisely.
[Inner and Outer Diameter Simultaneously Heating]
By having two electrical switches on both sides, the inner and outer layer can be quenched simultaneously with low distortion.

We manufacture induction heating machines and do job heat treatment.
This photo shows our originally developed induction heating converter FOCUS.
Manufactured entirely in-house from design to assembly,
we supply our customers with domestically made, guaranteed products.
Conversion efficiency is top class in the industry at 95%
and contributes to energy and cost savings.
~Induction Hardening Converter Development~

[Fuji Denshi Job Heat Treat Plant]
The large dip-quench hardening machine installed in our job heat treat plant
is mainly used for large gears and rollers.
It can treat parts up to 1.8m in diameter.
The photo shows the dip-spray process in action.

[Fuji Denshi Job Heat Treat Plant]
The small dip-quench hardening machine installed in our job heat treat plant
is mainly used for gears, rollers, and bearing races.
It can treat parts up to 0.65m in diameter.
Larger parts are treated with our large dip-quench hardening machine.

We recently introduced our originally developed compact transistorized converter, FIT.
FIT is suitable for low power applications such as hardening, heating, and brazing.
Continuing in the line of our FUJI-ELOMAT converter, the new FIT
is a less expensize option.
The high conversion efficiency results in at least a 55% decrease in power consumption
and 75% decrease in running cost compared to vacuum tube converters.
Our FIT converter is suited for various application including brazing.
We await your inquiry!

At Fuji Denshi, in addition to our specialized hardening and reheating processes,
we also perform post-processing.
Our shot blast machine is mainly used for shaft post-processing and can process
rod-shaped parts up to 780mm in length.
Leave your post-processing needs to us.
The photo shows the hardening station of a vertical scan induction hardening machine
for shafts used in motors, generators, and alternators.
This automatic machine can induction hardening various motor shafts from
automobile alternators to vessel generators.
Our vertical scan hardening machine can be designed to move not only the workpiece, but also the coil and power transformer unit.
With this design, we decreased the size of the hardening station and
the entire machine as well as made loading and unloading easier.
As a result, this machine performs high quality hardening while
decreasing operation time.
The photo shows our production machinery bed hardening machine during
automatic coil changing.
Our bed hardening machine's automatic coil changer reduces retooling time
and necessary work.
In the photo, the previous coil is returned to the coil station and the changer
picks up a new coil.
Our gate model bed scan hardening machine is the first machine in the world
to be installed with this device.

This large dip quench induction hardening machine is installed
in our job heat treat plant.
Outer ring hardening: up to 1800mm diamater, 350mm thickness
Inner ring hardening: up to 1500mm diameter, 150mm thickness
This machine performs one-shot hardening for large gears,
bearing races and more up to the above dimensions.
For gear hardening, this machine features
- even heating by ring coil
- even quenching by dip spray
to minimize runout and cracking.
By heating in two stages, preheating and main heating,
the case depth is deep even in the gear grooves.
Please contact us with your job heat treatment needs.

We manufacture bed induction hardening machines.
The pictured hardening machine is for industrial machine beds.
Our bed hardening machine features our automatic coil tracking system,
which maintains the gap between the coil and workpiece
by sensor during the automatic hardening process.
As seen in the photo, the extremely small gap between the coil
and workpiece is maintained throughout the process.
The power consumption by the workpiece is highly efficient,
while achieving an even casing, ensuring high quality and energy savings.
~Bed Hardening Machine Induction Hardening Machine
Industrial Machine Machine Tool Parts IH Heat Treat~

[Job Heat Treatment]
The photo shows our custom-made large dip quench hardening machine.
[Major workpiece types] bearing race, large internal gear, large gear
※ Outer diameter: up to Φ1800, thickness 350mm
※ Inner diameter: up to Φ1500, thickness 150mm
[Material] steel (S45C), stainless steel (SUS304), etc.
[One-Shot Hardening]
During scan hardening, the beginning and end points are heated
and quenched twice, which can cause cracking or soft spots.
In contrast, our one-shot hardening achieves a sufficiently deep casing
around the whole circumference of gears up to 1.8m diameter and 15 module.
[Dip Quench Hardening]
Immediately after heating, the workpiece is submerged in quenching water
and sprayed by quenching water jackets. This prevents the formation of
an air layer around the workpiece and ensures an even casing.
By controlling the water temperature and mixing speed,
the resultant casing can be controlled to high precision.
[Inner/Outer Simultaenous Heating]
The machine can be fitted with two power sources to heat the
inner and outer surfaces at the same time.

[Job Heat Treatment]
The photo shows the large parts hardening machine in our heat treatment plant.
The part size can be visualized by comparison with the workers
standing behind it.
This machine can treat parts up to 15m in length and 40 tons in weight,
which is the heaviest weight permitted to be carried on Japanese roadways.
Large parts treated with this machine include machine beds, columns,
and slide guides.
[Custom-made Machines]
The pictured machine is our horizontal scan induction hardening
and reheat machine for construction machinery shafts.
At Fuji Denshi, we refer to tempering as reheating to differentiate
from furnace methods.
The pictured machine is specified for front loading and unloading.
Loading is performed by robot and unloading is done automatically
by jigs and chute for a simple yet highly productive design.

The photo shows the hardening station of our all-purpose single axle
double bed vertical scan induction hardening machine.
Our vertical scan induction hardening machines typical move the coil
during scanning, but this machine was designed for the workpiece
to move as specified by our customer.
The machine also can perform one-shot hardening, as seen in the photo.
The coil heats the workpiece from above and the jacket quenches it from below.
By rotating the workpiece while heating with our line coil, the multi-diameter
workpiece is heating along the whole circumference.

The photo shows our vertical scan induction hardening machine for shafts
used in motors, generators, and alternators.
This machine can treat various shafts including for automboile alternators
and ship generators.
By setting parameters including output power, frequency, coil type,
workpiece size, feed speed, and quenching water flow,
our vertical scan hardening machine achieves high repeatability
As a result, runout is kept to a minimum for high quality hardening
and reduced operation time.

The photo shows our large part hardening machine in our heat treat plant.
This machine can treat parts up to 15m in length and 40t in weight.
The machine treat beds, columns, and slide guides, among other parts.
Our specialized technology for surface hardening controls quenching
to ensure minimum runout.
[Job Heat Treat]
The photo shows hardening of the teeth of a gear.
After heating, the workpiece is lowered into the quenching water,
where it is sprayed by additional quenching water to achieve an even casing.
We have a large-scale and small-scale dip-spray hardening machine
in our heat treat plant, which together can treat parts up to diameter 1.8m.
We have also manufactured and installed this same machine in our customer's plant.
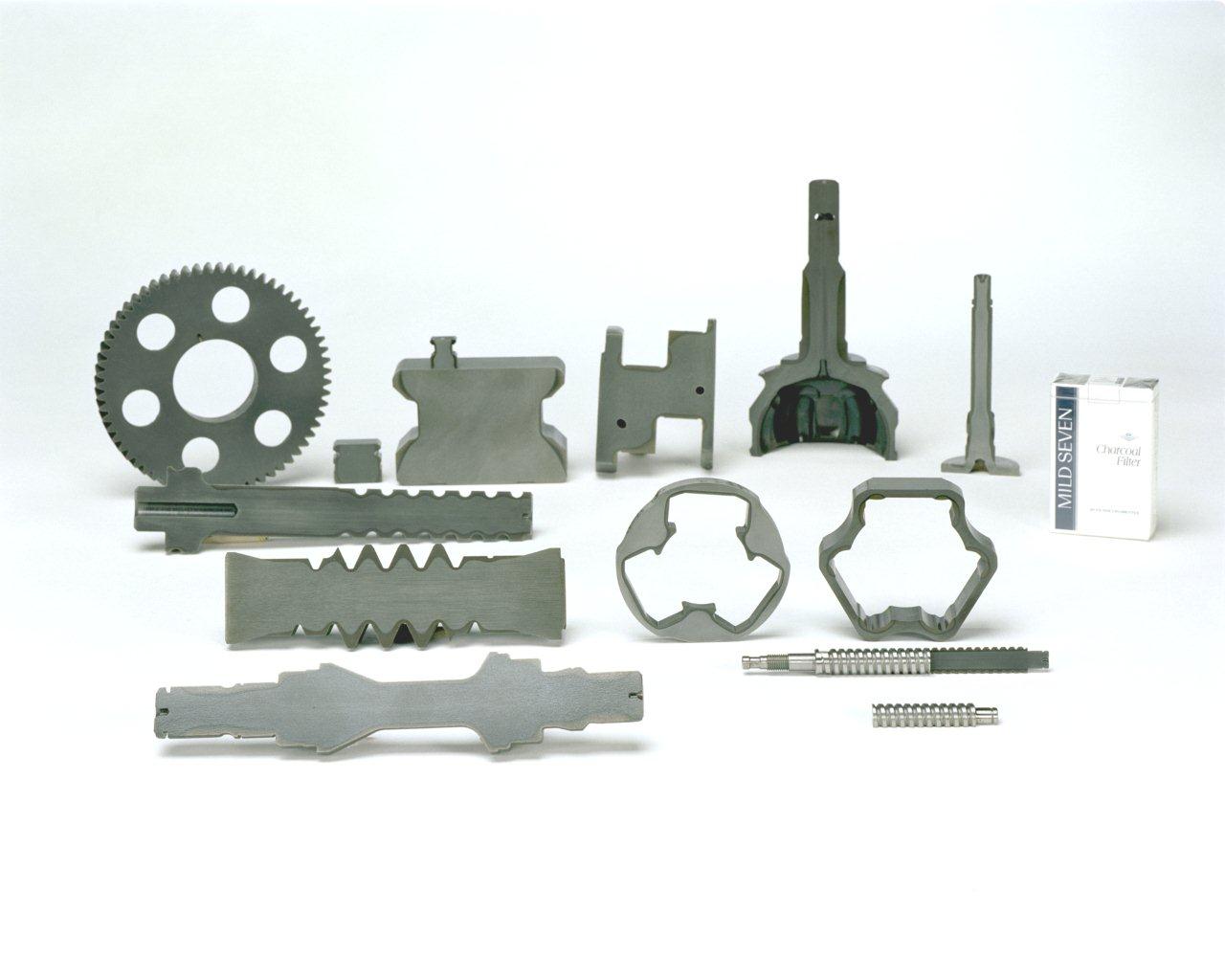
The photo shows cut samples of various machinery parts hardened
by our induction hardening machine.
The gray area of the cross section is the hardened casing.
As seen in comparison with the pictured cigarette box, the parts
are surprisingly small and the hardened areas are complexly shaped.
At Fuji Denshi, we apply our induction heating technology to meet
our customer's heat treat needs by supplying machines or providing
in-house job heat treat.
One of our specialties is heat treatment of large workpieces such as
construction machinery slewing bearing and machine tool beds and columns.
~Induction Hardening Cut Sample IH Heat Treat Automobile Parts
Production Machinery Parts~

[Large Bed Induction Hardening Machine:] 1100kW/10~100kHz
Maximum workpiece dimensions: W 3m x D 15m x H 2m
This hardening machine can treat workpieces up to 40t in weight
such as gears, crankshafts, columns, and beds.
By controlling the gap beween the coil and workpiece surface via sensor,
the coil automatically tracks the workpiece surface for stable hardening.
This is an original technology not available anywhere else in Japan.
Please consult us for hardening of any large parts.

The photo shows the hardening station of our horizontal hardening
and reheating machine for construction equipment shafts.
This machine automatically hardens mutiple types of shafts.
In the majority of our scan hardening machines, the workpiece is kept
stationary while the coil and power transformer unit moves,
a design technologically superior in general.
However, the shafts treated by this machine are relatively short.
To minimized cycle time, a horizontal scan design was chosen
with the focus on the loading/unloading speed of the shafts.
The workpiece is loaded horizontally by robot, then rolls along
the guide rail to the receive jig. After hardening, the workpiece
rolls along the unloading guide rail to the unloading station.

The photo shows a cut sample for a guide rail for linear accuators
hardened by our induction hardening machine.
The pattern seen on the cut sample shows that the shaft has been
hardened down to the bottom of the guide rail grooves.
The most difficult part of hardening this workpiece is preventing runout.
During scan hardening of the groove, the concave guide rail slightly twists.
Runout in the vertical or horizontal direction only can be corrected,
but twisting is not so easily corrected, which in general resultsin many
defective hardened parts and increased lead time.
Through extensive trial and error, we at Fuji Denshi developed
a combination of hardening machine, coils, and jigs to minimize runout.
We offer similar solutions for optimal hardening of a wide variety of workpieces.
Please contact us with your hardening needs.
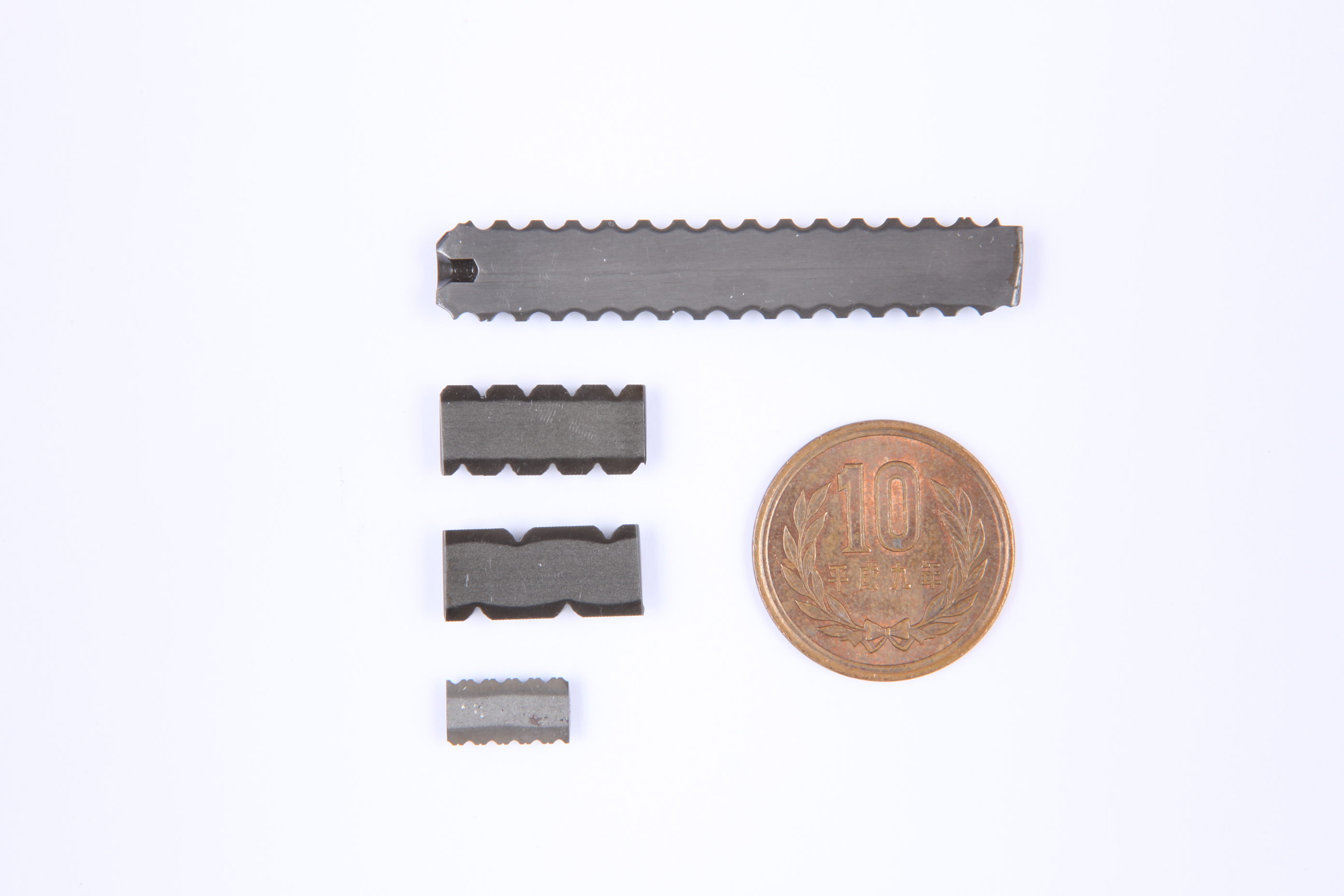
The photo shows a cut sample of a small diameter ball screw,
shown in comparison with a 10-yen coin.
Our method achieves an adequate case depth in the ball groove
without overheating even for small ball screws.
We design each coil custom-made and calibrate each machine
to meet our customer's specifications.
Please contact us with your induction heat treat needs.

At our job heat treatment plant, we provide a wide variety of processes.
The photo shows a machine tool axle being hardened by our large vertical
scan hardening machine.
The gap between the workpiece and copper colored coil is extremely close.
If the coil gap is too large, the following quality defects can occur.
・For shafts, if the coil is off center, the hardened casing becomes uneven.
・Longer time required for heating increases the risk of overheating.
・The area surrounding the target area is also induction heated,
resulting in power loss.
To prevent these defects, we design coils with the optimal coil gap.
To prevent contact between the coil and workpiece, which can cause a
short circuit and damage the workpiece, the coils are moved to the required
distance from the workpiece before heating.
While time consuming, these check measures ensure the highest quality
hardening process in the industry.
~Induction Hardening Job Heat Treatment Coil Gap~

平面研削盤で国内市場シェアNO1を誇る岡本工作機械製作所のベストセラー平面研削盤PSG-SA1シリーズ。
小型から大型まで多彩なラインナップにより、ユーザーの工場専有面積に最適な研削盤をご提案いたします。
摺動面は工作機械伝統のV-Vキサゲ加工を行う事で高精度真直精度を実現。スピンドルには高剛性・メンテナンスフリーのアンギュラコンタクトベアリング方式を採用。
操作盤は大型カラータッチパネルを採用、自動研削サイクルを容易に入力可能。自己診断機能も搭載されており、長年使用しても安心して使える機能が搭載されています。
また自動化においては、標準で自動ドレス機能を搭載しており、加工ワークを取り外さずにドレスを行う事が可能な最新の汎用平面研削盤シリーズです。
【サイズラインナップ】
500×200mm
600×300mm
600×400mm
600×500mm
800×400mm
800×500mm
1000×500mm
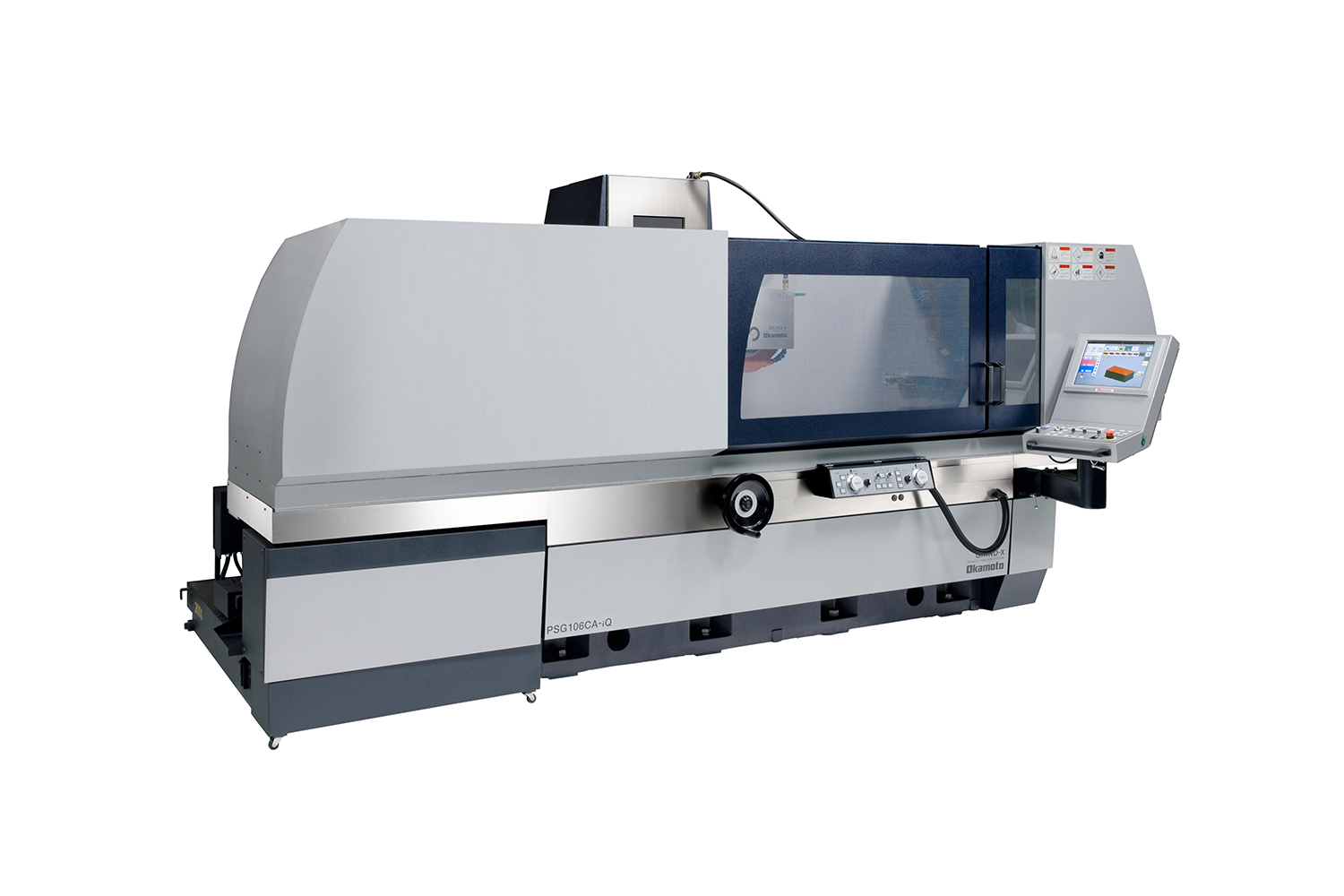
平面研削盤で国内市場シェアNO1を誇る岡本工作機械製作所のベストセラー平面研削盤PSG-CA-iQシリーズ。
小型から大型まで多彩なラインナップにより、ユーザーの工場専有面積に最適な研削盤をご提案いたします。
摺動面は工作機械伝統のV-Vキサゲ加工を行う事で高精度真直精度を実現。スピンドルには高剛性・メンテナンスフリーのアンギュラコンタクトベアリング方式を採用。高能率研削を実現するため、自社製の高剛性コラム構造を採用。切込み量を増やし、加工時間短縮によって生産性向上に大きく貢献します。
iQ操作盤は誰でもすぐに慣れることが出来る文字レスタッチパネルを採用。加工&ドレス&といし成形を1画面で設定が出来、研削盤を初めて使用するユーザーに最適なソフトです。
オプションにて更なる生産性向上を実現するファインバブル発生装置TWIN-BIXや高能率研削といしキュービトロンⅡといし等、お客様の目的に合わせた仕様をご用意しております。
【サイズラインナップ】
600×300mm
600×400mm
800×400mm
600×600mm
1000×600mm
1000×800mm

平面研削盤で国内市場シェアNO1を誇る岡本工作機械製作所のベストセラー小型成形研削盤HPGシリーズ。
小型タイプで左右ハンドルを選択。汎用作業とNC作業の両立を行うHPG500NCや金型パンチのカキアゲ研削を高速で行うHPG500NCS等、お客様の使い勝手とニーズに合わせたラインナップを用意しております。
オプションにて機上測定装置にも対応をし、研削盤の機上で定寸測定や形状確認を行う事も可能です。
【サイズラインナップ】
汎用タイプ HPG500
汎用左ハンドル HPG500L
NCタイプ HPG500NC
NC左ハンドル HPG500NCL
NC高速タイプ HPG500NCS
NC高速左ハンドル HPG500NCSL

平面研削盤で国内市場シェアNO1を誇る岡本工作機械製作所のベストセラー平面研削盤UPG-CALiシリーズ。
中型から大型まで多彩なラインナップにより、ユーザーの工場専有面積に最適な研削盤をご提案いたします。
摺動面は最新の静圧スライド方式を採用、駆動方式にはリニアモータ駆動方式を採用する事で超精密の面品位・幾何公差をクリアする事が可能です。
スピンドルには回転精度抜群の静圧スピンドルを採用。鏡面研削や面ビレのない研削を容易に実現することが出来ます。
操作盤は誰でもすぐに慣れることが出来る文字レスタッチパネルを採用。加工&ドレス&といし成形を1画面で設定が出来、研削盤を初めて使用するユーザーに最適なソフトです。
オプションにて更なる生産性向上を実現するファインバブル発生装置TWIN-BIXや高能率研削といしキュービトロンⅡといし等、お客様の目的に合わせた仕様をご用意しております。
また自動化ではといしの動バランスを自動で調節するフルオートバランス装置、加工ワークの測定&補正研削を行う事が可能となる機上測定装置、全自動研削を実現する最新CAM等をご用意しております。
【サイズラインナップ】
600×300mm
800×400mm
1000×600mm

平面研削盤で国内市場シェアNO1を誇る岡本工作機械製作所のベストセラー平面研削盤UPG-CHLiシリーズ。
門型構造を採用しながら中型~大型まで多彩なラインナップにより、ユーザーの工場専有面積に最適な研削盤をご提案いたします。
摺動面は最新の静圧スライド方式を採用、駆動方式にはリニアモータ駆動方式を採用する事で超精密の面品位・幾何公差をクリアする事が可能です。
スピンドルには回転精度抜群の静圧スピンドルを採用。鏡面研削や面ビレのない研削を容易に実現することが出来ます。
操作盤は誰でもすぐに慣れることが出来る文字レスタッチパネルを採用。加工&ドレス&といし成形を1画面で設定が出来、研削盤を初めて使用するユーザーに最適なソフトです。
オプションにて更なる生産性向上を実現するファインバブル発生装置TWIN-BIXや高能率研削といしキュービトロンⅡといし等、お客様の目的に合わせた仕様をご用意しております。
また自動化ではといしの動バランスを自動で調節するフルオートバランス装置、加工ワークの測定&補正研削を行う事が可能となる機上測定装置、全自動研削を実現する最新CAM等をご用意しております。
【サイズラインナップ】
1500×800mm
2000×800mm
2000×1000mm
3000×800mm
3000×1000mm
4000×800mm
4000×1000mm

平面研削盤で国内市場シェアNO1を誇る岡本工作機械製作所が提案する円筒研削盤ベースの複合研削盤UGM-NCシリーズ。
円筒研削盤の構造をベースに採用、旋回といし軸により最大3つのといしまでを搭載可能。内外径の加工を行うユーザーの工場専有面積を削減するメリットがあります。
また内外径の加工を行うワークをワンチャッキングで加工するため、同軸度は高精度を実現することが可能です。また機内測定による自動化も対応をしています。
操作盤は誰でもすぐに慣れることが出来る文字レスタッチパネルを採用。加工&ドレス&といし成形を1画面で設定ができ、加工条件自動計算機能では加工ノウハウがないオペレータでも自動で加工条件を計算する機能が搭載されています。
【サイズラインナップ】
Φ300×600mm
Φ300×1000mm

平面研削盤で国内市場シェアNO1を誇る岡本工作機械製作所が提案する円筒研削盤OGM-EXⅢシリーズ。
前側ハンドルによる汎用作業とNC操作盤による自動サイクルを両立可能な円筒研削盤。摺動面はV-V摺動面採用、油膜の浮上がり均一・スラスト方向に強い剛性を誇ります。またスピンドル方式にアンギュラコンタクトベアリングを採用することで剛性とメンテナンスフリーを実現、冷間鍛造金型パンチ・超硬・セラミックス類の高能率研削に最適な設計構造です。
操作盤は誰でもすぐに慣れることが出来る文字レスタッチパネルを採用。加工&ドレス&といし成形を1画面で設定ができ、加工条件自動計算機能では加工ノウハウがないオペレータでも自動で加工条件を計算する機能が搭載されています。
【プレーンタイプ】芯間×長さ
OGM225EXⅢ 200×250mm
OGM250EXⅢ 200×500mm
OGM330EXⅢ 300×300mm
OGM350EXⅢ 300×500mm
OGM390EXⅢ 300×900mm
OGM3150EXⅢ 300×1,500mm
[ユニバーサルタイプ]
OGM225UEXⅢ 200×250mm
OGM250UEXⅢ 200×500mm
OGM330UEXⅢ 300×300mm
OGM350UEXⅢ 300×500mm
OGM390EXⅢ 300×900mm
OGM3150EXⅢ 300×1,500mm

平面研削盤で国内市場シェアNO1を誇る岡本工作機械製作所が提案する内面研削盤IGM15NCⅢ-2B。
当社内面研削盤は汎用・NC・2軸NC・立型のラインナップを揃えており、新たに2軸NCの単軸駆動方式を採用したIGM15NCⅢ-2Bをラインナップ。内面研削盤でありながら大型といしを搭載した内外径の加工を実現します。
操作盤は誰でもすぐに慣れることが出来る文字レスタッチパネルを採用。加工&ドレス&といし成形を1画面で設定ができ、加工条件自動計算機能では加工ノウハウがないオペレータでも自動で加工条件を計算する機能が搭載されています。
オプションで機内測定や多関節ロボットによる自動ワーク搬送等にも対応。NCによるマクロプログラム作成でお困りのお客様には自動プログラミングソフトもご用意しております。


