Language: 日本語 | English
Language: 日本語 | English
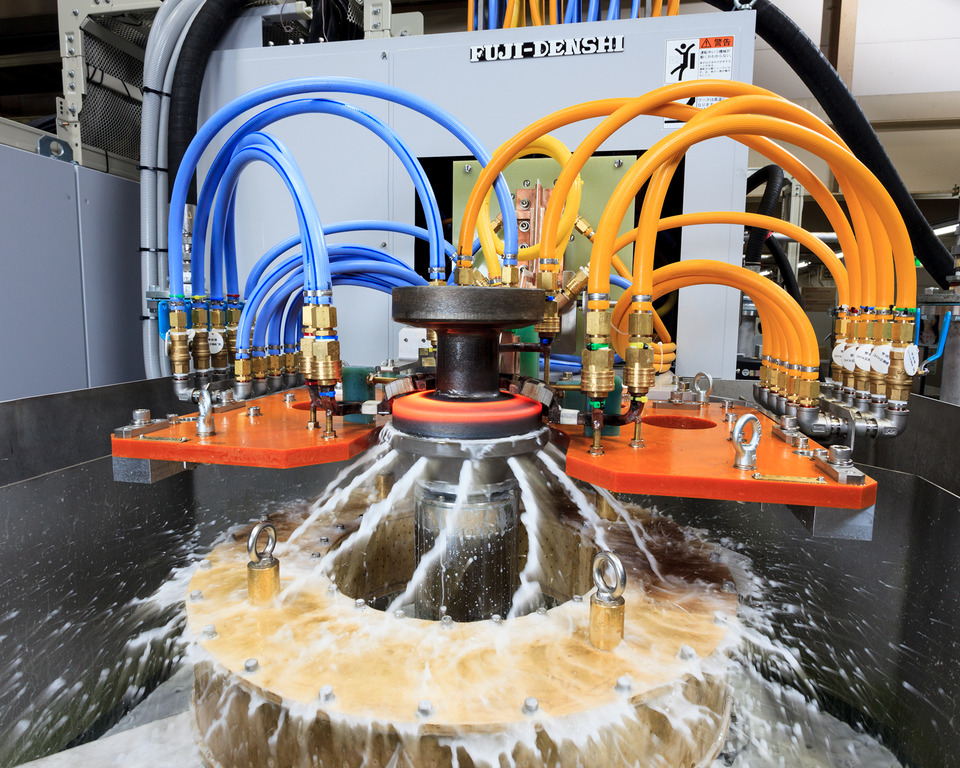
[Custom-made Machines] Driveshaft Hardening Machine
The photo shows our fully-automatic driveshaft hardening machine,
which performs single-shot hardening using our original semi-open line coil.
This machine has an extremely short cycle time of 16 seconds
while achieving high fatigue strength and low runout.
The straightening roller is centered on the workpiece regardless of its length
and keeps runout to under 1/1000 during heating and quenching.
The roller unit height can be easily adjusted with spacers to fit
the workpiece's diameter.
Machine operation, hardening settings, and monitor settings can all be done
on the operation touch panel.

[Job Heat Treatment]
The photo shows the shaft hardening machine in our job heat treatment plant.
The left- and right-hand station are independent, allowing for treatment of
different workpieces.
Shafts from diameter 14~17mm and length 145~180mm can be treated.
Please contact us for your job heat treatment needs.
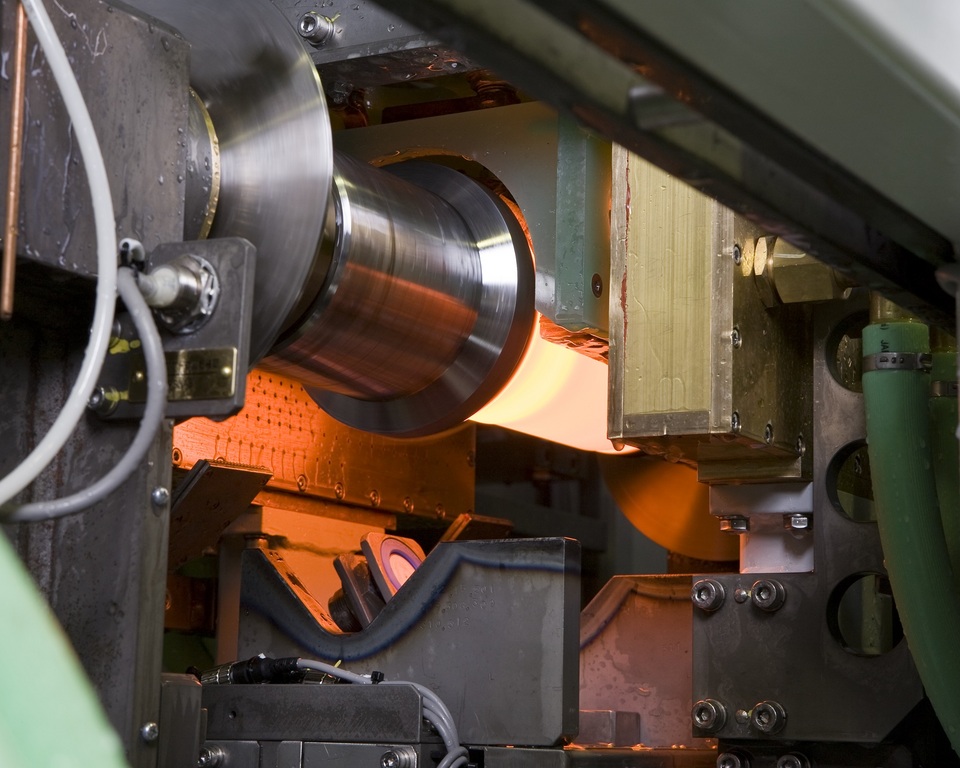
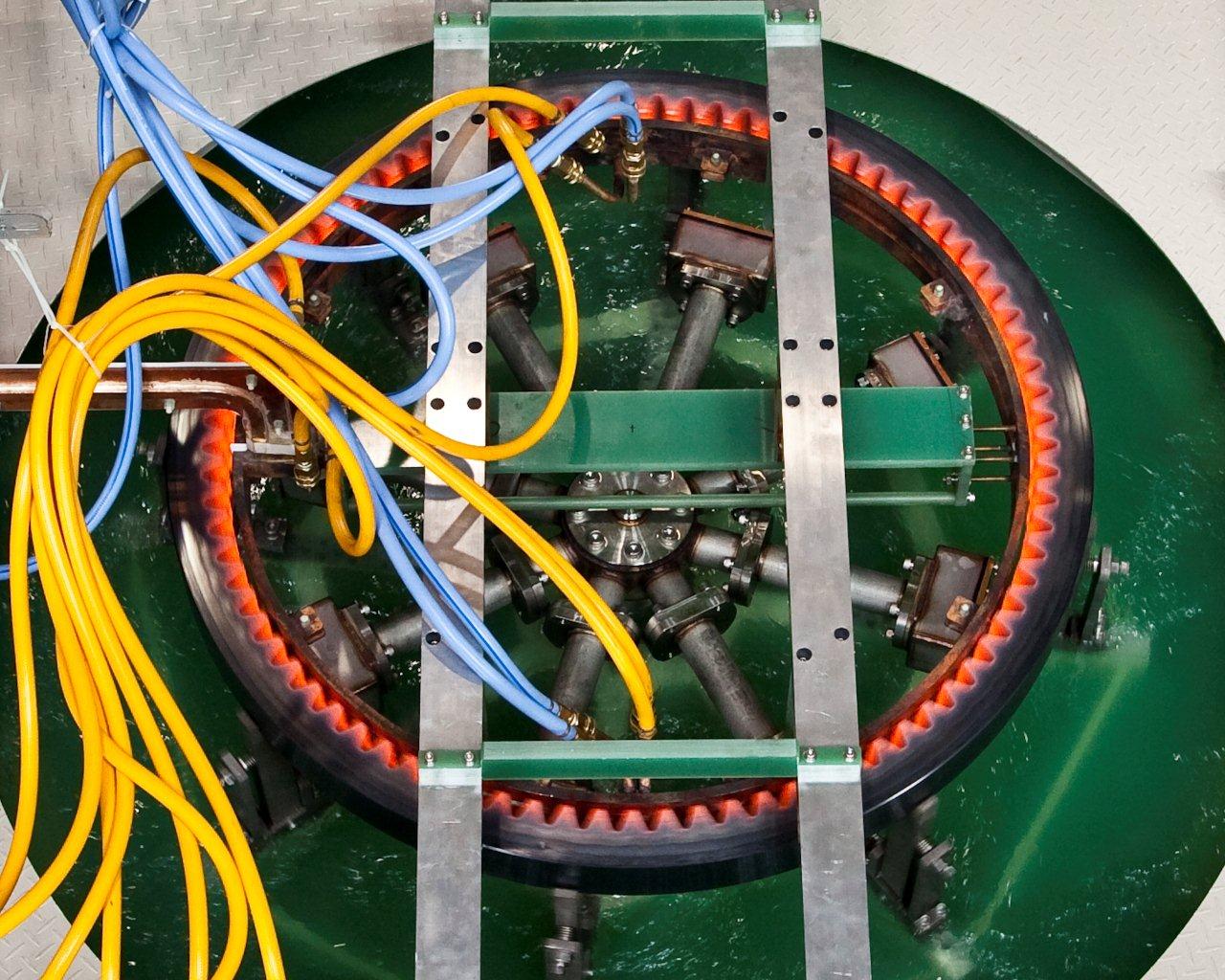
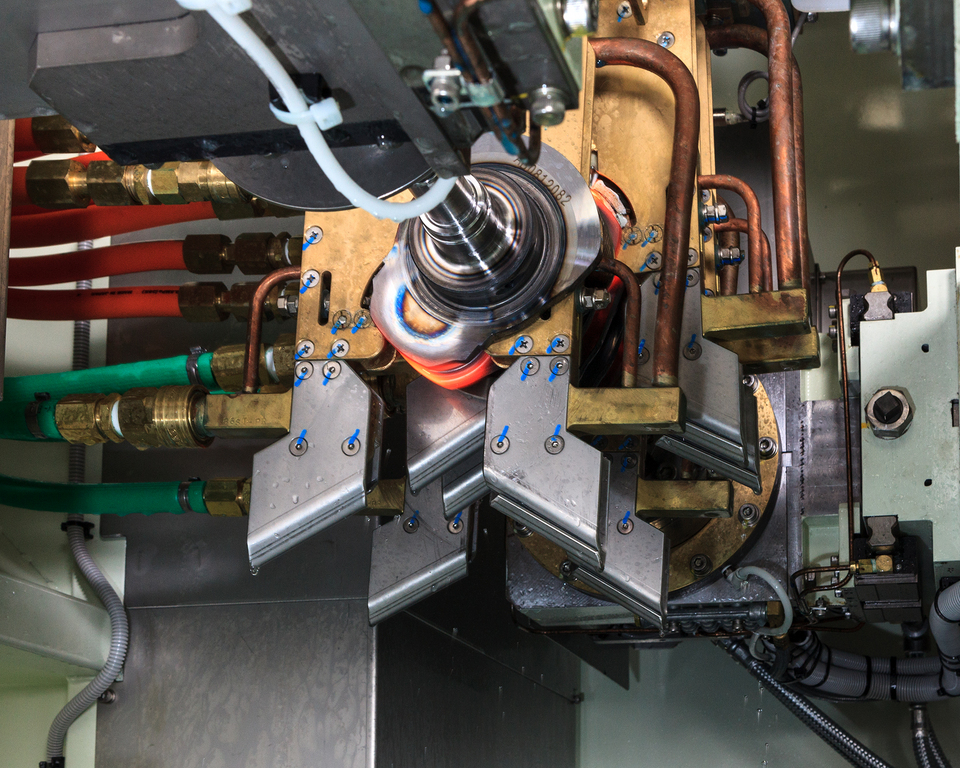
The photo shows our truck powertrain axle shaft induction hardening
and reheating machine.
※At Fuji Denshi, we refer to tempering as reheating to differentiate
from furnace methods.
In the photo, the rotating shaft is induction hardened using our
semi-open line coil.
The green device above the workpiece is the heating coil and the gold devices
in front of and behing the workpiece are the quenching jackets.
To quickly quench the entire shaft, two large volume spray jackets are placed
on both sides of the workpiece.
Even considering the large size of the workpiece, this machine achieves
a cycle time of under 2 minutes for hardening and reheating one workpiece.

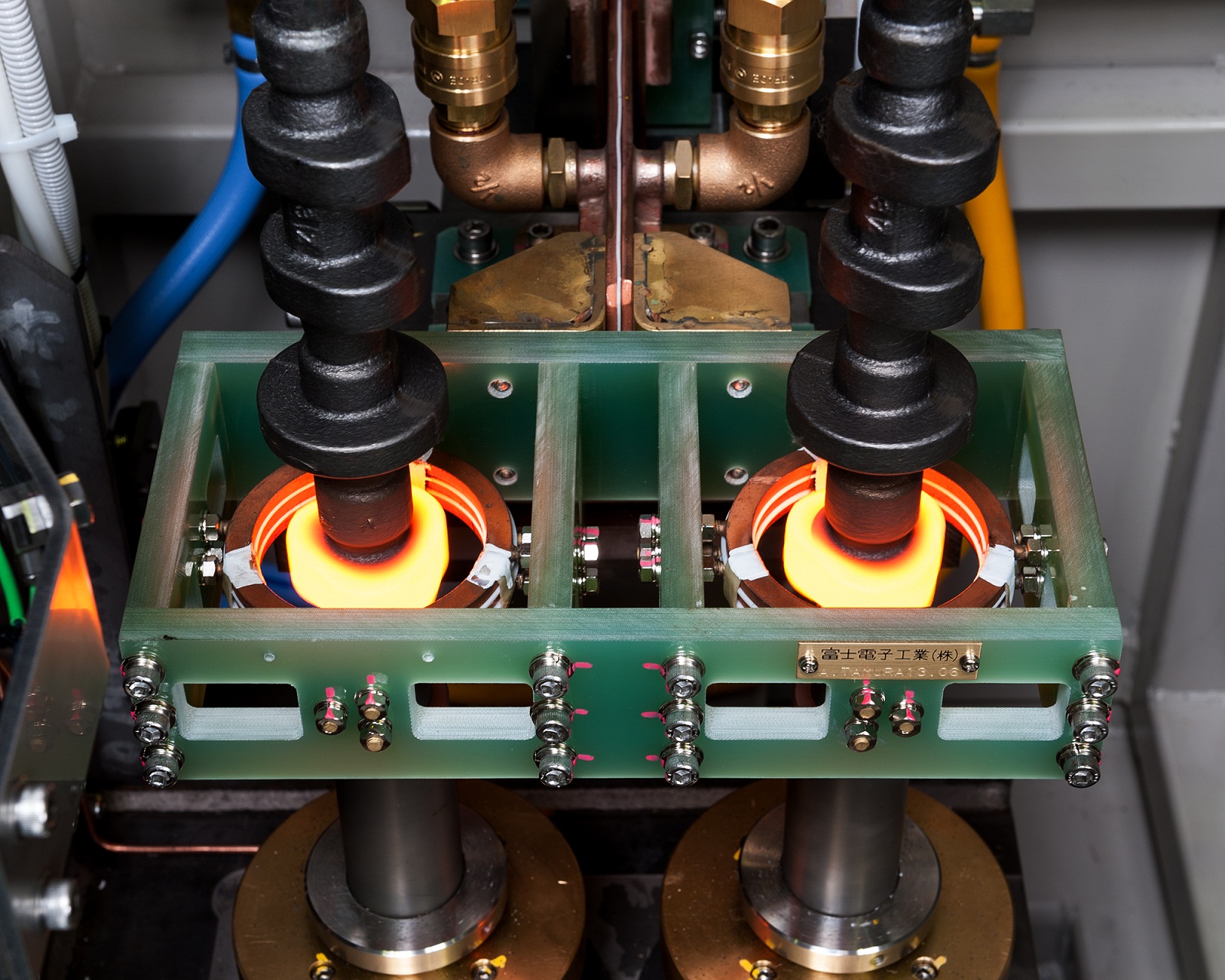
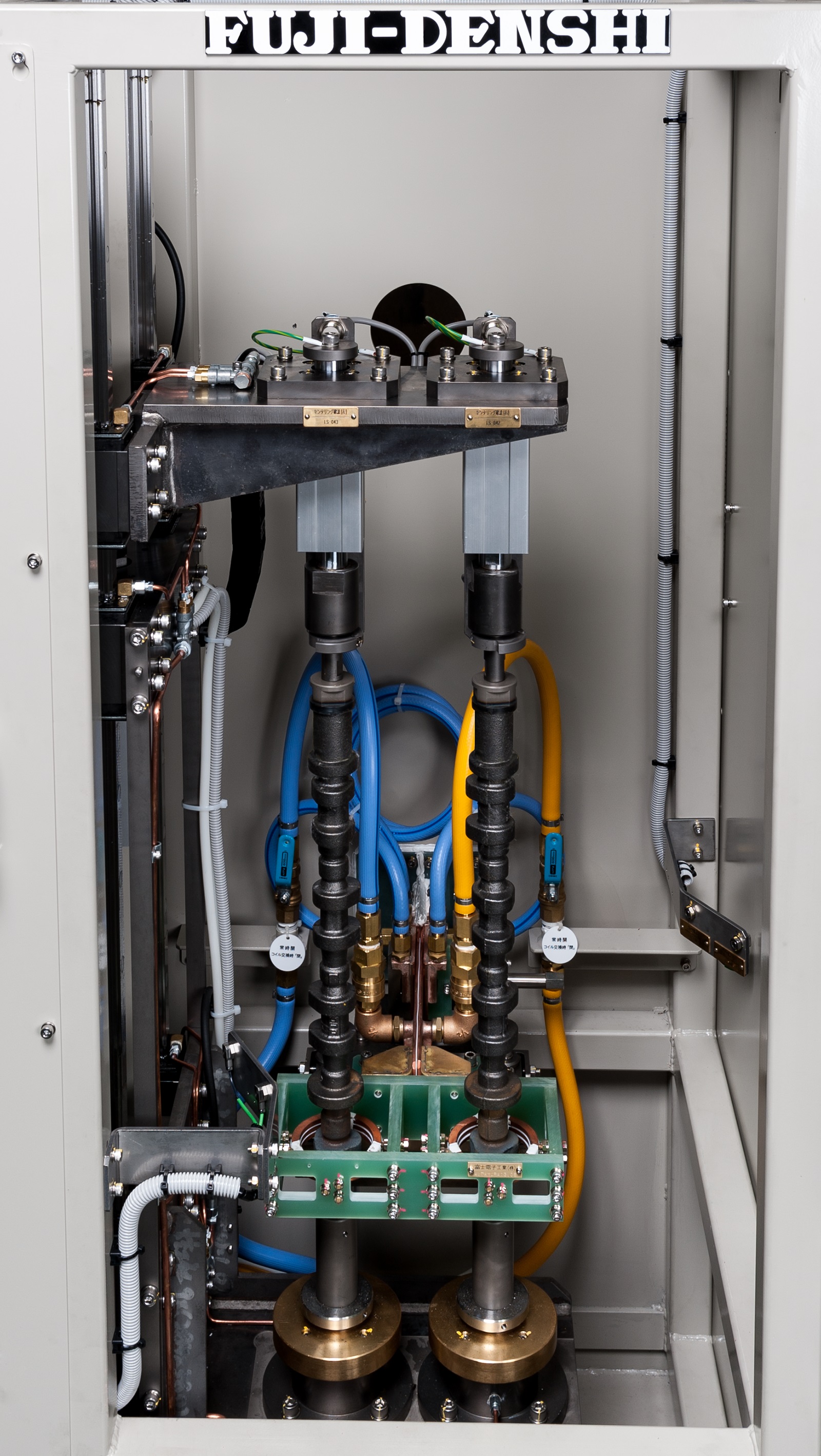
The photo shows two vertical induction hardening machines,
each with two axes, installed in a heat treatment plant.
The inner surface of the 400mm long workpiece is induction hardened.
The inner diameter can range from Φ50 to Φ120, so the converter is
specified to switch between two frequencies.
We made special adjustments to the machine's motor positioning
to meet our customer's request to minimize the height of the machine.

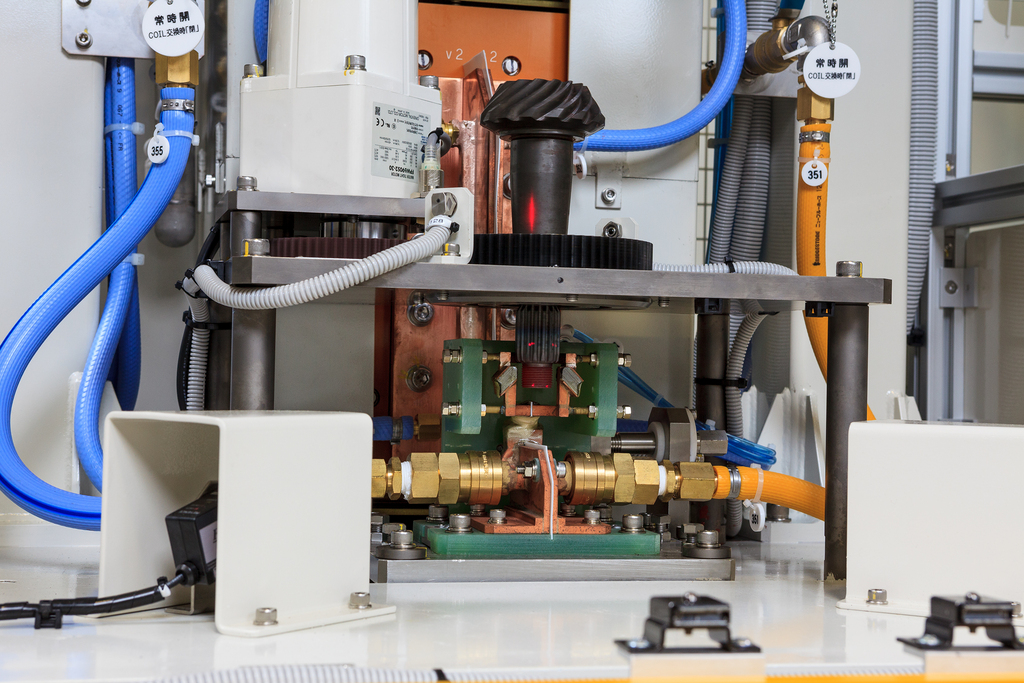
The photo shows our automobile engine camshaft induction hardening
and reheating machine.
To increase productivity, the machine was designed with two stations,
which alternate between hardening and reheating using one converter.
※At Fuji Denshi, we refer to tempering as reheating to differentiate
from furnace methods.
Loading/unloading is done manually. After placing the workpiece
on the front right side jig, a robotic arm carries it to each station.
After hardening, the arm carries the workpiece to the front left port.
This machine also features our patented coaxial coil lead which has
lower lead power loss. The coil lead is shielded from the induced current,
resulting in longer coil life.

The photo shows the hardening station of our automobile camshaft
induction hardening and reheating machine.
In the photo, two noses of two camshafts are being induction heated.
After heating, the coils move laterally and at the same time
the quenching jackets moves from the left over the cams
to rapidly quench them.
Our camshaft hardening machine uses our patented eccentric tracking
mechanism, where the hardening coils follow each cam nose as the shaft
rotates to achieve even heating.
Our originally developed coils are also designed to prevent temperature
difference over the cam surface.
The quenching jackets are designed to even quench each cam without
using excess quenching water.
Using these technologies, we are able to reduce cracking during hardening
as well as cracking during grinding caused by uneven stress, while achieving
an even cashing and low runout.
~Camshaft Induction Hardening Reheat Automobile Parts IH Machine②~
The photo shows the heating station of an automobile engine camshaft
pump cam induction heating machine.
To austemper the ductile iron pump cam, the cam is heated to over 1,100℃
and quenched in the adjacent salt bath.
To effectively heat the triangular shaped target area,
the rotating workpiece is heated with low frequency using
a multi-turn coil until a certain depth is reached.
In the photo, the pump cam is heated to a depth close to the shaft axle.
After thorough calibration, we were able to meet the severe heating
specifications of minimum 1,100℃ and range ±20℃ for two differently
shaped target areas.

The photo shows the single rotating axis hardening station of
an induction hardening machine for automobile transmission parts.
The workpiece, a clutch release fork (clutch lever), is rotated
while heating the inner surface of the center hole.
Our original small spiral multi-turn coil to treat the extremely difficult
multi-diameter hole inner surface.
After heating, the workpiece is carried down out of the coil
and spray quenched by jackets on both sides.
[Pump Cam]
This machine heats two pump cams to over 1000℃.
Our multi-turn coil gradually heats the cam surface for even heating to prevent cracking.

The photo shows our vertical scan induction hardening machine for shafts
used in motors, generators, and alternators.
This machine can treat various shafts including for automboile alternators
and ship generators.
By setting parameters including output power, frequency, coil type,
workpiece size, feed speed, and quenching water flow,
our vertical scan hardening machine achieves high repeatability
As a result, runout is kept to a minimum for high quality hardening
and reduced operation time.

The photo shows our all-purpose single axle double head
vertical scan induction hardening machine.
This machine is installed in an induction heat treat plant
and can treat workpieces up to Φ150 and length 1.5m.
One converter supplies power in alternation to two hardening stations.
Our vertical scan induction hardening machines typically move the coil
during scanning, but this machine was designed for the workpiece
to move as specified by our customer.
By setting the work feed speed and length, repeated automatic heating
for the same workpiece is easily achieved.
This machine is adaptable for high volume production of the same workpiece
and also flexible production for various workpieces.

[Custom-made Machines]
The photo shows the hardening station of our double axis
vertical scan induction hardening machine.
This machine can treat workpieces from inner diamater Φ50 to Φ120.
In the photo, one coil unit is simultaneously treating two workpieces.
Quenching water is sprayed from the hole in the receive jig seen
at the bottom for rapid quenching.
In this scan hardening machine, the heating coil and quenching jacket
are combined into one unit.

The photo shows the heating station of our automobile engine
camshaft induction hardening and reheating machine.
3 coils are used to simultaneously heat 6 cam noses of a V6 engine camshaft.
Our original coil design prevents cracking from overheating of the cast iron camshaft.
The quenching water volume is also controlled to further prevent cracking.
~Camshaft Induction Hardening Reheat Machine②~

The photo shows the hardening station of our all-purpose hardening machine
for automobile parts.
This machine has two hardening stations, enabling it to harden
two different types of workpieces when equipped with different coils and jigs.
Treatable parts include:
・Shift fork
・Clutch release fork
・Lever striking
・Bracket
and other such parts for automobile transmission, which have difficult shapes
including curves and teeth.
To treat curved sections, a MOSFET transistorized converter
capable of outputing frequencies of 100~300kHz is used.

The photo shows our large part hardening machine in our heat treat plant.
This machine can treat parts up to 15m in length and 40t in weight.
The machine treat beds, columns, and slide guides, among other parts.
Our specialized technology for surface hardening controls quenching
to ensure minimum runout.

[Custom-made Machines]
At Fuji Denshi, we design and manufacture induction heating machines
to our customer's specifications.
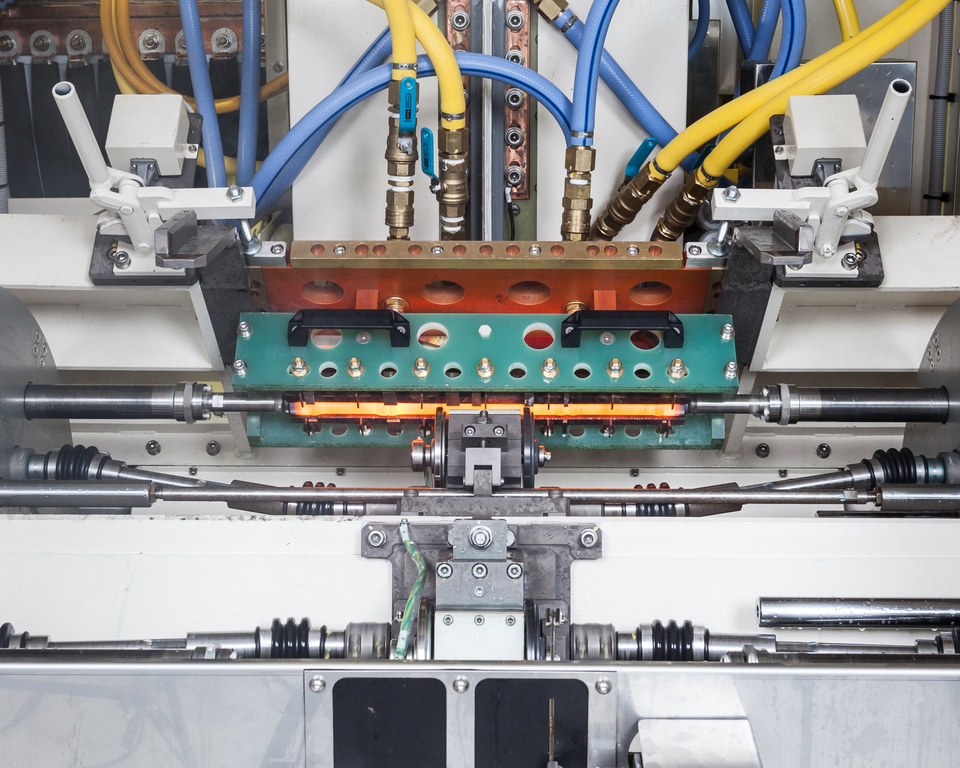
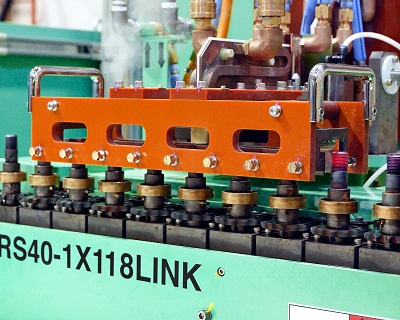
The photo shows a truck powertrain axle shaft induction hardening machine.
The workpiece can be seen at the hardening station in the center of the photo.
This machine is able to treat shafts of various diameters and length.
This machine was designed for manual loading/unloading
due to the small lot size of truck axle shafts and the need to treat workpieces
of different specifications.
The green unit under the workpiece is the heating coil.
To minimize runout, this machine is equipped with a semi-open line coil
and a straightening roller.
The box-shaped unit in the back of the hardening station equipped with hoses
is the quenching jacket.
During hardening, the quenching jacket rotates forward 90˚ and the center door
closes to prevent quenching water from splashing.
~Axle Shaft Induction Hardening Machine① Automobile Parts
Induction Heat Treat~
This is an induction annealing machine for studs,
a type of shaft jig for cam followers.
After hardening the entire surface by carburizing, only the screw section
is annealed by induction.
As seen in the photo, the workpiece is carried from the left by conveyor
through the tunnel coil, where it is continuously heated,and out to the right.
This machine can be equipped with 3 types of coils and 2 types of jigs
to treat 11 different workpieces.

As the demands for lighter, stronger, more efficient, and more eco-friendly
engine manufacturing increase, we at Fuji Denshi have supplied over
250 crankshaft hardening machines domestically and overseas.
Our crankshaft hardening technology, based on our semi-open coil
and rotating tracking method, includes numerous innovations which combine
to minimize runout.
Our fillet hardening technology has become a must-have for stonger
and lighter crankshafts.
We strongly encourage manufacturers currently using carburization
to consider our induction technology to improve cost, lead time, and runout.

[Heat Treat Plant]
This machine can treat 3 different automobile transmission parts.
This system has 3 hardening machines sharing 1 converter.
From the left,
・single rotating axle hardening machine x 2
・double axle vertical scan hardening machine x 1
By changing the coils and jigs, all three machines can be retooled
to treat various workpieces.
The converter is also specified to switch between four frequencies
(80kHz, 100kHz, 200kHz, 300kHz) to treat various parts.
It also features an interlock circuit control to allow treatment of
various parts in succession.

[Custom-made Machines]
The photo shows an automobile steering upper shaft induction annealing machine.
After forming with a press, the desired sections of the hardened workpiece
are induction heated for annealing.
The workpiece is carried by the belt conveyer and positioned by the centering unit.
Then it is lifted into the machine, inserted into the coil, and heated.
The coil is specially designed to heat two workpieces simultaneously.

This photo shows the heating station of our automobile transafer shaft
and helical shaft induction annealing machine.
After the entire surface is hardened by carburizing, only a section
is annealed by induction.
The workpiece is automatically loaded into the annealing station,
and after annealing is automatically unloaded.
By synchronizing loading and unloading, a shorter cycle time was achieved.
This machine is one example of our simple yet highly productive
induction heating machines.

At Fuji Denshi, we manufacture high frequency induction heating machines.
We also have a heat treat plant at our headquarters In Yao, Osaka.
While we consider induction hardening our specialty,
we have also developed many technologies in other fields.
The photo shows brazing by induction. Compared to brazing by gas burner,
induction is more energy efficient and has higher repeatability.
We have supplied this induction solution to blade and tool manufacturers.
For customers considerig brazing solutions, feel free to contact us.
~High Frequency Induction Heating Brazing IH Brazing Heat Treat~
[Job Heat Treat]
The photo shows hardening of the teeth of a gear.
After heating, the workpiece is lowered into the quenching water,
where it is sprayed by additional quenching water to achieve an even casing.
We have a large-scale and small-scale dip-spray hardening machine
in our heat treat plant, which together can treat parts up to diameter 1.8m.
We have also manufactured and installed this same machine in our customer's plant.
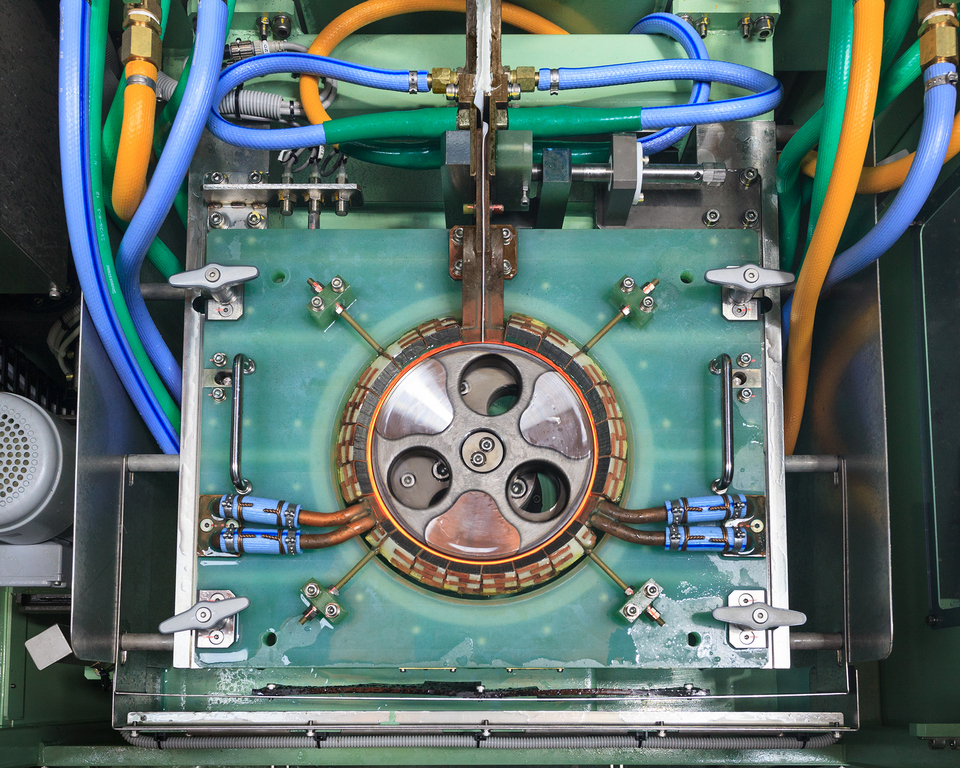
The photo shows the hardening station of a reduction gear hold flange
induction hardening and reheating machine, seen from above.
The outer circumference of the disc-shaped workpiece in the center
is heated by the ring coil.
The workpiece is loaded/unloaded from under the coil.
After the workpiece is set, the jig raises the workpiece into the coil,
where it is heated at a very close distance.
After heating, the jig carries the workpiece down to the quenching position.
Quenching water is sprayed from the surrounding jackets
for quick and even quenching.
This machine is designed to achieve high hardening quality
by optimizing heating time, power, quenching time, and water flow.

The photo shows a reduction gear hold flange induction hardening
and reheating machine.
With one converter supplying power to three hardening machines,
this system is able to harden and reheat flanges of different specifications
in parallel.
※At Fuji Denshi, we refer to tempering as reheating to differentiate
from furnace methods.
A robot loads the workpiece from the front port.
Each machine is operated under separate settings to achieve
high productivity and quality.

The photo shows an automobile engine crankshaft
induction hardening machine.
In the front right is the hardening machine,
to the left is the cooling water tank and quenching water tank,
in the center is the incoming panel,
and to the right is the transistorized converter.
The hardening machine has been designed to optimize compactness
and the overall layout was designed to meet our customer's specifications.
This machine is installed in an engine production line,
where it receives the workpiece from the previous process,
and automatically sends it to the next process after hardening.

[Originally Developed Converter]
FIT
・Compact IGBT converter
・Frequency max. 100kHz, power max. 30kW
・Applicable for low power hardening, heating, brazing, etc.

The photo shows an automobile engine crankshaft induction
hardening machine.
This machine is designed for fillet hardening of pins and journals of
compact, lightweight crankshafts.
This machine is installed in an engine production line,
where it receives the workpiece from the previous process,
and automatically sends it to the next process after hardening.
The workpiece is loaded from the left, then the pins are hardened
at the left hand station.
The journals are then hardened at the righthand station,
before the workpiece is unloaded to the right.
This machine is specified for compactness and short cycle time
(under 60 sec/pc).
This was achieved by designing and manufacturing coils to control
the high power at the fillet corners using the Elotherm method.
☆ In the Elotherm method, semi-open coils track the rotating workpieces,
achieving low distortion and even casing.

TGI
・MOSFET transistorized converter
・Frequency above 100kHz, lower power compared to IGBT converters
・Power 50~220kW applicable for small, thin part hardening

Transistorized Converter
・IGBT converter
・Frequency 1kHz~100kHz
・Switching between multiple frequencies possible (ex. 10kHz, 100kHz)
・Power 50~600kW in most applications, with some others over 1000kW
・Wide specification range
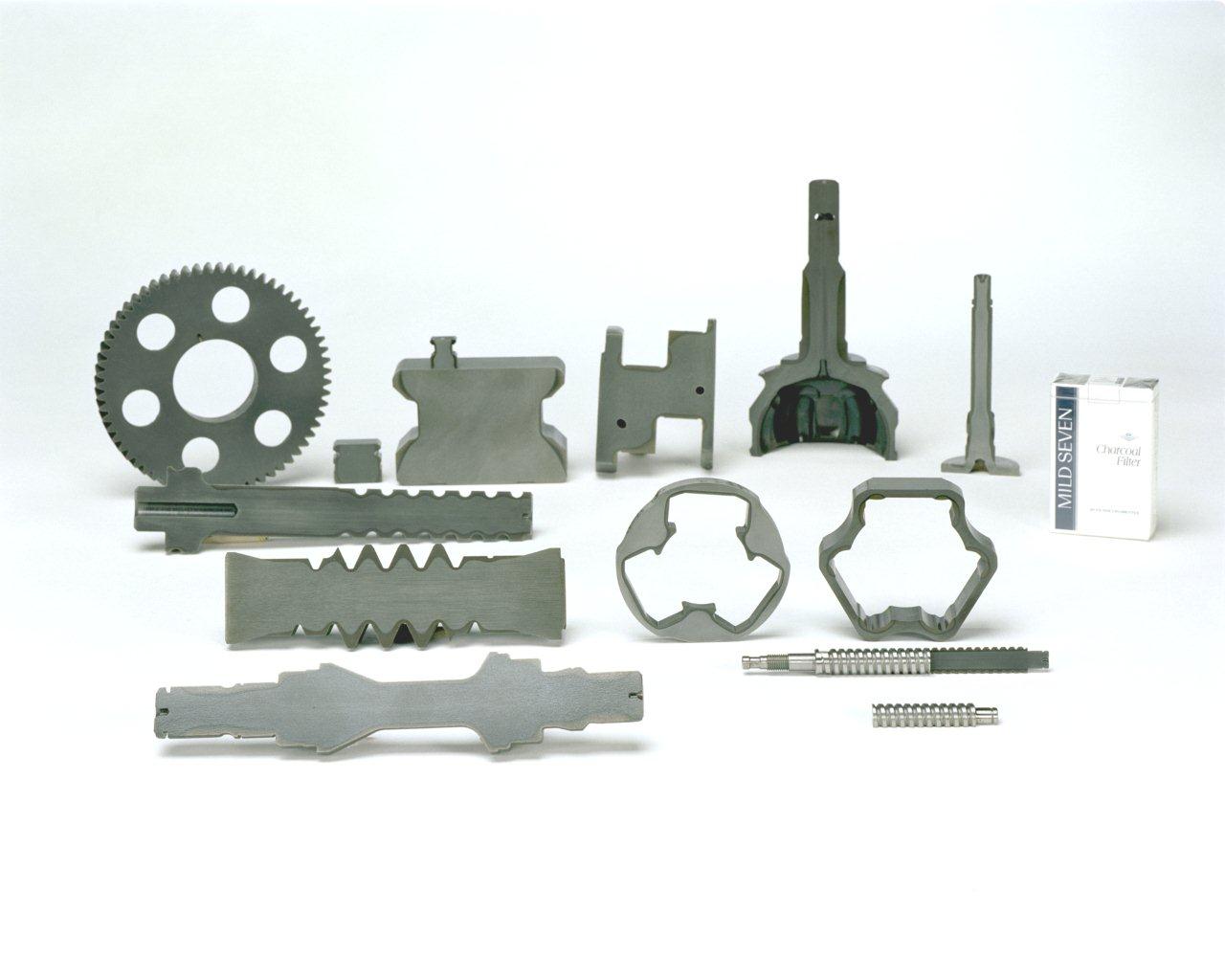
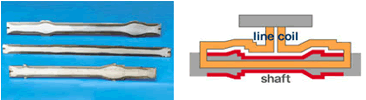
The photo shows cut samples of various machinery parts hardened
by our induction hardening machine.
The gray area of the cross section is the hardened casing.
As seen in comparison with the pictured cigarette box, the parts
are surprisingly small and the hardened areas are complexly shaped.
At Fuji Denshi, we apply our induction heating technology to meet
our customer's heat treat needs by supplying machines or providing
in-house job heat treat.
One of our specialties is heat treatment of large workpieces such as
construction machinery slewing bearing and machine tool beds and columns.
~Induction Hardening Cut Sample IH Heat Treat Automobile Parts
Production Machinery Parts~

We exhibited at the 21st M-Tech Expo. Thank you for your attendance.
~~~~~~~~~~~~~~~~~~~~~~~~~
21st M-Tech Exposition
October 3 - 5, 2018
Intex Osaka, Hall 6B, Booth 42-26
We will be displaying numerous cut samples as well as
our induction hardening technology by DVD.
Please stop by and ask any questions to our staff.

[Large Bed Induction Hardening Machine:] 1100kW/10~100kHz
Maximum workpiece dimensions: W 3m x D 15m x H 2m
This hardening machine can treat workpieces up to 40t in weight
such as gears, crankshafts, columns, and beds.
By controlling the gap beween the coil and workpiece surface via sensor,
the coil automatically tracks the workpiece surface for stable hardening.
This is an original technology not available anywhere else in Japan.
Please consult us for hardening of any large parts.
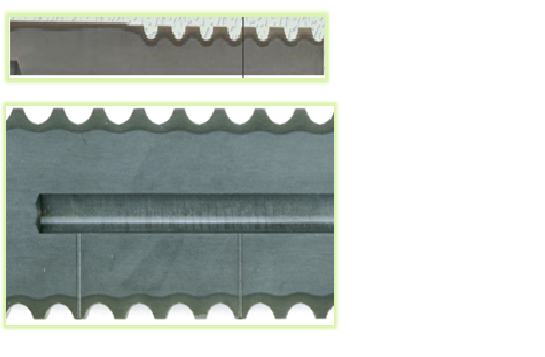
[Ball Screw Hardening]
◆ Traditional method: only harden the screw teeth, not the groove
◆ Fuji Denshi method: achieves casing on both teeth and grooves
[Fuji Denshi Ball Screw Hardening]
◆ Using our original line coil, current flows along the workpiece axis,
achieving hardening in the ball grooves.
◆ With our original quenching method, uneven casing and cracking
are prevented.
◆ The support roller minimizes runout during the entire process.
At Fuji Denshi, we have developed state-of-the art induction heating technology
capable of achieving high precision, high strength, and environmentally friendly
heat treatment.
We refer to this technolgoy as precision hardening.
★Driveshaft Hardening★
By using our semi-open coil and single-shot method, an ideal casing is formed,
while evenly creating residual stress over the shaft surface, and as a result
greatly increasing fatigue strength and torsion strength.
This method far surpasses scan hardening in terms of hardened strength,
evenness, and power consumption.
As one of the first manufacturers to use line coils, we added support rollers
and other innovations to create the best driveshaft hardening process.
~Driveshaft Hardening~

Iron is heated past the austenite temperature and quenched to form martensite.
During heating and quenching, minor temperature differences cause variation
in the martensite casing, resulting in runout and cracking.
However using one-shot hardening, this variation is kept to a minimum.
The quenching method also has a large impact on hardening quality.
Our extensive know-how of quenching technology ensures our machines
achieve high quality hardening.
Please contact our sales department with your hardening and heat treat needs.
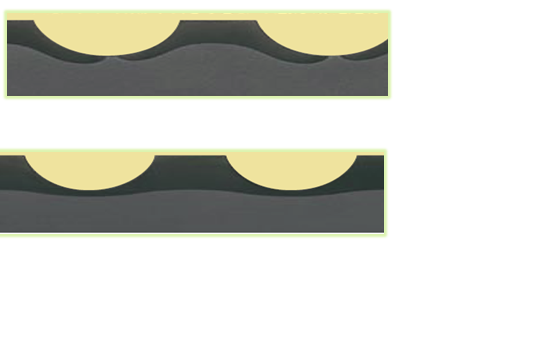
This photo shows the hardened pattern of a ball screw.
For large diamater ball screw hardening:
◆ Traditional method: only harden the screw teeth, not the groove
◆ Fuji Denshi method: achieves casing on both teeth and grooves
Fuji Denshi ball screw hardening:
◆ Using our original line coil, current flows alonf the workpiece axis,
achieving hardening in the ball grooves.
◆ With our original quenching method, uneven casing and cracking
are prevented.
◆ The support roller minimizes runout during the entire process.
The photo shows the hardening station of an automobile engine crankshaft
induction hardening machine.
During hardening, the coil follows the pin section of the rotating workpiece
as it heats.
※ As seen in the photo, each pin, out of phase with the others,
is treated by a separate coil.
Through this method, our hardening technology is able to achieve:
・low runout
・even casing
・short cycle time
・compact machine design
In recent years, crankshafts have become smaller and thinner to
improve fuel economy.
The pictured crankshaft is a small, thin model, which also required
fillet hardening of the pins and journals.
Using our extensive designing know-how and hands-on experience,
we achieved the specified fillet hardening by designing the coils to
optimize power control.

Induction heating has many applications in addition to hardening.
Here are some examples from our experience.
※The photo is an example of brazing.
[Heating of Metal Products]
Ceramic and diamond tips of
・bladed instruments for machine tools and construction machinery
・blades for meat production machinery
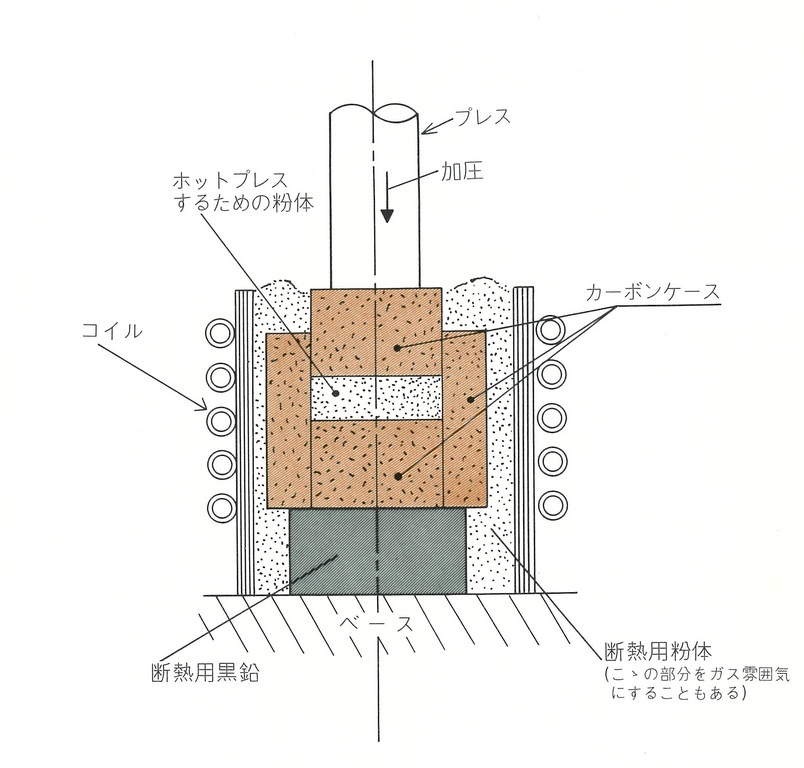
Hot press for chip production
Heating before and during forging of metallic products such as
・automobile parts
・tools including pincers, wrenchs and material bending
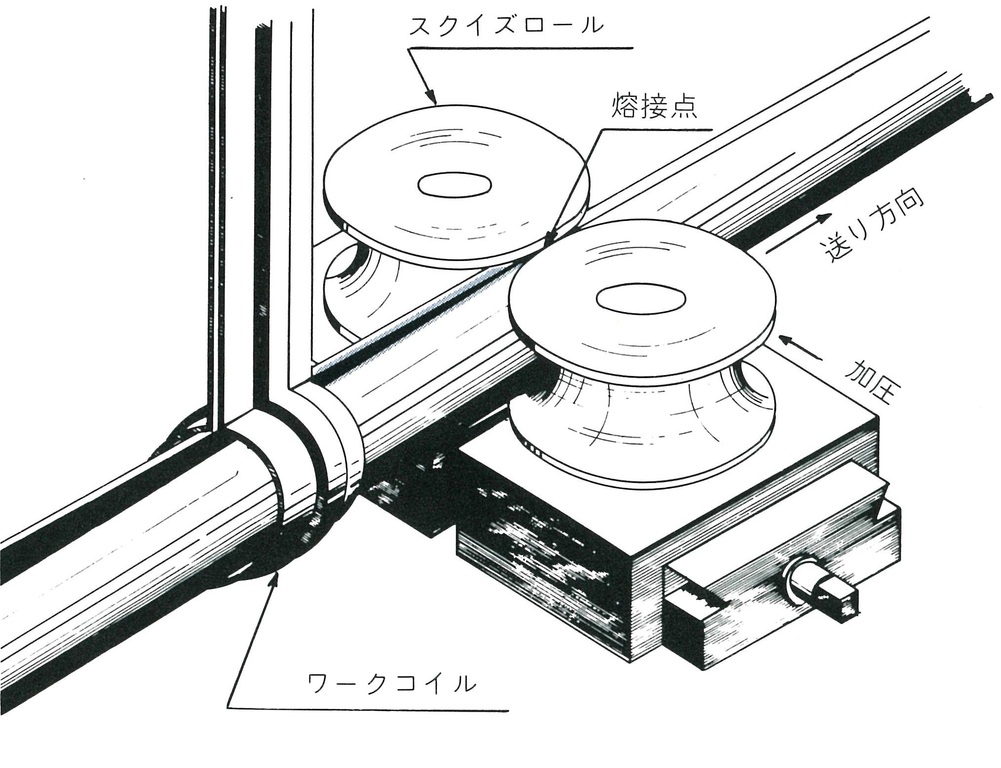
A pipe is formed by rolling a metal sheet, then the seam is welded
by induction heating.
For oil piping, etc., the pipe is then post-annealed.
Rotor axles and bearing axles for motors are fitted together
using thermal expansion.
Iron is melted and poured into a cast to produce castings.
※ Copper, brass, cold, silver, platinum, etc. can also be melted.
[Heating of non-metallic products]
・X-ray tube electrode heating
・Syringe needle hardening
<Household appliances>
・Liquid-crystal television and smartphone backlight electrode heating
・Mobile phone and electrical appliance metal-plastic bonding
Heating of aluminum seals for glass and plastic containers
☆ In contrast to flame and gas atmosphere heating,
induction directly heats metal, making it optimal for heating in products
containing rubber and plastic.
Induction heating has many applications in addition to hardening.
Here are some examples from our experience.
※The photo is an example of sintering.
[Heating of Metal Products]
Ceramic and diamond tips of
・bladed instruments for machine tools and construction machinery
・blades for meat production machinery
・Hot press for chip production
Heating before and during forging of metallic products such as
・automobile parts
・tools including pincers, wrenchs and material bending
A pipe is formed by rolling a metal sheet, then the seam is welded
by induction heating.
For oil piping, etc., the pipe is then post-annealed.
Rotor axles and bearing axles for motors are fit together
using thermal expansion.
Iron is melted and poured into a cast to produce castings.
※ Copper, brass, cold, silver, platinum, etc. can also be melted.
The metal inside the glass tubing is heated and chemically purges
the gas inside.
[Heating of non-metallic products]
・X-ray tube electrode heating
・Syringe needle hardening
<Household appliances>
・Liquid-crystal television and smartphone backlight electrode heating
・Mobile phone and electrical appliance metal-plastic bonding
Heating of aluminum seals for glass and plastic containers
☆ In contrast to flame and atmosphere heating, induction directly heats metal,
making it optimal for heating in products containing rubber and plastic.
~Induction Heating Application Brazing Sintering Pipe Welding Melting
Medical Machinery Food Rubber Resin Chemical ②~

The photo shows the hardening station of our horizontal hardening
and reheating machine for construction equipment shafts.
This machine automatically hardens mutiple types of shafts.
In the majority of our scan hardening machines, the workpiece is kept
stationary while the coil and power transformer unit moves,
a design technologically superior in general.
However, the shafts treated by this machine are relatively short.
To minimized cycle time, a horizontal scan design was chosen
with the focus on the loading/unloading speed of the shafts.
The workpiece is loaded horizontally by robot, then rolls along
the guide rail to the receive jig. After hardening, the workpiece
rolls along the unloading guide rail to the unloading station.

At Fuji Denshi, we offer high productivity and quality hardening technology
for not only automobile parts and small parts, but also for large parts.
[Large Gears]
We use a full-circumference one-shot hardening method to achieve
an adequate casing.
[Large Idlers]
Our original semi-open coil is designed to match the shape of the workpiece
to achieve even hardening.
[Original Dip-Spray Quenching]
By submerging the workpiece in quenching water, stirring the water,
and spraying additional quenching water, the entire workpiece is
quenched evenly, achieving an even casing.
[Large Beds]
●Workpieces up to 15m, 40t including columns and beds for machine tools
Both machine order and job hardening options available
●Automatic Coil Tracking
For surface hardening, our position sensor measures the gap between
the coil and workpiece surface and the coil is moved accordingly to
maintain a constant distance to achieve an even casing.
Please contact us for you heat treatment needs.

The following is a description of the IH principles behing our
induction hardening and the features of our power unit.
[IH (Induction Heating)]
① Current flows through the coil.
② A magnetic field is generated.
③ Eddy currents are generated on the workpiece surface.
④ The workpiece heats itself via Joule heating.
[Fuji Denshi Power Unit]
・The photo shows our high frequency power unit.
・One unit can be used to generate multiple frequencies,
eliminating the need for multiple units for different hardening specifications.
・When replacing our vacuum tube converters with transistorized converter,
in general, the same coils can be used.
[Eco-friendly Energy Source]
・Our converter achieves a converter efficiency of 95%,
the highest in the industry.
・High converter efficiency reduces power consumption loss
and thereby saves energy required for quenching as well.
・Electrical costs reduced more than half compared to vacuum tube converters.

We exbihited at the FBC Ho Chi Mingh 2019.
Thank you for your attendance.
★Location★
Phu Tho Indoor Sports Stadium
https://goo.gl/maps/QxuPqrFxV24pxttH8
★Booth Number★
A125、A126
Monodzukuri Nadeshiko booth
★Overview★
At this exposition, Japanese and Vietnamese companies assembled
to promote their products and operations and expand purchase routes
for materials and parts.

The photo shows a cut sample for a guide rail for linear accuators
hardened by our induction hardening machine.
The pattern seen on the cut sample shows that the shaft has been
hardened down to the bottom of the guide rail grooves.
The most difficult part of hardening this workpiece is preventing runout.
During scan hardening of the groove, the concave guide rail slightly twists.
Runout in the vertical or horizontal direction only can be corrected,
but twisting is not so easily corrected, which in general resultsin many
defective hardened parts and increased lead time.
Through extensive trial and error, we at Fuji Denshi developed
a combination of hardening machine, coils, and jigs to minimize runout.
We offer similar solutions for optimal hardening of a wide variety of workpieces.
Please contact us with your hardening needs.

The photo shows a track powertrain axle pipe induction hardening
and reheating machine.
※At Fuji Denshi, we refer to tempering as reheating to differentiate
from furnace methods.
The pipe shaped workpiece is orientated horizontally in the hardening station.
This machine is able to treat pipes of various diameter and length
by retooling the machine.
This machine was designed for manual loading/unloading due to
the small lot size of truck axle shafts and the need to treat workpieces
of different specifications.
The green colored unit above the workpiece is the heating coil,
and the gold colored unit under the workpiece is the quenching jacket.
After the workpiece is loaded, the receive jig carries it down,
where it is held by the centering unit.
It is then lifted up, where model identification is done.
The workpiece is then carried under the appropriate coil for the workpiece model
and the coil is lowered onto the workpiece.
The workpiece is rotated while hardened.
Due to the large size of the workpiece, heating and quenching takes a
relatively longer time, but this hardening and reheating machine is able
to achieve a cycle time of 2 minutes per workpiece.
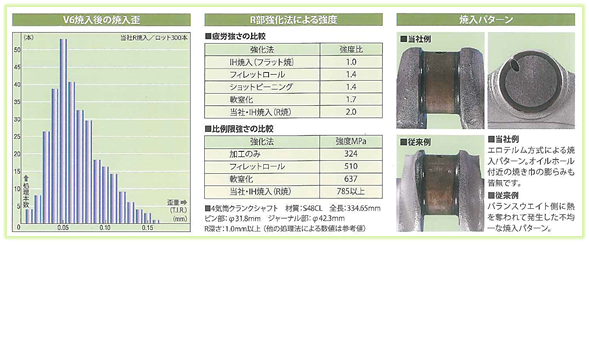
[Fuji Denshi Crankshaft Hardening Machine]
■High Quality Fillet Hardening
In recent years, our fillet hardening has helped achieve stronger and
more lightweight engines, which contribute to addressing environmental issues.
■Even Casing and Minimal Runout
Combining our original semi-open coil design and power reduction method,
an even casing is achieved on the pin tops and bottoms,
keeping runout to a minimum.
■Multi-section Simultaneous Hardening
Simultaneous hardening of all pins and all journals is made possible
by our multi-frequency converter and thin disc transformers.
■Compact Design
By developing smaller coils and thinner disc transformers, we have
created a compact machine design to enable access for multiple directions.
~Crankshaft Automobile Parts Induction Hardening Heat Treat Osaka
Fuji Denshi~
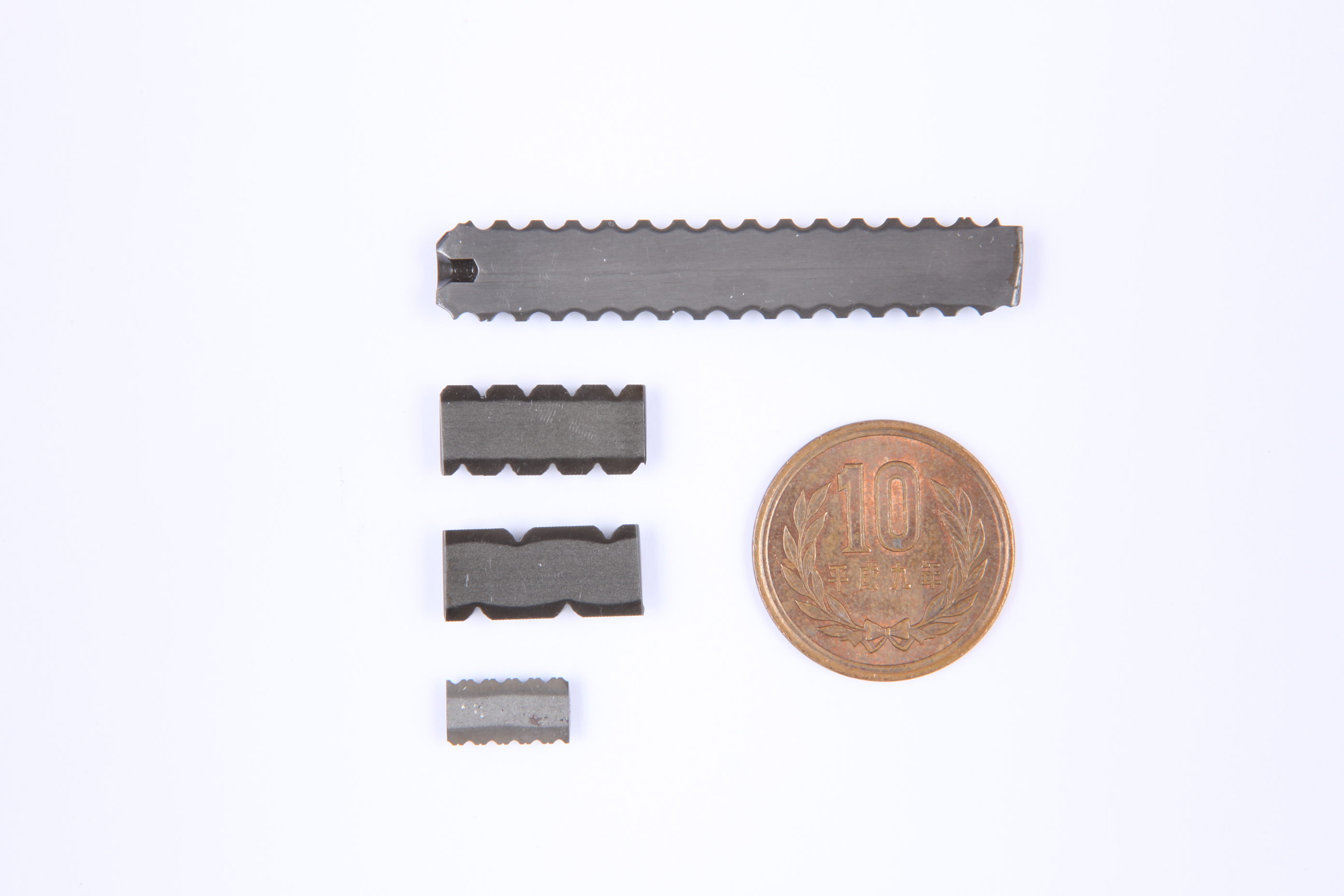
The photo shows a cut sample of a small diameter ball screw,
shown in comparison with a 10-yen coin.
Our method achieves an adequate case depth in the ball groove
without overheating even for small ball screws.
We design each coil custom-made and calibrate each machine
to meet our customer's specifications.
Please contact us with your induction heat treat needs.
Our advisor Junji Minoue was featured in the magazine {Shoukou Shinkou]
published by the Osaka Prefectural Manufacturing & Industrial Association.
Here is his submission in the Manufacturing Q&A section.
*********************************************************************************
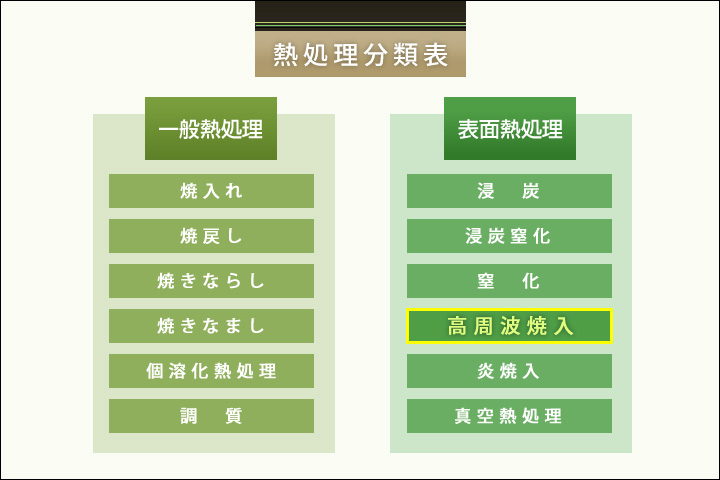
[Induction Hardening] is one type of heat treatment of steel products,
but it is especially known as a treatment for only selected sections of
a part or for surface hardness of only a few millimeters depth.
This is why induction hardening is also called surface hardening.
Induction hardening is a process that uses only electricity as an energy source
and can be applied to a wide range of steel products including
production machinery, machine tools, construction equipment, automobiles,
ship axles, gears, and bearings.
The heating principle behind induction hardening, the same as that of
induction heating cookers, is to rapidly and directly heat the workpiece
by magnetic induction without contact.
By using large volume power sources ranging from several 100kWs to
over 1000kW,the workpiece surface is heated to almost 1000˚C
in only a few seconds.
Hardening methods have been long used for blades and swords.
After heating the blades to temperatures high than red heat, they were
rapidly quenched in water or other liquids to harden them.
As steel parts are hardened, they also become more brittle.
However, induction hardening only hardens a few millimeters of
the part's surface, retaining the original material's flexibility.
This make induction hardening an ideal heat treatment process.
Also, by hardening the surface, rotation, abrasion, and tensile strength
are increased, making induction hardening ideal for making stronger,
more lightweight industrial parts with an energy efficient process.
In the automobile industry, as the demand for lower carbon emissions and
higher safety and endurance grow larger year by year, parts for engines,
transmission, suspension, and steering must be lighter and stronger.
Induction heating is a valuable process that achieves these two seemingly
contradictory requirements.
In addition, in comparison to fuel-powered heating machines, induction
hardening machines contribute to a cleaner work environment, machine
start and stop can be done at will, and in-line automatization is done easily.
~What's Induction Hardening Vol. 1~
Induction heating has many applications in addition to hardening.
Here are some examples from our experience.
※The photo is an example of pipe welding.
[Heating of Metal Products]
Ceramic and diamond tips of
・bladed instruments for machine tools and construction machinery
・blades for meat production machinery
・Hot press for chip production
Heating before and during forging of metallic products such as
・automobile parts
・tools including pincers, wrenchs and material bending
A pipe is formed by rolling a metal sheet, then the seam is welded by
induction heating. For oil piping, etc., the pipe is then post-annealed.
Rotor axles and bearing axles for motors are fit together using
thermal expansion.
Iron is melted and poured into a cast to produce castings.
※ Copper, brass, cold, silver, platinum, etc. can also be melted.
[Heating of non-metallic products]
・X-ray tube electrode heating
・Syringe needle hardening
<Household appliances>
・Liquid-crystal television and smartphone backlight electrode heating
・Mobile phone and electrical appliance metal-plastic bonding
Heating of aluminum seals for glass and plastic containers
☆ In contrast to flame and gas atmosphere heating, induction directly
heats metal, making it optimal for heating in products containing rubber
and plastic.
~Induction Heating Application Brazing Sintering Pipe Welding Melting
Medical Machinery Food Rubber Resin Chemical ③~

We are proud to receive the Monodzukuri Japan Prize of Excellence.
[Field] Supporting Industry and Society - Products and
Technological Development
[Submission] Development of Compact Semi-open Coil, Disc Transformer
for Automobile Parts Induction Hardening Machine
This award is presented to persons or groups who have achieved significant
excellence in manufacturing.
Our submission was made under the names of our board members
and managers of each department as representatives.
The presentation was held at the Imperial Hotel Osaka on November 30, 2015.
The photo shows the annealing station of our autmobile pinion shaft
induction annealing machine.
After the entire surface is hardened by carburizing, only the tip section
is annealed by induction. In particular, this machine anneals the workpiece
from the tip to the spline section.
Using our original semi-open coil, the workpiece is heated evenly along
its multi-diameter shape.
For our customers facing induction hardening cracking, let us at Fuji Denshi
resolve your issues.
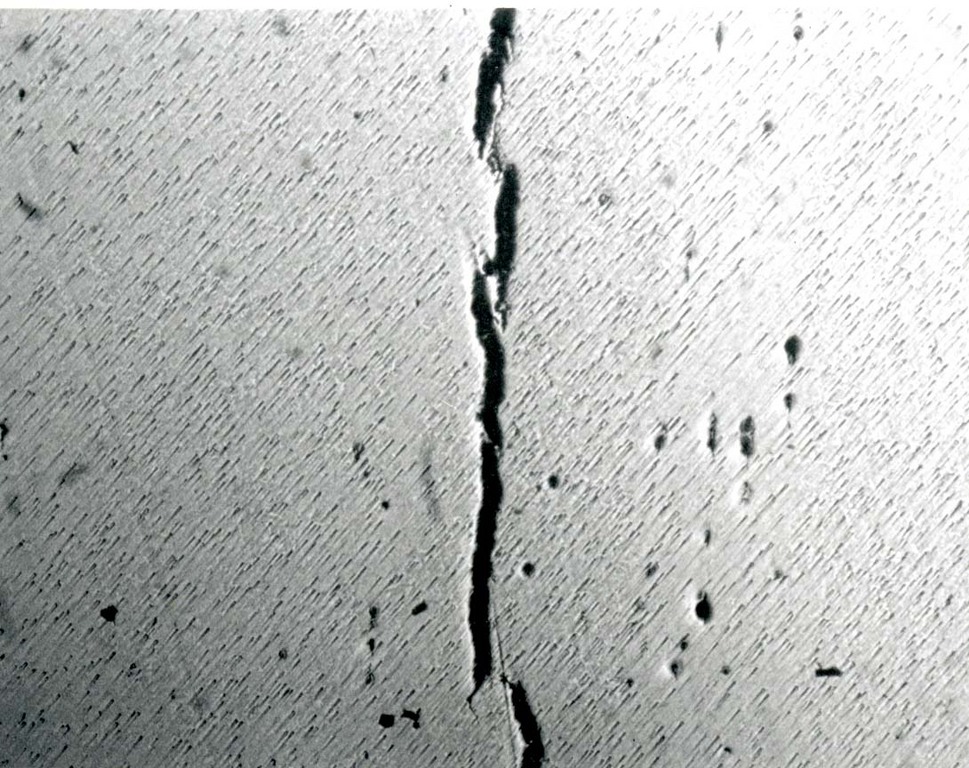
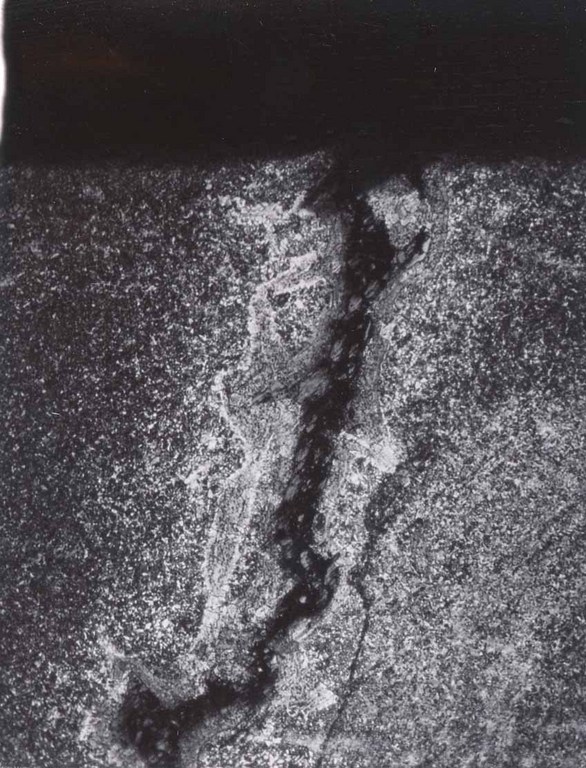
● Magnetic Particle Testing
A non-destructive inspection method applicable for surface cracks,
forging cracks, hardening cracks of magnetic materials.
● Principle of Magnetic Particle Testing
Similar to magnetizing a nail by winding it with a conducting enamel thread,
the workpiece to be inspected is magnetized. If there are cracks,
each side of the crack will have opposite polarities.
By applying colored or flourescent iron powder liquid to the workpiece,
the powder accumulates in the cracks, making them visible.
● Demagnetization
After inspection, the workpiece must be premagnetized before post-
processing such as grinding.
At Fuji Denshi, our veteran technicians use our magnetic particle testing
equipment to locate cracks undetectable by color spray.
Please contact us with your concerns about cracking.
~ Induction Hardening Cracking Magnetic Particle Testing ~

Fuji Denshi's parallel resonance circuit transistorized converter
overcomes many of the issues found with series resonance circuits.
Our converter achieves low stable power, high efficiency power conversion,
and simultaneous hardening of multiple targets.
With a wide frequency range of 3kHz~400kHz, any workpiece can be hardened
to any depth required. We provide the perfect power unit to meet our customer's
demands and produciton environment.
Our induction heating technology is applicable not only for hardening
but also for processes like brazing, forging, and annealing.
Please contact us with any questions about induction heating.
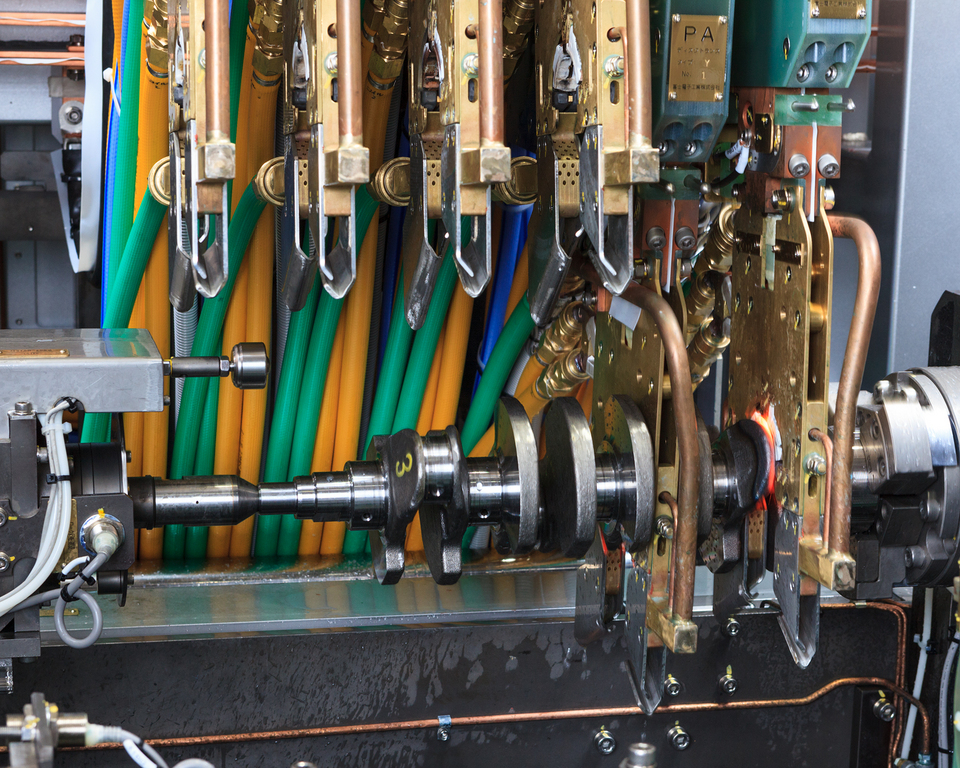
The picture shows the pin and journal hardening station of our
all-purpose crankshaft hardening machine, which treats crankshafts
for automobiles, agricultural machinery, construction machinery, and more.
The machine can be adjusted for various types of crankshafts by
exchanging and repositioning the coils and jigs.
During hardening, the workpiece is rotated and the coils follow the
eccentric motion of the pins.
※ As seen in the photo, two pins out of phase with each other are each
followed and heated by a coil.
Through this method, our hardening technology is able to achieve:
・low runout
・even casing
・short cycle time
・compact machine design
Developed based on our extensive designing know-how and hands-on
experience, our heating coils are guaranteed for 20,000 shots.
This is our induction hardening machine for idlers and track rollers used
in the continuous track of agricultural machinery such as combines.
Our specialized semi-open coil heats the rotating workpiece while the
inner surface is quenched by quenching water sprayed from the jigs.
While the varying material content of cast iron products such as this idler
make hardening difficult, we were able to achieve stable hardening through
detailed coil design and extensive trial and error calibration.
The inner surface quenching helps to prevent cracking and ensure
quality hardening.
~Induction Hardening Cracking Idler Roller Agricultural Machinery
IH Heat Treat~

[Applications of Induction Heating]
● Pipe Rolling and Welding
Pipe seam and fin tube continuous welding, hoop and core welding,
pipe preheating
● Coating
Compact motor insulation resin coating, pipe antioxidizing layer coating
● Getters
Electrical tubes, neon tubes, display tubes, mercury lamps,
gas purge for flourescent lights, flash getters
● Semiconductors
Silicon monocrystal growth, epitaxial growth
● Cast Manufacturing
Heating of extrusion nozzle and forming dice, aluminum extrusion heating
● Heat Cycle Experiment
Metallic material heat cycle experiment, educational materials
● Annealing
Annealing of wires and stainless steel pipes, press pre-processing
including shaping and bending
Fuji Denshi's heating power units can be used for all of these applications
in addition to the hardening of steel parts.
Please contact us with any and all of your heating needs.
~Induction Induction Heating Applications Hardening~
For our customers facing induction hardening cracking, let us at Fuji Denshi
resolve your issues.
◆Cracking◆
Cracking can occur due to a number of different causes.
I. Overheating
~Cause~
Overheating causes the crystalline grains to enlarge, resulting in a large
drop in grain strength. At the same time, the grains begin to break down.
For a typical annealed material, grain size 8 correlates to strength
500MPa~600MPa, while size 3 correlates to 250MPa.
~Easily cracked materials~
High carbon steel (0.45% or higher) > steel alloys > low carbon stell
The risk for overheating cracking is highest for high carbon steel,
which has a high pearlite content. During heating, austenite dispersion
occurs easily, which can drastically increase the grain size.
II. Quench Cracking
~Cause~
If the quenching rate is too fast, the steel cannot withstand the stress
during martensite transformation. Large parts are especially vulnerable
to quench cracking due to the large temperature difference between the
surface and inner depth of the material. Particular care is needed for
quenching of chrome molybdenum alloys such as SCM440.
III. Grinding Cracking
~Cause~
The heat generated during grinding can cause residual austenite to transform
into austenite, and the resultant expansion can cause stress cracking.
These and other effects can cause cracking individually and in combination.
Using our extensive experience and research, we offer solutions for all types
of cracking.
~Cracking Overheating Grinding Cracking Quench Cracking
Induction Hardening~

At our job heat treatment plant, we provide a wide variety of processes.
The photo shows a machine tool axle being hardened by our large vertical
scan hardening machine.
The gap between the workpiece and copper colored coil is extremely close.
If the coil gap is too large, the following quality defects can occur.
・For shafts, if the coil is off center, the hardened casing becomes uneven.
・Longer time required for heating increases the risk of overheating.
・The area surrounding the target area is also induction heated,
resulting in power loss.
To prevent these defects, we design coils with the optimal coil gap.
To prevent contact between the coil and workpiece, which can cause a
short circuit and damage the workpiece, the coils are moved to the required
distance from the workpiece before heating.
While time consuming, these check measures ensure the highest quality
hardening process in the industry.
~Induction Hardening Job Heat Treatment Coil Gap~


