Language: 日本語 | English
Language: 日本語 | English
This product is a type of crankshaft quenching used in automobile engine parts.
Fuji Electronic Industry owns 80% of the share market in Japan with accumulated knowledge to challenge to new technologies.
Our crankshaft quenching is processed through a unique method called Elothrm method.
We have an established technique for the quench pattern (R quenching) which can be seen in this picture and will be glad to suggest applying to customer’s products.

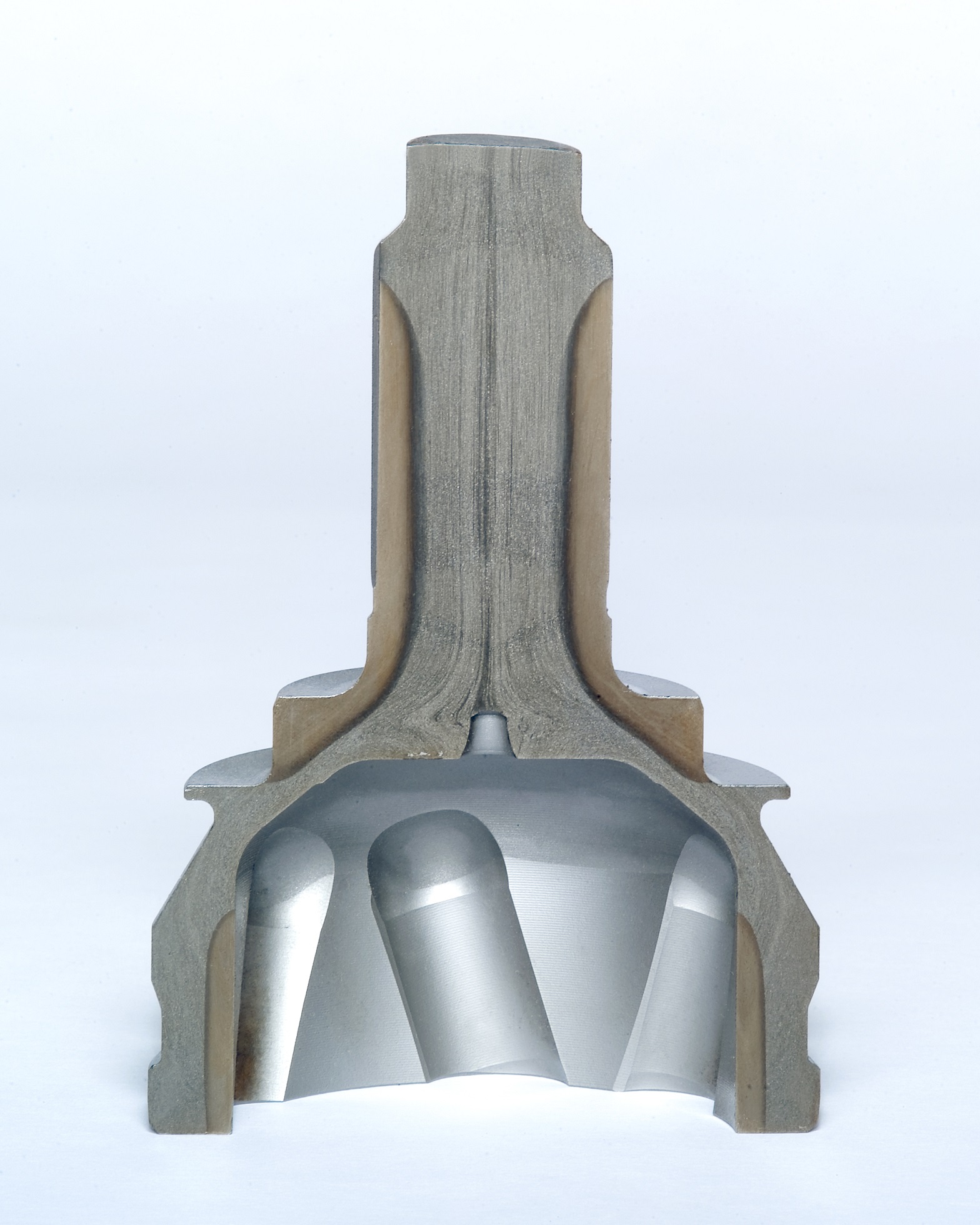
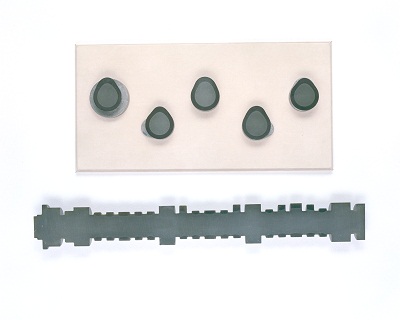
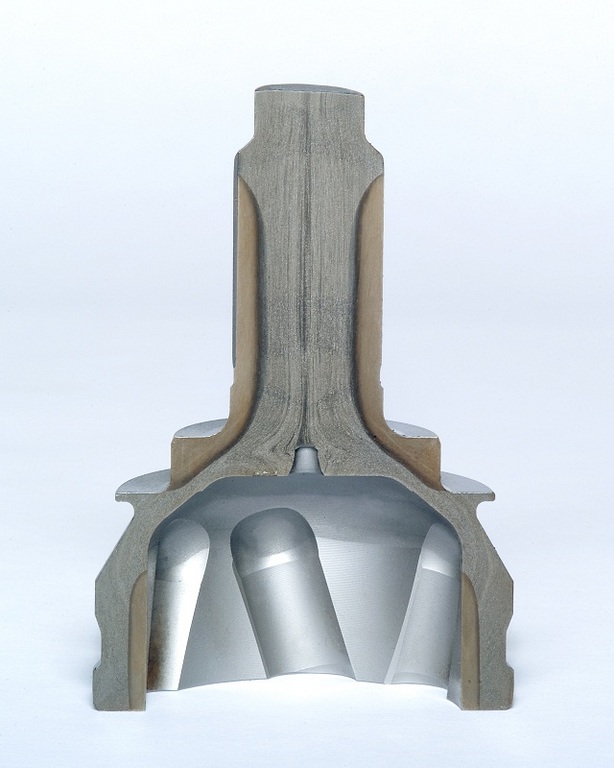
The product shown in the picture is a cut sample of a small diameter precise ball screw.
The bottom (diagonally right) product has been processed using an ordinary quenching technique.
The top (center) product’s appearances are exactly as before processing.
However, inner portion is quenched completely.
As one can see, our “non-oxidation quenching” will not cause any scale as ordinary quenching.
This method requires no after treatment as shot blast.
In other words, scales and sands which can cause reduction of after treatment preciseness will not be problematic.

We sale high frequency induction heating machineries.
This machine will utilize the induction heating principle which has effects on improving surface hardness and improved wear resistant.
【Advantages of the Induction Heating Quenching】
・Shorter lead time → Reduced processing steps
・Efficiency → Lower electricity usage, aka energy saving
・Heat when needed → A small lot manufacturing
・Partial Quenching → Partially quench depending on the shape
・Only require electricity → Ecological (no smoke and/or gas emission)
・The product will generate heat → Heat efficient
・Easy to in-line
In addition, our manufacturing section produces products on commission.
Also gladly handle a small lot orders, complicated shapes, and/or first time quenching for the specific product.
Feel free to contact us.
The single shot hardening system brings delivers high productivity and the line-coil adopted in on the system enables to make uniform hardened layers to be made on longitudinal work pieces, even on Sshafts with having different diameters.
In addition, and the temperature monitoring can be monitored duringthroughout all the heating time.
Our designed line coil heats up work pieces uniformly in spite regardless of its their shapes,while the conventional method is liableto get in to result in fault of overheating or / and less temperature insufficient heating due to the shapes of the work pieces.
This is resulted in delivers high precision dimensional performance.
Moreover, it never produces a barbers' bard mark by due to the separated heating and cooling section processes.
We, at Fuji Denshi, have created an advanced technology that uses coaxial leads for Tri-pod cup inner hardening.
This ensures high accuracy, with the differences in the dimensions of each pod in a lot being less than 20 microns after hardening.
Our proprietary rubber coil can adjust to various work pieces with varying hardening lengths. Rubber coils can heat different work pieces with differing hardening widths on one machine using one single-shot coil. The traditional scanning method was affected by factors such as process time and required high investment costs.
However, Fuji Denshi's rubber coils provide a solution to these shortfalls and allows for a simple transition.
Furthermore, this system results in the formation of an even hardening layer and low distortion which contributes to a dramatic increase in production rates, thereby harnessing the inherent strengths of induction hardening.
(Below is an illustration of a shaft gear / CGI of a rubber coil induction hardening )
Fuji Denshi has developed a spiral multi-turn coil using 3D modeling to heat treat the cup portion of ball joints. This system results in an ideal hardening pattern which precisely follows the geometry of the work piece. Moreover, Fuji Denshi avoids cracking and melting while preserving shock resistance by matching suitable concentrators.
Fuji Denshi is able to both harness and improve the mechanical properties of ball grooves, roller grooves and cross-groove universal joint grooves to their fullest.
The feature of this system is that the power is controlled according to the rotation angle of the work piece in order to make the hardened depth uniform all the way around.
This is Fuji Denshi's unique power reduction method and it contributes to the minimization of distortion.
Fuji Denshi developed Gear (Profile) Hardening technology, which creates forms the profile-hardened layer as shown on in the photo even a gear on small module gears. The profile hardened layer forms.
This technology allows for high impact strength strong and high toughness quality gears with high accuracy dimensional result low distortion. This has never been realized by the conventional induction hardening method.
In the past, retooling was required to heat treat several separate individual portions of a work piece. Fuji Denshi resolved this by heating several portions simultaneously resulting in increased productivity while avoiding double hardening and annealing.
Fuji Denshi has managed to heat treat 15 distinct sections simultaneously with differing parameters.
Fuji Denshi has developed a unique method of hardening to defy the common belief that Induction hardened cams are liable to crack at hardening or during the grinding process.
Our eccentric motion hardening is an innovative development that ensures a uniform hardened layer and internal stress.
Both of these are required for roller cams, which have been adopted recently.
With this method, the compressive residual stress on the surface layer is uniformly transformed on all the around of cam.
Therefore, crack does not occur during grinding process. And high-speed grinding can be done on the treated cam shaft.
The quenching process is a key factor in effective heat treatment that affects the quality and mechanical characteristics of treated parts.
Fuji Denshi has conducted innumerable tests and amassed data concerning proper quenching. Let us look at an example of the quenching process by looking at large commercial idlers. After the heating cycle the idler is lowered in into a quench tank.
The submerged work piece is shot with quenching fluid from quench jackets located in the tank. The quench fluid contains no air bubbles and the jackets circulate the fluid within the tank.
This system results in the formation of a uniformly hardened layer and controlled hardening results. This system is called the Dip, Spray, Quench method.
Furthermore, the quenching fluidユs temperature and flow are all carefully controlled.
Precision processing technology and precision equipment are supported by linear systems and ball screws which require high-tech hardening.
This is due to the fact that the unique shape and long length of these products are prone to distortion.
We at Fuji Denshi have adopted an original 2-turn coil without a core for these long work pieces.
In the case of ball screws, our system has realized a uniform hardening pattern on the top and bottom of each screw.
It has also been possible to realize stabilized hardened zone formation in the axle direction.
We can now harden work pieces over 10 m in length.
In this way, we are able to achieve the ideal hardening pattern with a certain hardening depth.
The constant hardening layer with this hardening pattern makes the pitch error constant which in turn simplifies the grinding compensation process.
Our coil design for linear rail hardening has a unique gap controller.
This method maintains a constant gap between the work piece and coil, which allows for even and concurrent heating of only the target portions.
In the past, heat treatment of high precision ball screws and gears used in the food processing machinery and Office Automation machinery industries resulted in the formation of scales and required post heat treatment processing such as shot peening and grinding.
As a result, impurities, such as filings or sand, reduced the ball screw’s precision and quality.
Fuji Denshi’s “non oxidizing high frequency induction hardening” is a single-shot heating method that achieves ideal high precision heating while avoiding the formation of scales.
Large size commercial gears are high load items that are often accompanied by problems such as inconsistent hardening and distortion.
Fuji Denshi's circumferential single-shot hardening system heats the entire perimeter of the gear with high power in one step which results in even heating. After heating, the work piece is submerged and quenched by dip-spray to achieve an even hardened, high strength, high toughness and high precision result.
Bulk rubbish and non-incinerating waste is often crushed in large crushing machines. Not only are the teeth on crushing machines of unique geometry, they also require high strength, hardness and durability.
Fuji Denshi has a solid track record in heat treating such specialized parts.
From multipurpose to specialized parts, Fuji Denshi job hardens a broad range of parts.
Fuji Denshi exploits all the merits of high frequency induction hardening to ensure high strength and durability. As an example of a large scale modern part Fuji Denshi has been working on large bearings used in wind turbines we see erected increasingly all over the world.
FUJI-ELOMAT adopts an IGBT transistor element for types generating frequencies up to 100 kHz, does and an MOS-FET transistor for types generating frequencies over 200 kHz.
All of FUJI-ELOMAT converters are designed as to have P(parallel)R(resonant) C(circuits) which has allows them to overcome all the demerits disadvantages of Serial Resonant Circuit converters with serial resonant circuits.
Especially, the converter has been improved in consideration of using induction hardening in which the heated material characteristics has changed over at the temperatures of above the curietransformation point.
Since it featuringes lower voltage output and high e-efficiency power conversion, the FUJI-ELOMAT could can supply various frequencies to quite different coils of various shapes of coils which require quite different voltages.
F.S.S. is the a unique synthesis system to that suppliesy flexible frequency power to several hardening applications in parallel simultaneously.
Real The real-time monitoring control panel collecting collects information/data on all the branched machines' parameters and the conditions, and which inform and it alarms provides a warning before faults down breakdown, moreover featuring process controls.
There is conceptation of information system contributes to cost reductions in the total systementire production process cost down.
Fuji Denshi's single shot hardening method delivers both significantimprovements in the quality of hardening results and excellent energy efficiency.
This contributes to remarkable reductions in operating costs
All cams are simultaneously and automatically hardened with our cam shaft hardening machine.
This results in higher productivity, with 240 cam shafts manufactured and 3,600 cam portions, hardened per hour.
In addition, significant cost reductions have been achieved.
A specialized unique line coil is additional adapted on Stem, no edge over heated, become uniform hardened layer.
4turn multi turn coil is adapted on Cup Inner grooves hardening with rotation.
Single shot hardening on this application brings high productivity and quality.
This technology contributes to your total cost and productivity.
High speed work piece transportation has been realized to use Cam handler, therefore the productivity has been improved so much.
In line production machine shortens the production lead-time compared with the conventional system.
The advantage of this system is its ability to output multiple different frequencies to different coil shapes.
The concept is quite different from those of other companies, which provide different frequencies to one coil simultaneously or alternately.
We, at Fuji Denshi, know how to find a solution from many different perspectives.
This has allowed us to realize the effective use of power and a system for voltage usage on semi-open coils and multi-turn coils.
The power is controlled according to the rotation angle of the work piece in order to make the hardened depth uniform all the way around.
This is Fuji Denshi's unique power reduction method and it contributes to the minimization of distortion.
The technology of fillet hardening has also been more fully developed.
This technology is indispensable in addressing the current trend toward high power, light weight engines.
High precision Pinion shaft was treated by Carburizing furnace,
which takes longer time treatment and Anti-carburizing treatment is also taken longer time so much matter of problem it has on daily production.
Our hardening machine of specialized design to adapt larger size boss Spec:200kW/ / 80.5kHz(double frequencies)40sec. / pce
On Single shot hardening, double hardening method improves the productivity completely, moreover the uniform pattern lead lowest distortion as well as the high strength by compressed inner stress.
This is our specialized method for gears to produce profile hardening layers on around the gear surface, this resulted into quite low distortion.
High tech of control and detection on the instance heating realizes the hardening technology.
In the case of ball screws, our system has realized a uniform hardening pattern on the top and bottom of each screw.
It has also been possible to realize stabilized hardened zone formation in the axle direction.
We can now harden work pieces over 10 m in length. In this way, we are able to achieve the ideal hardening pattern with a certain hardening depth.
The constant hardening layer with this hardening pattern makes the pitch error constant, which in turn simplifies the grinding compensation process.
The conventional circle coil makes the inductive current flow in a circular direction, therefore, the bottom side cannot be sufficiently hardened to avoid overheating of the top side.
And general line coils have to use electromagnetic cores to ensure the hardened depth on the bottom side.
In this case, the core is heated or gradually deteriorated during the scan hardening, which results in an uneven hardened layer compared with the starting and finishing points.
The 2-turn line coil and 3-bridged coil we developed overcome these disadvantages with the conventional circle coil. Moreover,the 3-bridged coil can minimize the temperature difference between the top and bottom sides.
This allows for high power heating and is best for the hardening of large diameter ball screws.
We have achieved to establish simultaneously and automatic cam quenching which can manufacture 240/h and 3600 sections resulting in overall cost reduction.
For those work which each cam and journal are placed side by side, by using our uniquely produced outlet ring, the ring will insulate any effect towards unnecessary parts.
Also, by adjusting bearing and cam, other types and shapes of camshaft can be processed.
We will gladly support prototyping, quality inspection, equipment installation, and maintenance of equipments after installation.
*Please consider us for prototyping, manufacturing by commissioning, and buying equipments.
Picture:Double Quenching. Cycle time 1:27 per 2.
Hands on and off model.
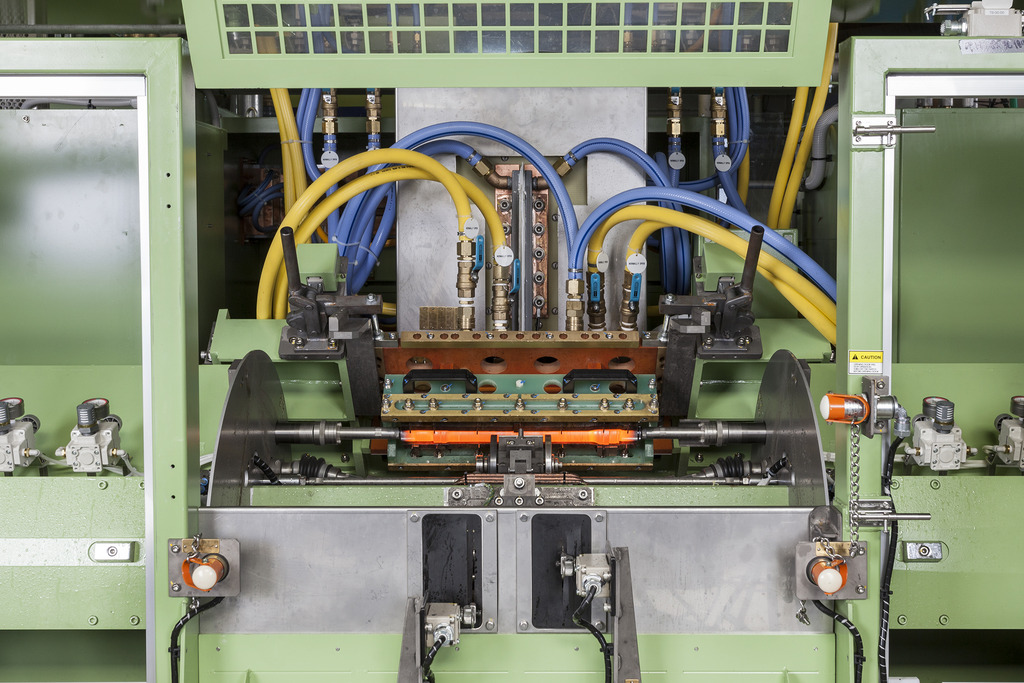
【Crankshaft Quenching Machine】
When quenching pins and journals of crankshaft simultaneously, miniaturizing transformers (disk transformer) or quenching towards the same direction as turning pins allows formation of a quenching layer along a pin diameter.
“Power reduction method,” top and bottom uniformed quenching technique by reducing the output on the pin top for R-quenching, can minimize the possibility of distortion.
The above quenching technique can be in-line and for such case, we will gladly design to match the customer’s request.
Please feel free to contact us.

In house assembled oversize carburizing machine.
[Main Product] Bearing race, large size internal gear, large size gear
✔ Max. φ1800×(H)400mm
[Material] Carbon steel (S45C), Stainless steel (SUS304)
[Single Quench]
For transfer quenching, starting and ending point of heating and cooling overlaps leading to cracks or reduced hardness.
With Fuji Electronic all around single shot quenching, a complete uniformed quenching layer can be produced even a slewing ring size of diameter of 1.8m and module of 15. Also, comparing to transfer quenching, improved productivity, 1/5 work speed, and 1/2 ~ 1/3 electricity consumption.
[Carburizing]
Once the heating process has completed, by simultaneously dipping the product into the cooling water and blasting water current through jackets, helps to prevent from entering while forming a uniformed quenched layer.
In addition, by controlling quenching water temperature and stir speed, an effect layer can be controlled precisely.
[Inner and Outer Diameter Simultaneously Heating]
By having two electrical switches on both sides, the inner and outer layer can be quenched simultaneously with low distortion.
-415
A high frequency quenching with a numerous track records in multi turn coil.
By applying a high frequency electrical current evenly to place where quenching is required in an inner groove, a deep uniformed quenching layer can be formed without any overheating, melting, or temperature differences.
A central coil quenching provides plentiful quenching depth for R while leaving no uneven quenching depth, uneven depth quenching, or burn deformation behind,
Since our coils are highly functional, highly durable, and highly precise, meaning, overall running cost can be reduced through less coil repair cost, less electricity usage amount, and less quality inspection process after coil exchange.
TY

【Oversize Immersion Quenching Equipment】800kw/10kHz
-537
The equipment shown in the picture can process up to max work size of φ1800㎜×(H)400㎜.
It is important to heat all the way to the core instantly for a large size gear and oversize work. In Fuji Electronic Industry, we have managed to heat the product instantly using high output and our original multi-stage heating.
Immediately after heating the product, the product will be dipped into the cooling water. The water current will be blasted from jackets to create the uniformity quenching layer.
TO

-589
Our company sales high frequency induction Quenching machineries and quenching by commission.
The product shown in the picture is the controller for high frequency quenching.
Fuji Electronic Industry’s controller plays a comprehensive roll for an equipment and a miscellaneous equipment by intensively controlling.
■Combining an electricity monitoring and a trend (placement) monitoring system allowed to have the ability to monitor the physical movement while absorbing part of the free play operational and to monitor quenching requirement simultaneously.
■The system can remotely monitor inner circuit for inverter, a true constant amount and a quenching requirement.
KH

(Multi-inverter 2)
【Product】Inverter「FUJI-ELOMAT」
The picture shown is Fuji Electronics’ “FUJI-ELOMAT.”
“FUJI-ELOMAT” uses Semiconductor element IGBT for less than 120kHz and MOS-FET for anything that requires over 120kHz. Considering IGBT and MOS-FET are both used as a power source for an IH induction quenching which has an ability to change a material’s characteristic when a targeted material exceeds its transformation temperature, they are connected by parallel-resonant circuit.
A single unit of “FUJI-ELOMAT” can handle multi frequency, it is unnecessary to obtain multiple induction quenching equipments. In addition, our new multi inverter can energy supply to induction quenching with different input and frequency.
However, we have oscillators for high frequency (over 1MHz) and/or low frequency (less than 1Hz).
KH
-464
【Ordered Equipment】Drive Shaft Induction Quenching Equipment
[Future]
①A single unit production 225 per an hour.
②Compared to a movable induction quenching machine, a single shot system is 40 ~ 50% energy savings.
③40% better diameter ratio of induction quenching depth, resulting in improved fatigue strength.
④Less than 1/1000 of max length bending and low distortion treatment is applicable.
IT

-614
【Thermotec 2013 Exhibited Equipment】
The picture is an equipment we exhibited for Thermotec at Tokyo Big Site on July 2013.
〈Future〉
Changing the induction quenching coil requires removing/attaching water and electronic lines which increases the difficulty to automate.
At Fuji Electronics, we have established unique, safe and secure method to remove/ attach a coil, resulting in producing an automatic coil exchange machine.
We have earned high ratings from our valued customers for a small lot with a variety production and highly functional robot delivery for manufacturing equipments.
DS

Fuji Denshi supports a wide scope of manufacturing industries
around the world, including automobiles, machine tools,
and construction machinery.
We have supplied 260 machines in 16 countries to date
and continue to offer a high quality guarantee and maintenance policy.

IH hardening (high frequency induction hardening) is the most
environmentally friendly heat treatment and has numerous merits.
Using these merits effectively, Fuji Denshi has developed many
technical innovations and achieved great successes.
Currentely, manufacturing industries are at a great turning point
and face many issues. Fuji Denshi aims to further develop its services
and provide improved solutions to these issues, leading to greater success
at its next stage.

As a company, Fuji Denshi has three identities: technology developer,
machine manufacturer, and job hardener.
Our strength is the cooperation between these three identities and the
synthesis of their respective abilities, enabling us to offer the best solutions.
Our research & development, manufacturing, and job hardening departments
continue to cultivate our unique methodologies by mutually sharing data
and know-how and aiming for even greater contributions.

[Idler Hardening Machine]
At Fuji Denshi, we manufacture and sell induction hardening machines
and also do job heat treatment.
This photo shows the hardening of an idler.
With our original technology, we achieve high strength and precision
hardening even for difficult large parts.
Our one-shot circumference hardening ensures high productivity for
large parts such as gears, idlers, and rollers.
Traditional hardening methods cannot prevent uneven hardening.
Also, when using ring coils, hardening must be done separately
on both sides of the idler.
With our methods, our original semi-open coil repeats heats with
intermittent breaks, gradually heating the rotating workpiece and
preventing unevenness.
This method also decreases total consumed power and greatly
reduces cycle time, achieving high productivity.

[Cutting Edge IH Hardening Technology]
Since our founding, Fuji Denshi has continued to develop cutting-edge
induction hardening technologies.
Today, as a leading company in precision hardening technology,
we provide state-of-the-art technologies for our customers' needs.
◆ IH Job Heat Treating
With our technological knowledge and speed, we provide quality processing
for even complicated and large-sized parts.
◆ IH Heat Treat Machine Manufacturing
We design and manufacture machines implemented with the most suitable
hardening method to meet our customer's specifications, reuqests, and
production environment.
~Hardening Induction Job Heat Treatment Machine~
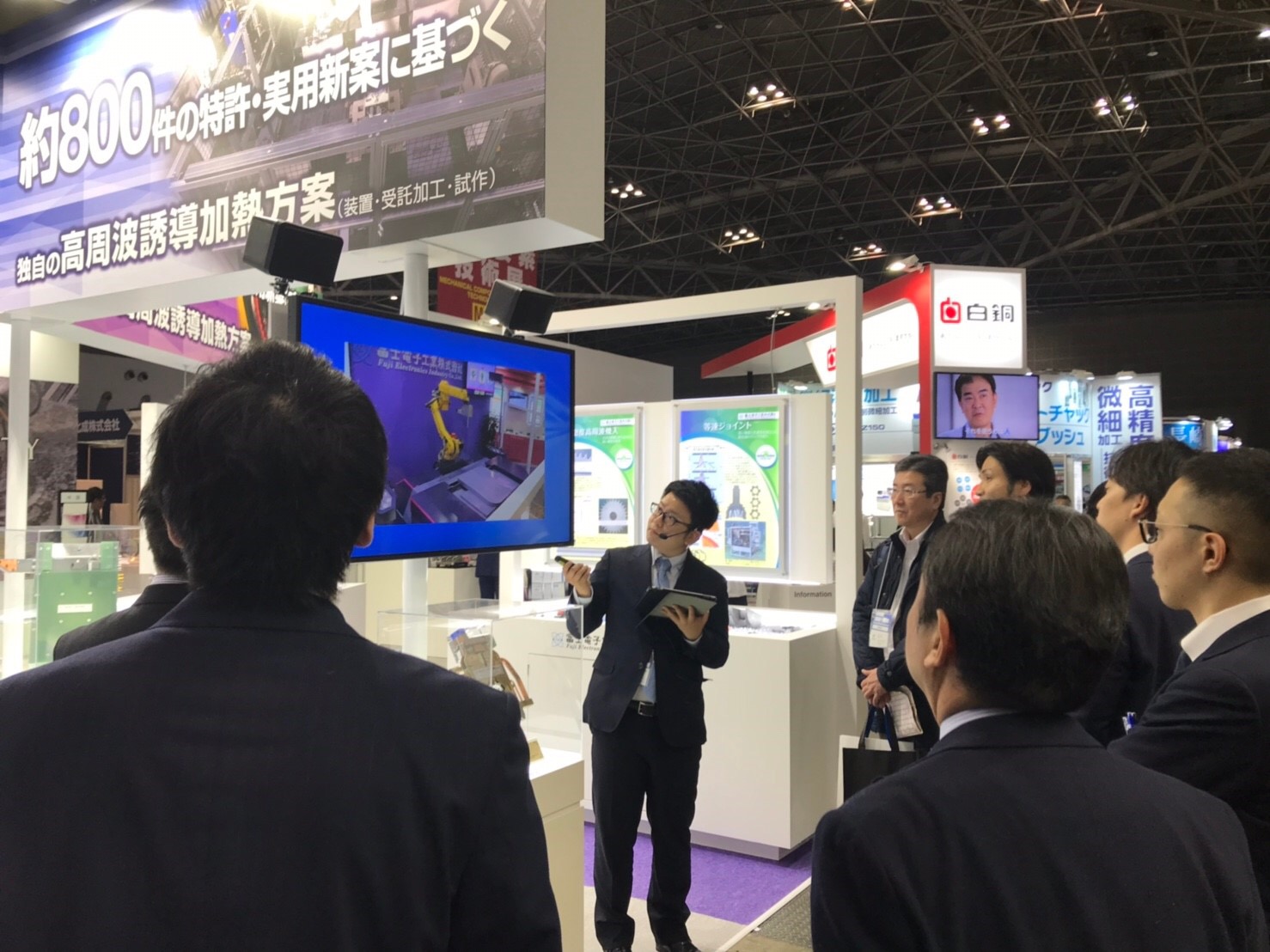
February 6-8, 2019 Tokyo Big Sight
We exhibited at the 23rd M-Tech Expo.
Thank you to all the participants who visited our booth.
At this exhibition, our staff presented about induction hardening
and showed a video rendering of our induction hardening machine
implemented with robotics and IoT technology.
We also displayed a wide variety of heat treated cut samples,
which many of our visitors showed keen interest in.
With the opportunity to exchange information with people from a
vast array of industries, we were able to learn more than a few new things.
We hope to receive your continued support as we strive to
expand our technological development.

We manufacture induction heating machines and do job heat treatment.
This photo shows our originally developed induction heating converter FOCUS.
Manufactured entirely in-house from design to assembly,
we supply our customers with domestically made, guaranteed products.
Conversion efficiency is top class in the industry at 95%
and contributes to energy and cost savings.
~Induction Hardening Converter Development~

[Compact Converter FIT] 800W x 1600H x 600D (mm)
This converter is a highly efficient power unit for induction heating.
To achieve a stable power supply, we exapnded on our experience
with vacuum tube converters and implemented high-speed transistors
for a fully semiconductor induction heating unit.
This unit is perfect for heating applications of 10kW~30kW.
[Hardening Workpiece]
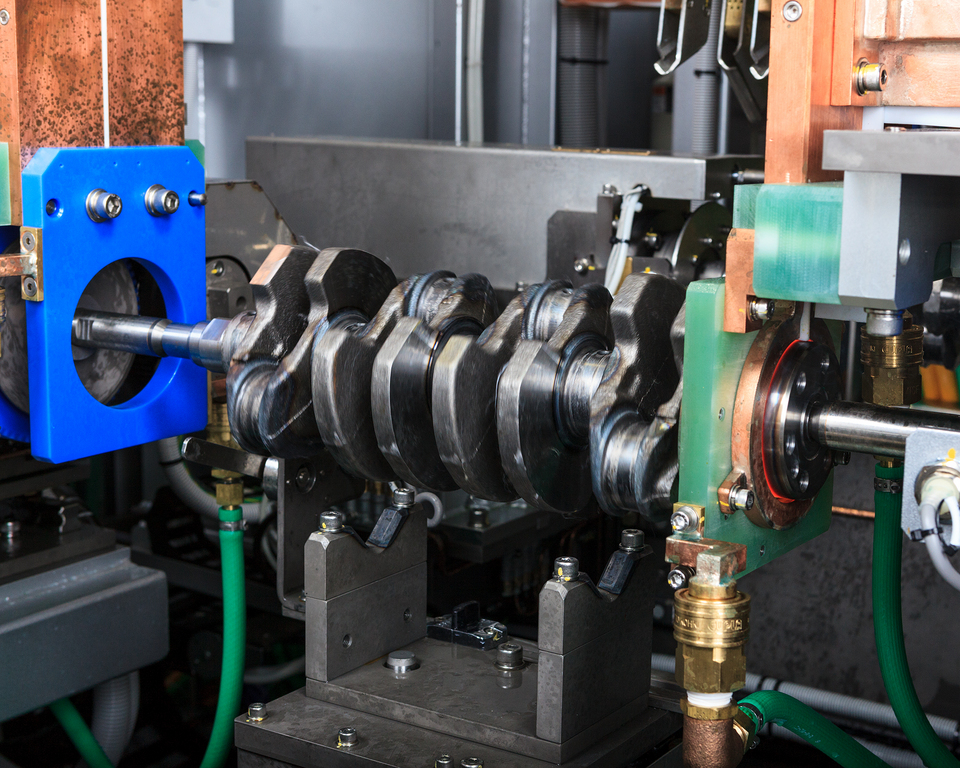
Split pin
In split pin hardening for V engine crankshafts, simultenous heating
of adjacent pins creates a continuous casing.
This method prevents soft spots and cracking seen when pins are heated separately.

Fuji Denshi's crankshaft hardening utilizes the Elotherm method,
heating the rotating workpiece with a semi-open coil.
Design and manufacturing of high quality crankshaft hardening
machines requires advanced technology.
After implementing this advance method from early on,
it has been regarded worldwide and established a vast track record.
Fuji Denshi was selected as a Global Niche Top Company 100 in 2013.
Feel free to send all your inquiries about hardening and other heat treatments to us.
~Osaka Fuji Electronics Industry Crankshaft Hardening Machine~

[Custom-made Machines]
Construction Machinery Parts Hardening Machine
[Overview]
This construction machinery parts hardening machine is installed
with a 570kW, 10kHz transistorized converter.

[Fuji Denshi Job Heat Treat Plant]
The large dip-quench hardening machine installed in our job heat treat plant
is mainly used for large gears and rollers.
It can treat parts up to 1.8m in diameter.
The photo shows the dip-spray process in action.

At Fuji Denshi, we design, manufacture, and sell induction heating machines
as well as do job heat treatment and prototype development.
The photo shows our stub shaft axle hardening and reheating machine.
The one-shot hardening method using our line coil achieves an ideal case
pattern even with the varying diameter of the workpiece, while saving energy.
The entire length of the workpiece is quenched simultaneously,
ensuring the residual heat over the part's length is even and
preventing cracking and uneven case hardness and depth.
(Even heating / Even quenching)
Heating and quenching are both even over the entire surface,
so runout is kept at a minimum even without the need for a straightening roller.
The residual stress along the axle axis contribues to large increases
in the part's durability and strength.
(2x by comparison)
Scan hardening can easily cause uneven hardness and low axial strength.
Our one-shot hardening requires only half the power of scan hardening to better results.

[Fuji Denshi Job Heat Treat Plant]
The small dip-quench hardening machine installed in our job heat treat plant
is mainly used for gears, rollers, and bearing races.
It can treat parts up to 0.65m in diameter.
Larger parts are treated with our large dip-quench hardening machine.

We recently introduced our originally developed compact transistorized converter, FIT.
FIT is suitable for low power applications such as hardening, heating, and brazing.
Continuing in the line of our FUJI-ELOMAT converter, the new FIT
is a less expensize option.
The high conversion efficiency results in at least a 55% decrease in power consumption
and 75% decrease in running cost compared to vacuum tube converters.
Our FIT converter is suited for various application including brazing.
We await your inquiry!

The photo shows heating of a billet for a forging process.
In addition to induction hardening machines, Fuji Denshi also features
forging billet heaters, melting furnaces, brazing heating machines,
and other various induction heating machines.
Our forging billet heaters is designed for fast and accurate heating and control.
The photo shows a cut sample of an automobile engine camshaft hardening by our original machine.
At Fuji Denshi, we developed the eccentric hardening method for camshafts.
The coil follows the rotating cam in an eccentric pattern, achieving an
even casing and stable residual stress over the whole cam.
Cracking on the nose from overheating and post-grinding are prevented for high productivity.
The photo shows a cut sample of an automobile powertrain lebro joint
(cross groove universal joint) whose outer has been hardened by our machine.
We used our original SMT coil for lebro joint and BJ outer inner surface hardening.
By one-shot hardening the rotating workpiece, an ideal casing is achieved.
The stem section is hardened by single shot hardening using our specialized semi-open coil.
This method achieves an ideal hardened pattern along the outer diameter all the way to the corners while maintaining high productivity.

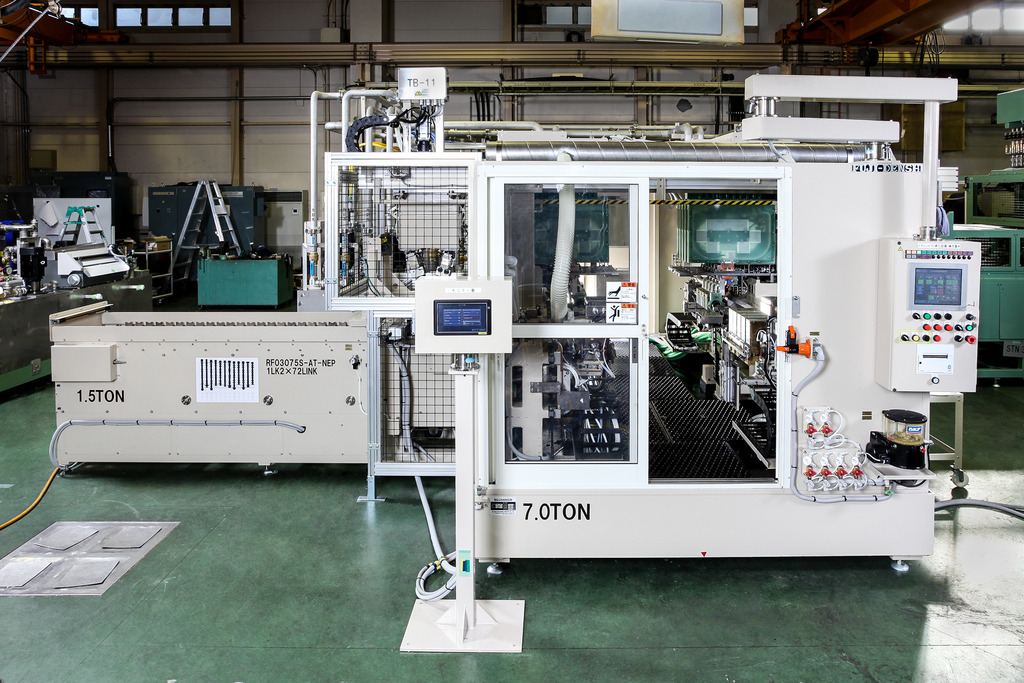
At Fuji Denshi, in addition to our specialized hardening and reheating processes,
we also perform post-processing.
Our shot blast machine is mainly used for shaft post-processing and can process
rod-shaped parts up to 780mm in length.
Leave your post-processing needs to us.
The photo shows the hardening station of an automobile power train CVJ
(constant velocity joint) outer surface induction hardening
and reheating machine.
The outer stem and cup grooves are hardened at one station
using the same converter.
Reheating is done at a separate station with a separate converter.
※At Fuji Denshi, we refer to tempering as reheating to differentiate
from furnace methods.
The process on this machine is
・loading
↓
・stem heating
↓
・stem quenching, cup heating
↓
・cup quenching
↓
・reheating
↓
・after quenching
↓
・unloading
By combining the hardening stations while keeping the reheating
station separate, we achieved a remarkably short cycle time of
under 30 seconds per workpiece while maintaining high quality.

This is an induction annealing machine for studs, a type of shaft jig
for cam followers.
After hardening the entire surface by carburizing, only the screw section
is annealed by induction.
As seen in the photo, the workpiece is loaded manually from the left
and carried by conveyor to the annealing station.
Annealing is done by continuously heating the workpiece as it passes
through a tunnel coil.
Then it is quenched at the after quenching station and automatically
unloaded by conveyor.
The machine was developed to replace the older model that used
vacuum tube converters and turntables.
We continue to develop machines with high productivity using
the simplest possible design.
Please contact our sales department with your needs.

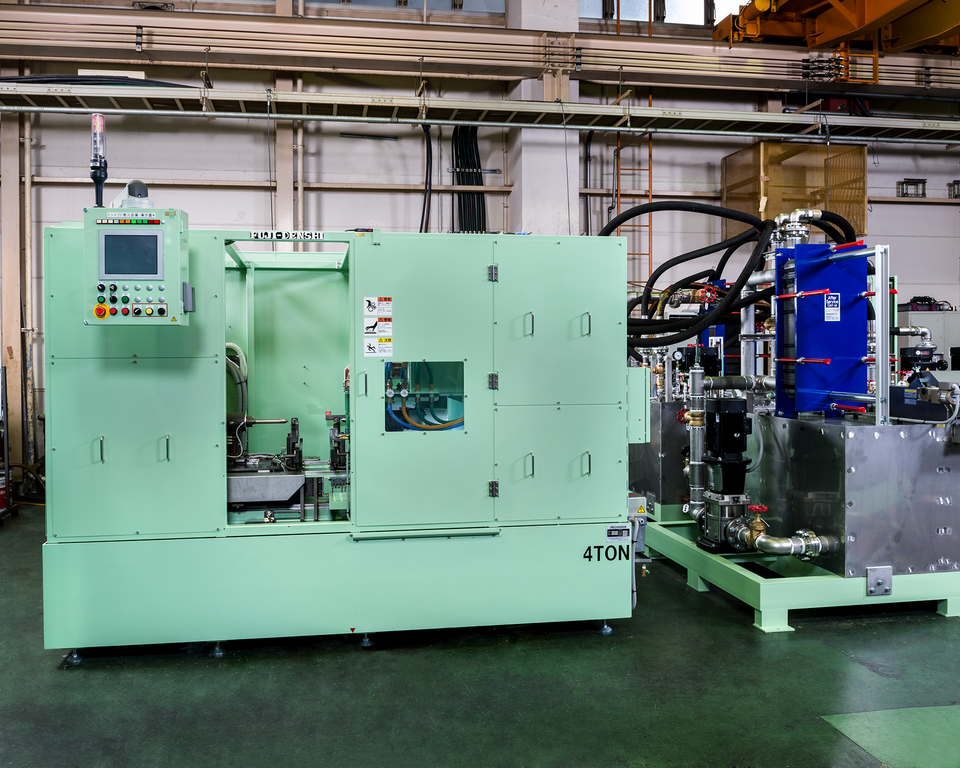
The photo shows our 1-cylinder engine crankshaft induction hardening machine.
The crankshaft is used in engines for agricultural and production machinery.
This machine is installed in an overseas engine plant.
The workpiece is transported from the previous process and hardened.
Loading and unloading is done manually, while door close → coil set →
hardening is automatic.
(In recent years robotics have been implemented for loading and unloading,
resulting in an increase in fully automatic machines.)
In the photo, in the front left is the hardening machine.
In the back right is the incoming panel and transistorized converter.
In the back left is the quenching water tank and air-cooled chiller.
Both pin and journal sections are hardened at the same station,
allowing for a compact machine design.
~Crankshaft Induction Hardening Agricultural Machinery Production Machinery
Engine Parts IH Heat Treat~

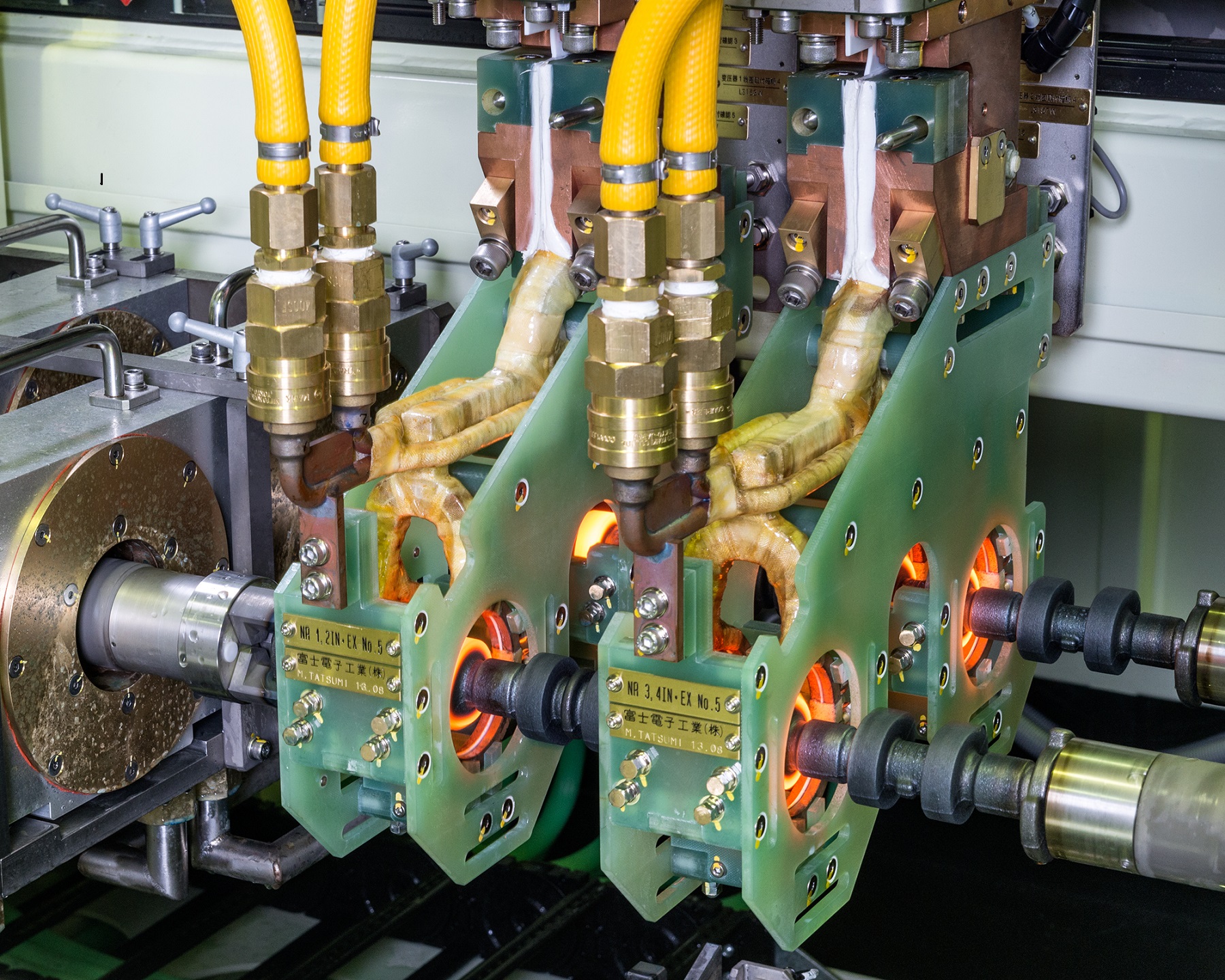
The photo shows an automobile V6 engine crankshaft induction hardening
and reheating machine.
This machine is installed in-line at an engine plant.
It receives the workpiece from the previous process, performs hardening
automatically, and sends the workpiece to the next process.
The workpiece is loaded from the port on the right.
First the pins are induction hardened at the right and center stations,
followed by the journals at the left station.
Finally the work is unloaded from the port of the left.
This machine performs flat hardening, which in general is a simpler process,
but to achieve the specified short cycle time of under 50 seconds,
the machine was designed with two converters and three hardening stations for high productivity.
~Crankshaft Induction Hardening Machine Flat Hardening
High Productivity Automobile Prats IH Heat Treat~
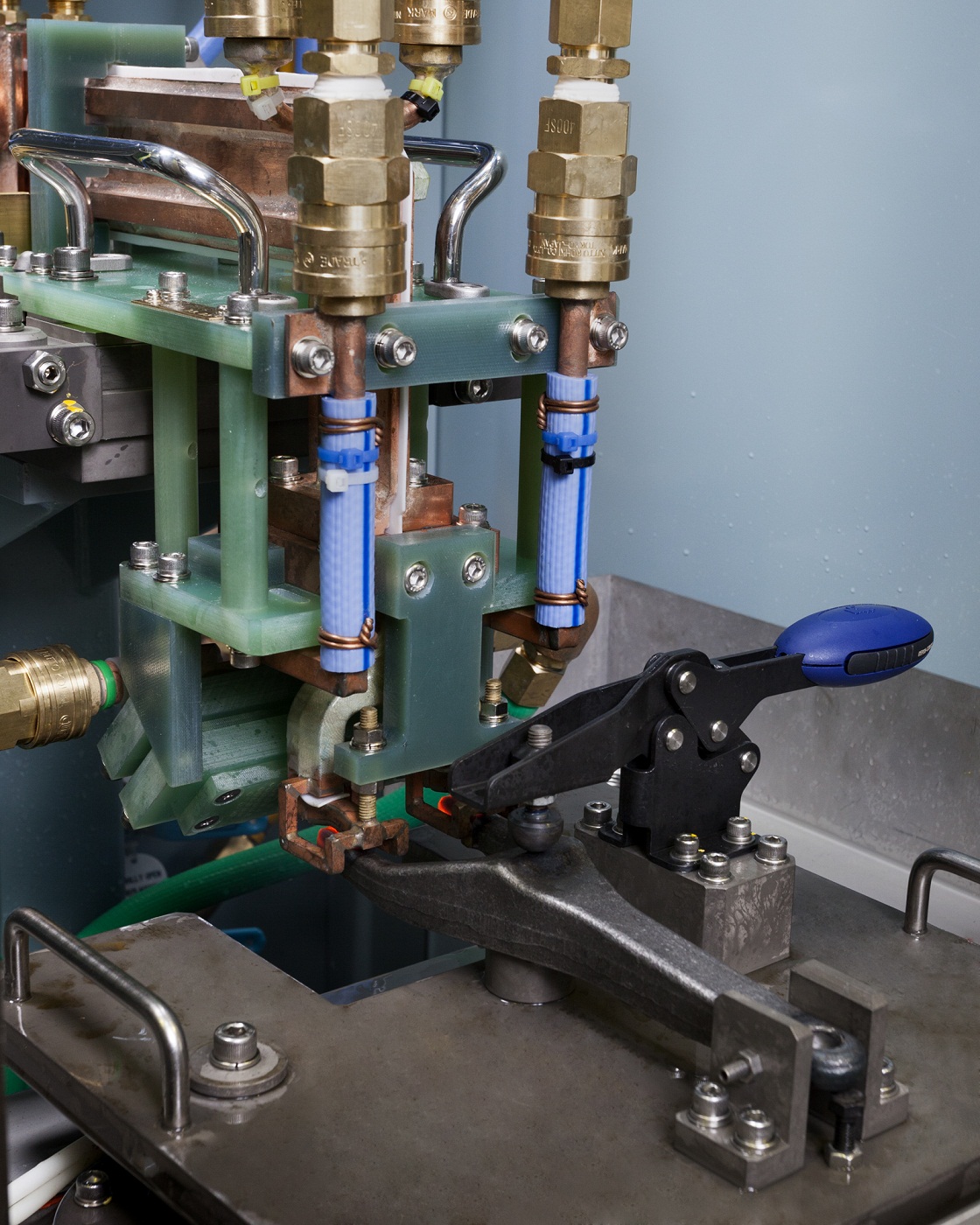
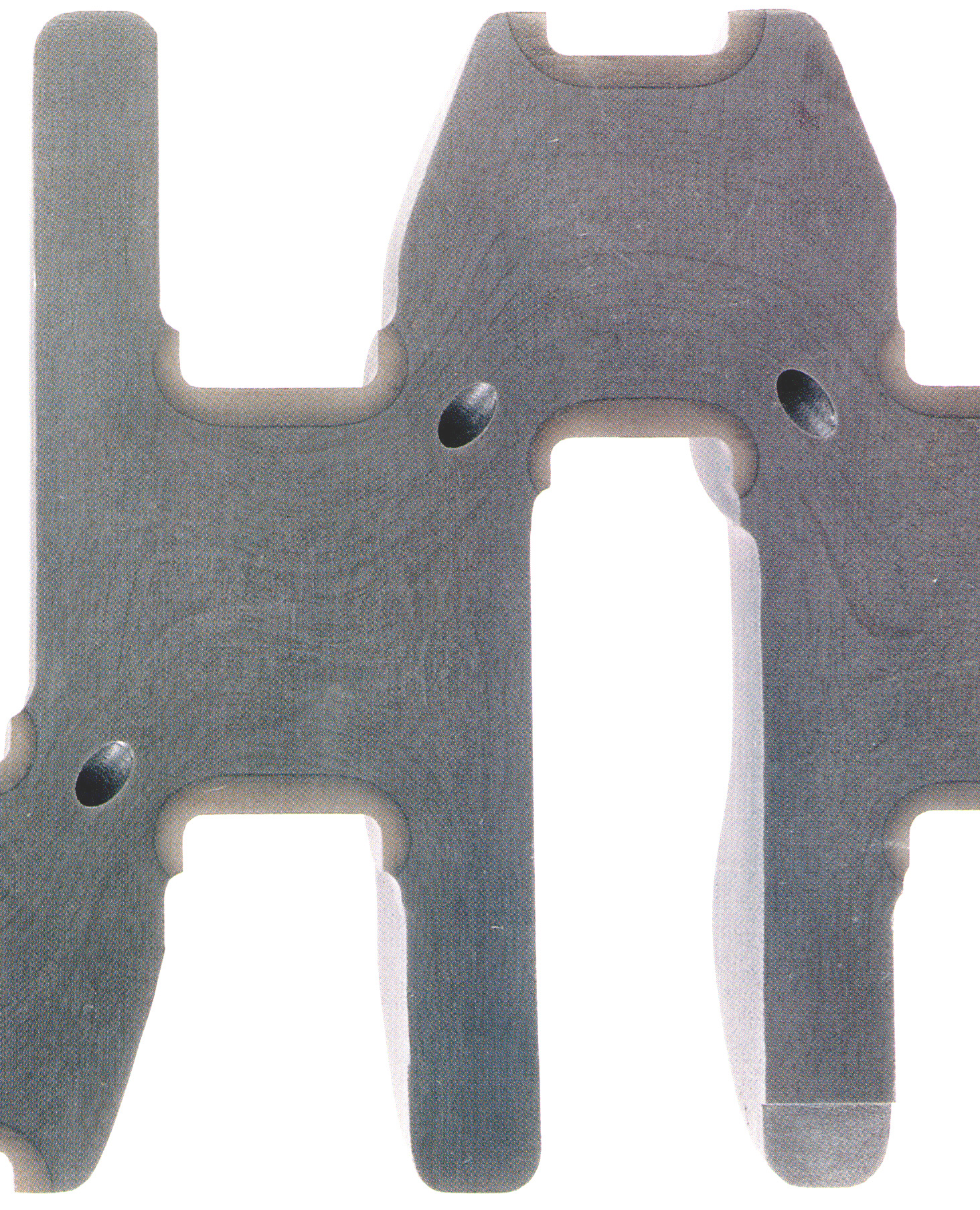
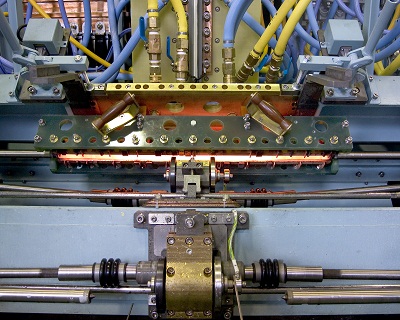
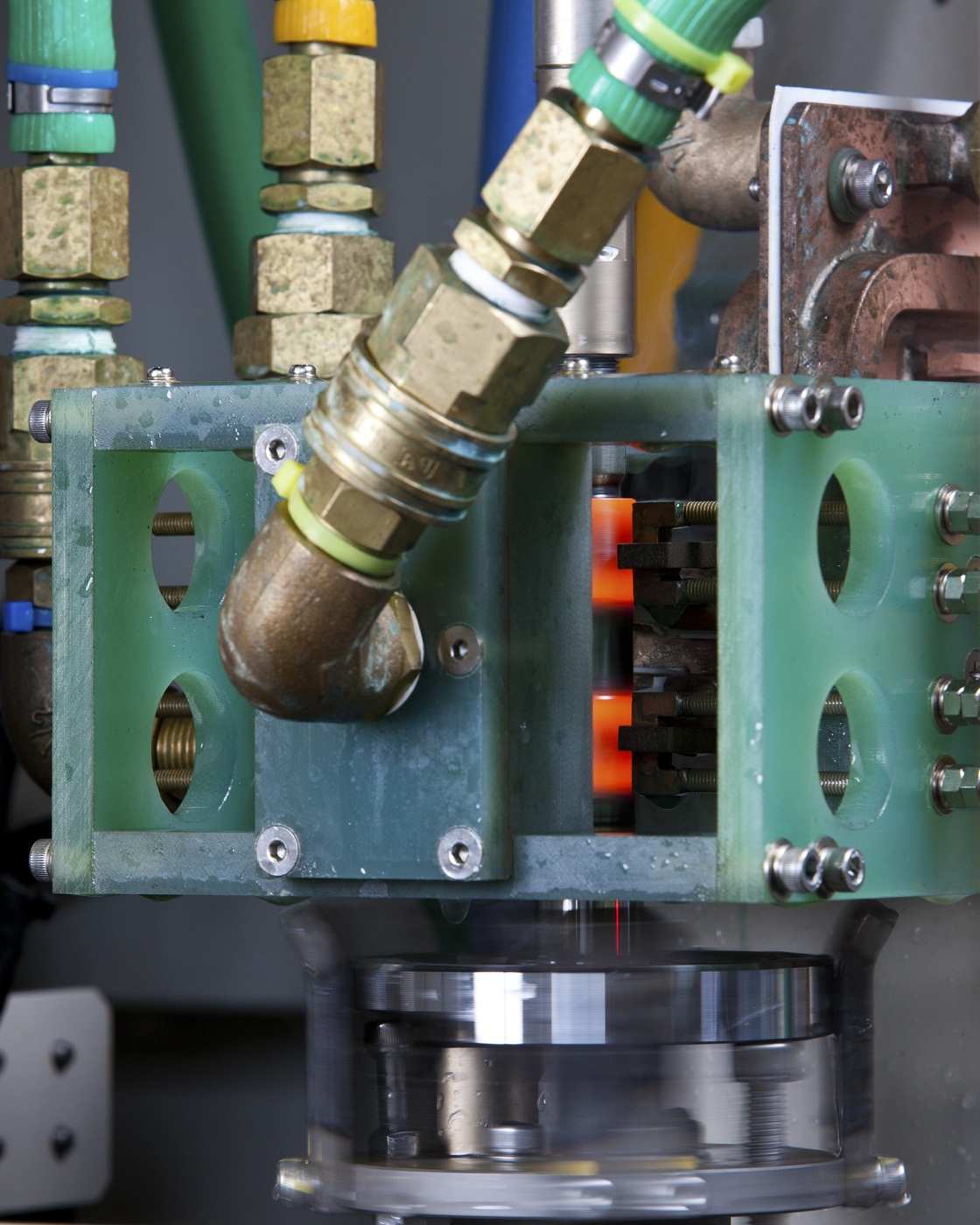
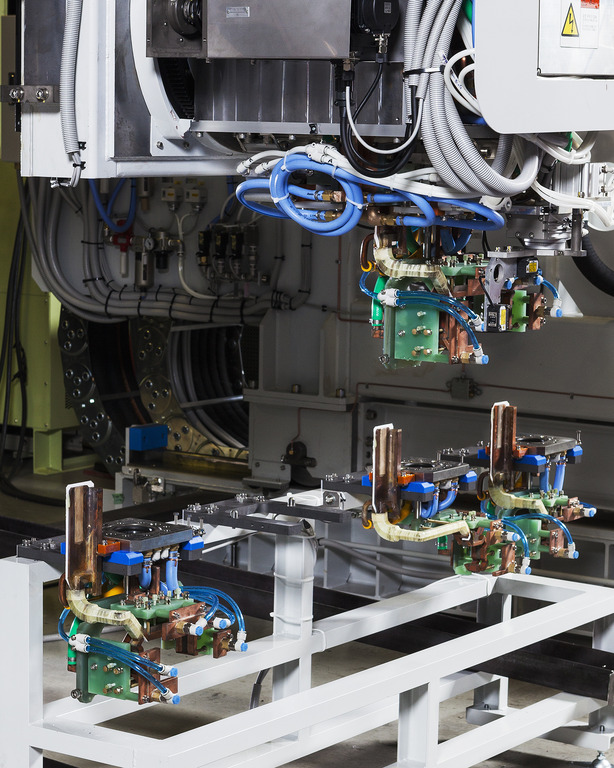
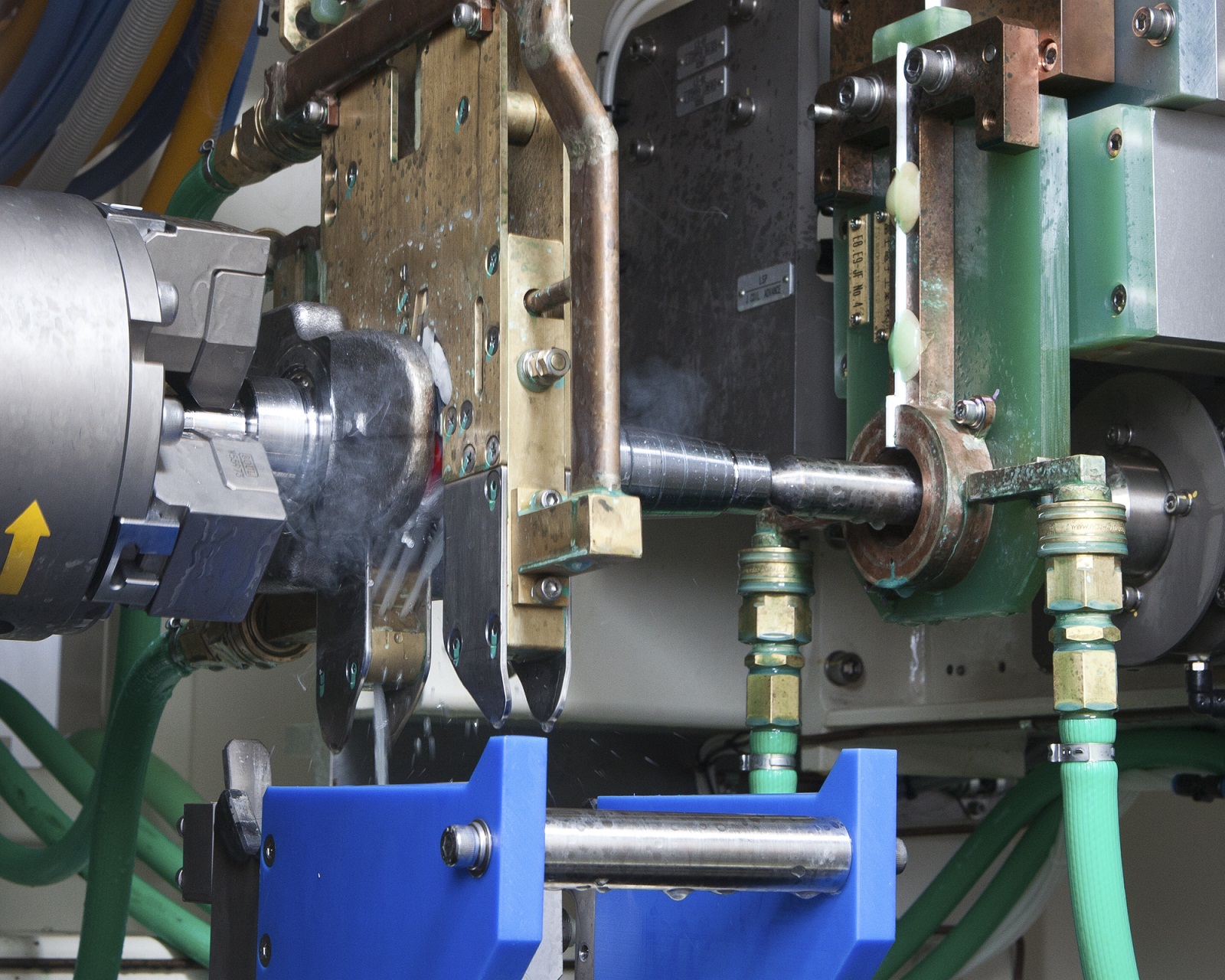
The photo shows the double axle vertical scan hardening station of
an induction hardening machine for automobile transmission parts.
The workpiece, a clutch release fork (clutch lever), is hardened
at the two tips by semi-open coils.
After heating, the workpiece is carried down and quenched outside of the coil.
The green plate seen behind the coil is the quenching jacket,
which sprays quenching water from diagonally above the workpiece.
In addition to one-shot hardening as seen in the photo, the coils and jigs
can be exchanged for vertical scan hardening as well.
~Transmission Parts Induction Hardening Machine ③ Automobile Parts
IH Heat Treat~
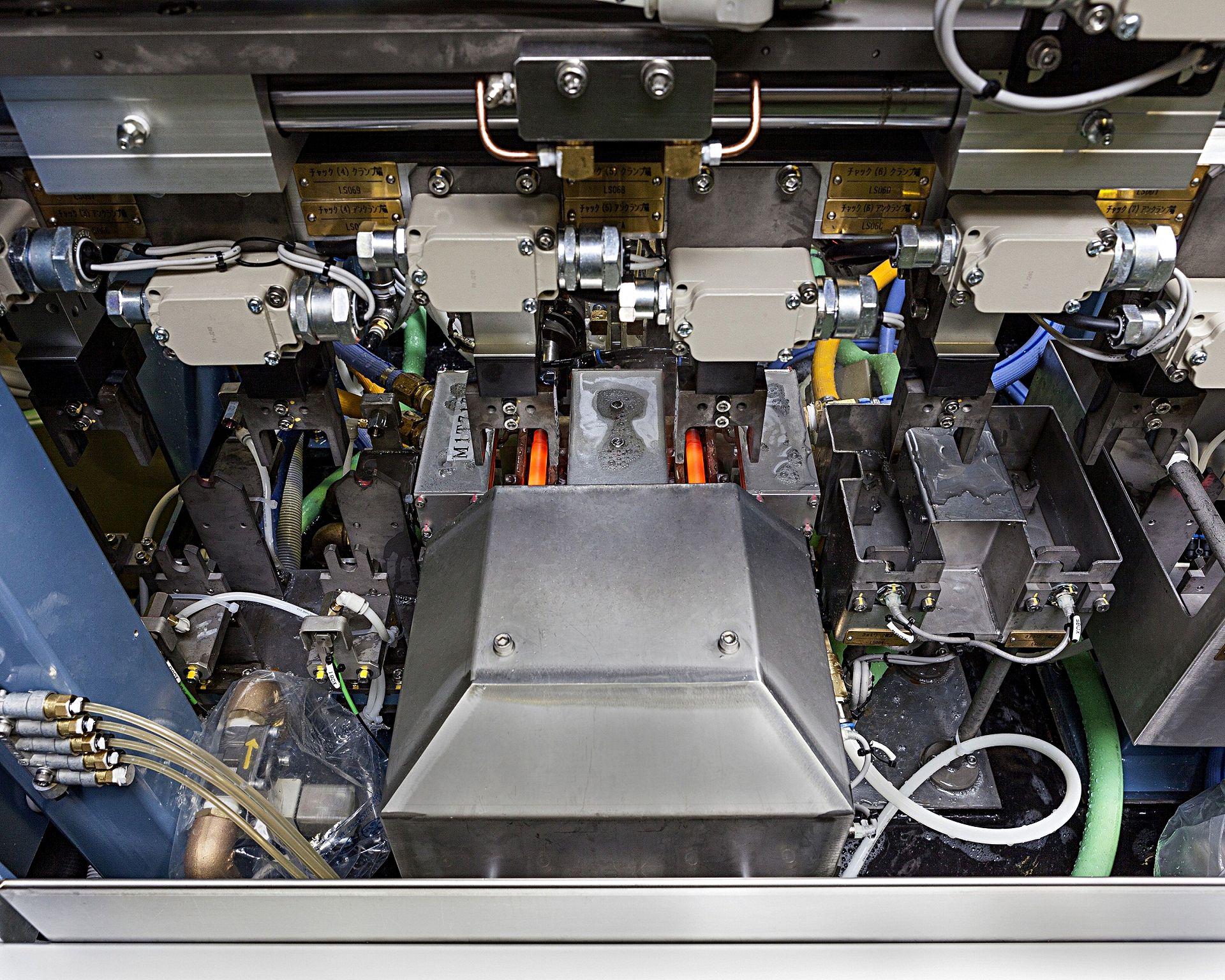
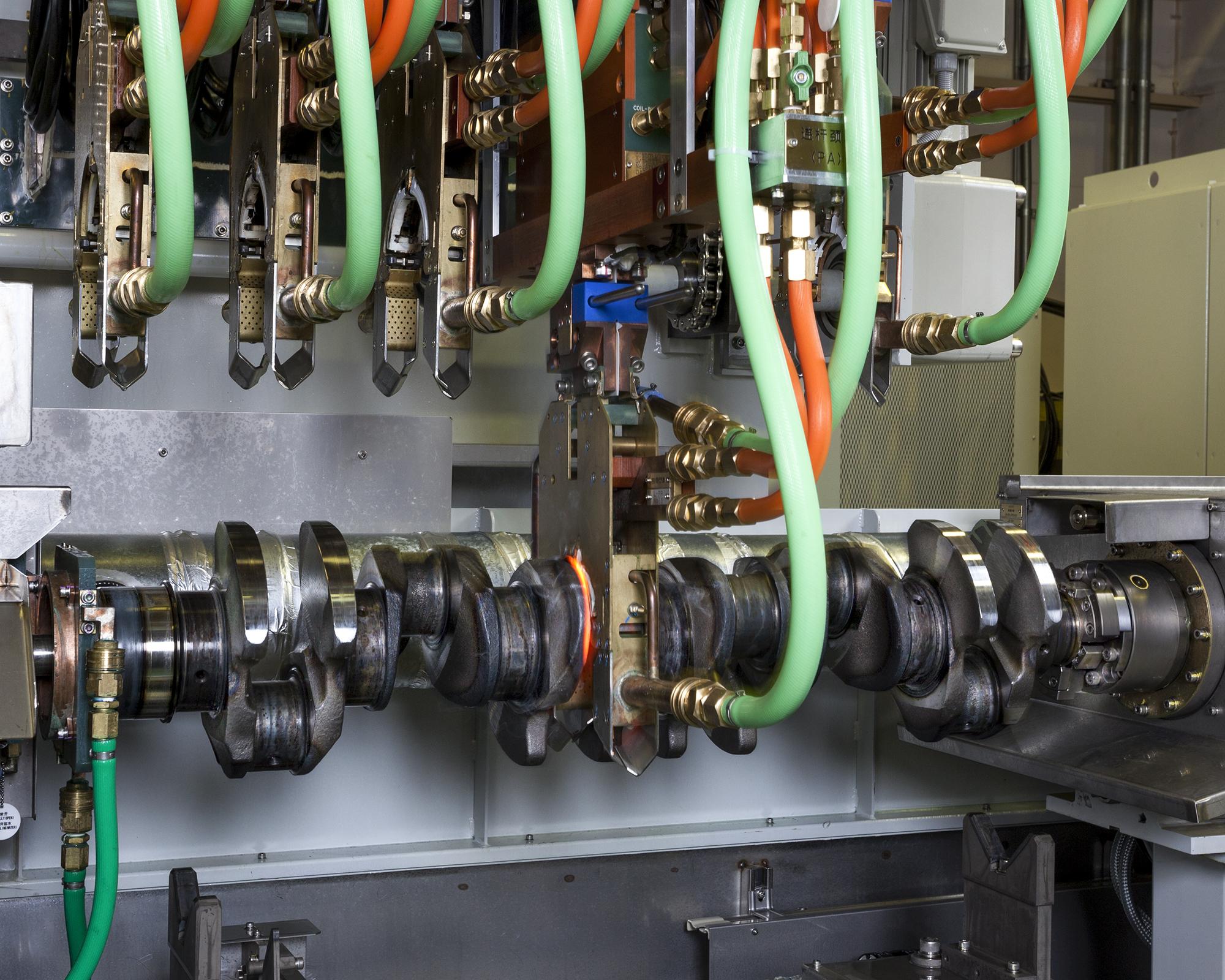
The photo shows the hardening station in a motor shaft gear induction hardening machine.
Two shafts are induction heated simultaneously by a line coil.
The shafts, each approximately 10mm in diameter and 100mm in length,
are induction hardened in 16 seconds per cycle.
Using our original semi-coil line coil and rotating one-shot hardening method,
this machine achieves a casing along the shaft outer diameter.
※ Ring coil scan hardening requires longer cycle time, can cause overheating
of the corners, and have shallow case depth at the curved sections.
By exchanging the coils and jigs, this machine can process up to 20 shaft models.
~Shaft Gear Induction Hardening Machine ② Line Coil Automobile
Machine Parts IH Heat Treat~

We design and manufacture crankshaft hardening machines.
The photo shows an automobile V6 engine crankshaft induction hardening and reheating machine.
This machine is installed in-line at an engine plant.
It receives the workpiece from the previous process, performs hardening
automatically, and sends the workpiece to the next process.
The workpiece is loaded from the port on the right.
First the pins are induction hardened at the right and center stations,
followed by the journals at the left station.
Finally the work is unloaded from the port of the left.
This machine performs flat hardening, which in general is a simpler process,
but to achieve the specified short cycle time of under 50 seconds,
the machine was designed with two converters and three hardening stations
for high productivity.
The photo shows the hardening station of a motorcyle engine assembly
crankshaft induction hardening and reheating machine.
※At Fuji Denshi, we refer to tempering as reheating to differentiate from
furnace methods.
In the photo, two sections of the shaft are induction heated.
The spray quenching jacket is combined with the coil unit for a rapid
heating-quenching process.
To perform hardening and reheating with the same machine, the converter is
designed to switch between two frequencies.
Even with two heating-quenching cycles, the cycle time is kept under 1 minuteper workpiece.
~Assembly Crankshaft Induction Hardening Machine Reheating Machine
Double Axle Parts IH Heat Treat~
The photo shows the hardening and reheating stations in a automobile propeller
center bearing shaft induction hardening and reheating machine.
On the right with the green spray quenching jacket is the hardening station.
On the left in the brown box is the reheating station.
※At Fuji Denshi, we refer to tempering as reheating to differentiate from
furnace methods.
The hardening and reheating stations are divided and have separate converters
to achieve a cycle time of under 30 seconds.
This design achieves both compactness and high productivity.
The photo shows the hardening station of a vertical scan induction hardening machine
for shafts used in motors, generators, and alternators.
This automatic machine can induction hardening various motor shafts from
automobile alternators to vessel generators.
Our vertical scan hardening machine can be designed to move not only the workpiece, but also the coil and power transformer unit.
With this design, we decreased the size of the hardening station and
the entire machine as well as made loading and unloading easier.
As a result, this machine performs high quality hardening while
decreasing operation time.

[Job Heat Treat]
The photo shows a camshaft induction hardening and reheating machine.
This machine hardens two camshafts simultaneously with manual loading
and automatic unloading.
Fuji Denshi's camshaft hardening machine uses our patented eccentric
tracking mechanism.
The coil follows the rotating cam nose to achieve even heating.
Our original coil design smoothly heats the cam and prevents temperature
difference over the cam surface.
The quenching jacket is designed to control the water volume for even
quenching of each cam.
Using these technologies, cracking and uneven residual stress are reduced,
minimizing cracking during grinding while also achieving an even
casing and low runout.
The high-speed design also contributes to shorter cycle time.
Fuji Denshi's camshaft hardening machine uses our patented eccentric
tracking mechanism.
The coil follows the rotating cam nose to achieve even heating.
Using these technologies, cracking during grinding is prevented
while achieving an even casing and low runout.
The high-speed design also contributes to shorter cycle time.
The photo shows our production machinery bed hardening machine during
automatic coil changing.
Our bed hardening machine's automatic coil changer reduces retooling time
and necessary work.
In the photo, the previous coil is returned to the coil station and the changer
picks up a new coil.
Our gate model bed scan hardening machine is the first machine in the world
to be installed with this device.
[Custom-made Machines]
The photo shows the heating station of an automobile engine
camshaft pump cam induction heating machine.
To austemper the ductile iron pump cam, the cam is heated to over 1,100°C
and quenched in the adjacent salt bath.
To effectively heat the triangular shaped target area,
the rotating workpiece is heated with low frequency using a multi-turn coil
until a certain depth is reached.
After thorough calibration, we were able to meet the severe
heating specifications of minimum 1,100°C and range ±20°C
for two differently shaped target areas.
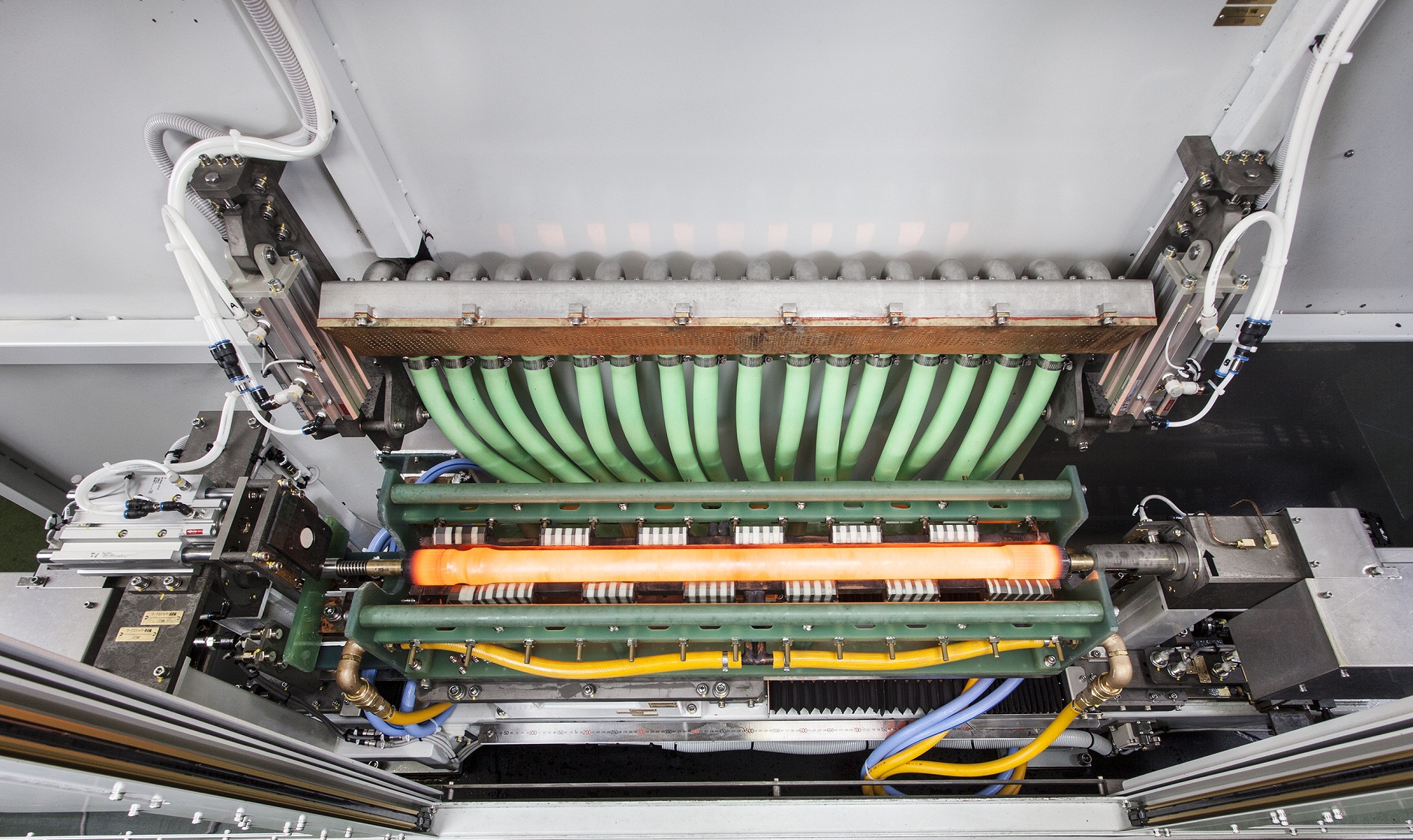
The photo shows the hardening station of a truck powertrain axle shaft induction hardening machine.
The multi-diamater axle shaft surface is evenly heated using our
semi-open line coil.
In the photo, the quenching jacket is raised, but during the actual process,
the jacket rotates 90° forward and moves down to the workpiece
for spray quenching.
The horizontally oriented workpiece is held by the centering unit,
then rotated by the straightening roller from below during heating
and quenching.
This method achieves hardening with low run out for thick, long,
and multi-diameter shafts.
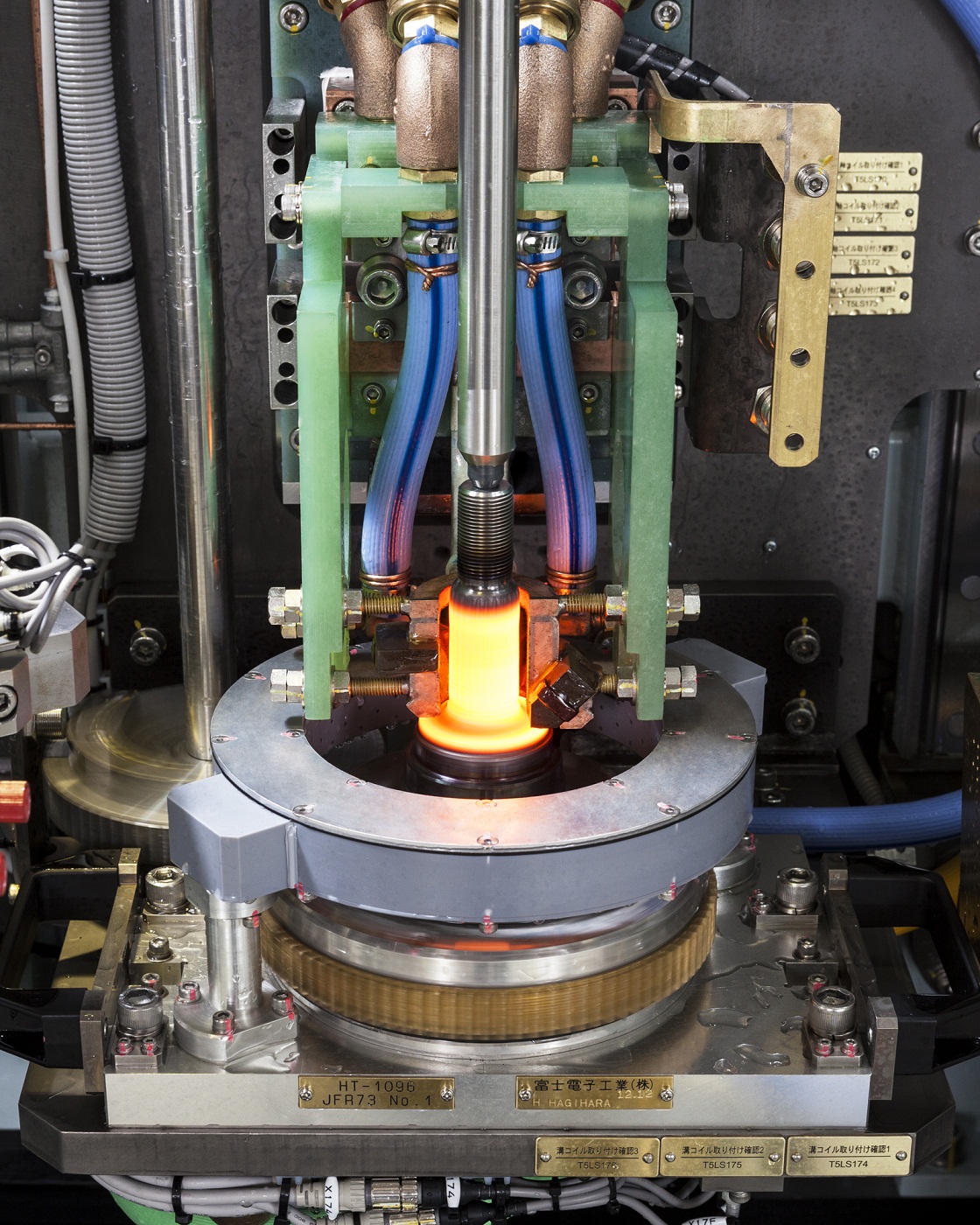
The photo shows the hardening station of an automobile power train CVJ
(constant velocity joint) outer surface induction hardening and
reheating machine.
The hardened ares are the outer stem and cup grooves.
As seen in the photo, as the workpiece rotates the stem is induction heated.
The brown heating coil around the workpiece is our original semi-open line coil.
The benefits of our line coil include:
- deep hardening depth in the curved corners of multi-diameter shafts
- continuous case pattern over the shaft, curved, and flange sections
to prevent soft areas and achieve durability
- simple loading and unloading for short cycle time
With these features, this machine achieves a cycle time of
under 30 seconds per workpiece.

[Custom-made Machines]
The photo shows an automobile steering upper shaft
induction annealing machine.
After forming with a press, the desired sections of the hardened workpiece
are induction heated for annealing.
One converter is used to anneal two workpieces simultaneously,
allowing for a compact machine design.
※The size of the manual loading/unloading machine without conveyor
is seen on the right.
We continue to develop methods to make our machines
as compact as possible.

The photo shows an automobile powertrain driveshaft (half shaft)
induction hardening machine.
In the front is the hardening machine and above it are two gantry loaders
for loading and unloading.
In the back left is the incoming panel and converter.
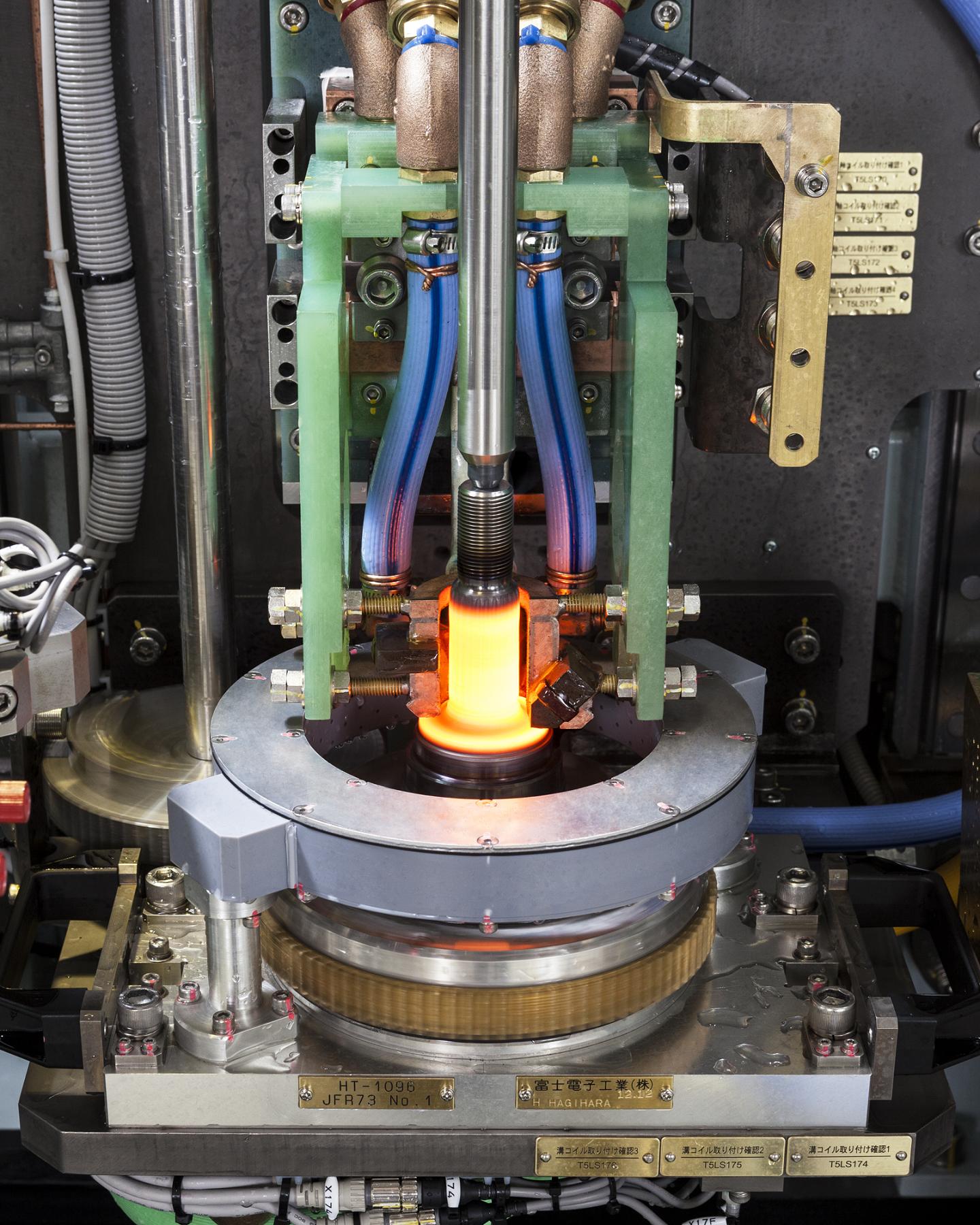
The workpiece in the center of the hardening machine is glowing red
during heating.
To the left of the hardening machine, a workpiece is waiting on a jig.
The same type of jig is also to the right of the machine, not seen in the photo.
The workpiece is picked up by the robotic arm, turned horizontally 90˚,
carried over the machine by the gantry loader and loaded
into the heating station.
After heating and quenching, the other gantry loader unloads the workpiece
and carries it to the next process.
This machine was specially designed for our semi-open line coil
and achieves a remarkably short cycle time of 20 seconds per workpiece.

We manufacture driveshaft induction hardening machines.
[Machine Features]
① High productivity of 225 parts/hour
② Single shot method for 40~50% energy savings versus scan hardening
③ Case depth of over 40% of diameter to achieve high fatigue strength
④ Originally developed straightening roller to prevent run out during hardening
Please contact us for your questions and concerns about driveshaft hardening.
~Driveshaft Induction Hardening High Productivity Energy Savings
Fatigue Strength Low Runout~

This is our induction hardenig machine for idlers and truck rollers used
in the continuous track of agricultural machinery such as combines.
This machine can perform induction hardening of up to 20 types of
cast metal parts by changing the coils and jigs.
The workpiece is loaded and unloaded by robot from above
the hardening station, achieving high productivity and flexibility.
The semi-open line coil, designed to match the outer diameter of the workpiece,
and the capacitor bank move horizontally during loading/unloading.
The cooling unit, seen in the photo on the back right of the hardening machine,
is located for compactness and easy access for maintenance.

Double Axle Vertical Scan Induction Hardening Machine 2 Units
These machines were installed in a customer's overseas job heat treatment plant.
The inner surface of the 400mm length workpiece is induction hardened.
As the inner surface diameter ranges between 50~120mm,
the converter is designed to switch between two frequencies.
We made special adjustments to the machine's motor positioning
to meet our customer's request to minimize the height of the machine.
The height of the loading/unloading unit was also designed
to match the height of the operator.

We exhibited at the 22nd M-Tech Expo.
Thank you to all the participants who visited our booth.
******************************************************************
Date : October 2 - 4, 2018
Time: October 2 - 3 10:00 - 18:00, October 4 10:00 - 17:00
Location: Index Osaka
Nearest Station: Cosmo Square or Naka-futo
Booth: Hall 6B, Area 45-28
At our exhibit, we will showcase our hardening machines by video
and also have mic performances.
We will also have a display of a wide variety of heat treated cut samples
for your viewing.
Please stop by our booth during your visit and pick up some of our novelties.

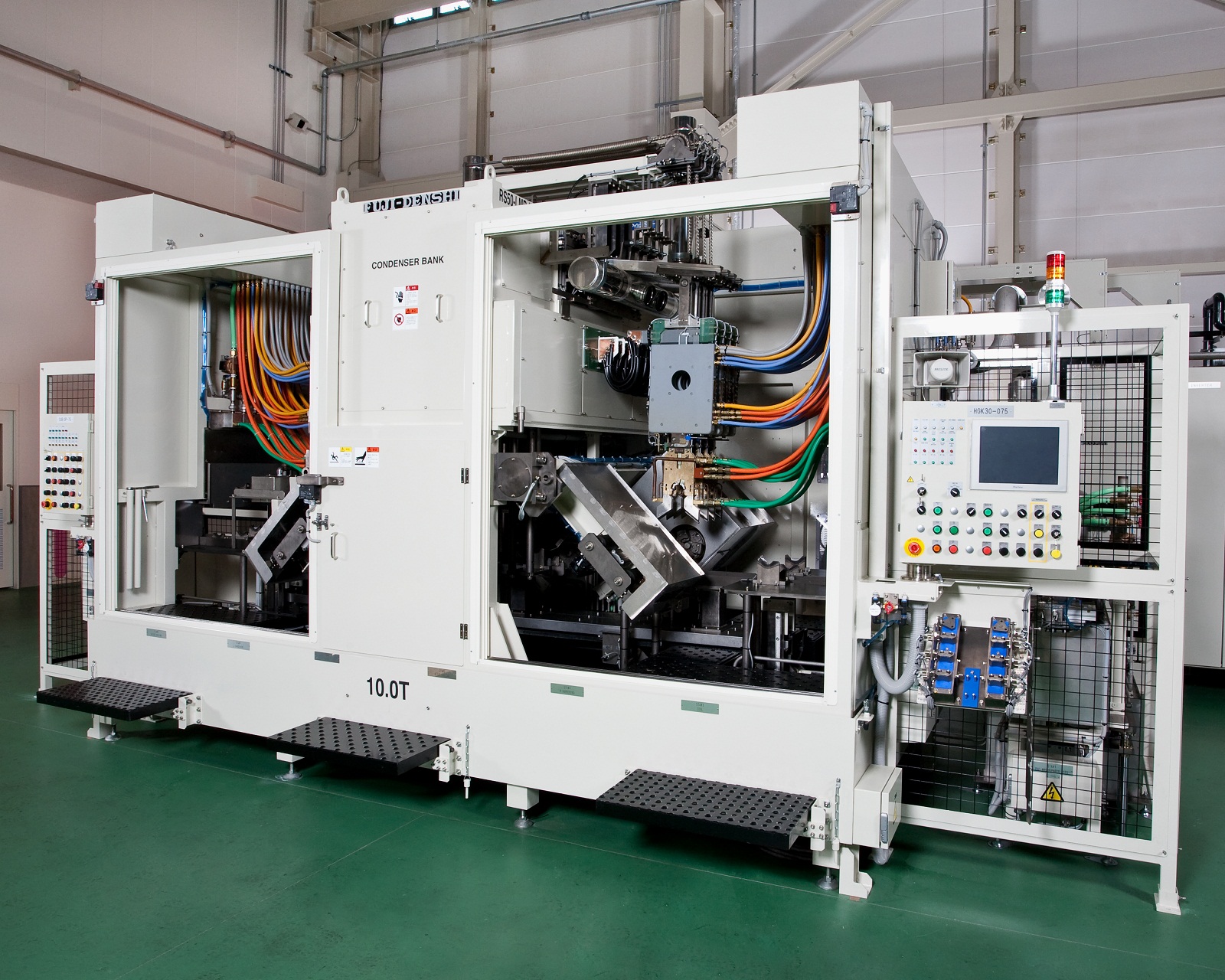
This is our crankshaft induction hardening machine, able to treat crankshafts
for automobiles, agricultural machinery, construction machinery and more.
The machine can be adapted for a variety of crankshafts by
retooling the coil and jigs and other adjustments.
It is also able to perform hardening of split pins for V engine crankshafts.
With manual loading/unloading, after placing the workpiece on the front left jig,
the jig moves to the center and carries the workpiece to the back
of the machine.
In the back station, the pins and journals are hardened.
If the front station, the crankshaft oil hole section is hardened.
After hardening, the work are carried to the center and unloaded to the right.
While being extremely flexible, this machine also has high productivity.

This large dip quench induction hardening machine is installed
in our job heat treat plant.
Outer ring hardening: up to 1800mm diamater, 350mm thickness
Inner ring hardening: up to 1500mm diameter, 150mm thickness
This machine performs one-shot hardening for large gears,
bearing races and more up to the above dimensions.
For gear hardening, this machine features
- even heating by ring coil
- even quenching by dip spray
to minimize runout and cracking.
By heating in two stages, preheating and main heating,
the case depth is deep even in the gear grooves.
Please contact us with your job heat treatment needs.

[Custom-made Machines]
This is an induction annealing machine for automobile pinion shafts.
After the entire surface is hardened by carburizing, only the tip section
is annealed by induction.
Annealing does not require rapid quenching like hardening,
so the machine design is very compact.
As seen in the photo, the work is automatically loaded from the left
and carried to the annealing station.
After annealing, the workpiece is automatically unloaded.
We continue to develop machines with high productivity
using the simplest possible design.
The workpiece in the center of the hardening machine is glowing red
during heating.
The green box with handles is the coil unit, featuring a semi-open coil unit
positioned over the workpiece.
For muilt-diameter shafts, our machines are designed so the case depth is
sufficient even in the cruved corners of the shaft surface.
The workpiece shown is the thinnest and lightest of its kind in the industry,
and our machine is designed to make precision hardening possible
using our dip spray quench method and straightening roller for low runout.
~Driveshaft Induction Hardening Machine② Automobile Parts
IH Heat Treat~

We manufacture bed induction hardening machines.
The pictured hardening machine is for industrial machine beds.
Our bed hardening machine features our automatic coil tracking system,
which maintains the gap between the coil and workpiece
by sensor during the automatic hardening process.
As seen in the photo, the extremely small gap between the coil
and workpiece is maintained throughout the process.
The power consumption by the workpiece is highly efficient,
while achieving an even casing, ensuring high quality and energy savings.
~Bed Hardening Machine Induction Hardening Machine
Industrial Machine Machine Tool Parts IH Heat Treat~

This photo shows the heating station of our automobile transafer shaft
and helical shaft induction annealing machine.
After the entire surface is hardened by carburizing,
only a section is annealed by induction.
The photo shows the workpiece after annealing.
The flange shaped section of the middle workpiece appears blue
after being heated.
While we at Fuji Denshi maintain induction hardening as one of
our specialties, we also specialize in annealing of parts hardened
by carburizing, machining, and welding.

[Job Heat Treatment]
The photo shows our custom-made large dip quench hardening machine.
[Major workpiece types] bearing race, large internal gear, large gear
※ Outer diameter: up to Φ1800, thickness 350mm
※ Inner diameter: up to Φ1500, thickness 150mm
[Material] steel (S45C), stainless steel (SUS304), etc.
[One-Shot Hardening]
During scan hardening, the beginning and end points are heated
and quenched twice, which can cause cracking or soft spots.
In contrast, our one-shot hardening achieves a sufficiently deep casing
around the whole circumference of gears up to 1.8m diameter and 15 module.
[Dip Quench Hardening]
Immediately after heating, the workpiece is submerged in quenching water
and sprayed by quenching water jackets. This prevents the formation of
an air layer around the workpiece and ensures an even casing.
By controlling the water temperature and mixing speed,
the resultant casing can be controlled to high precision.
[Inner/Outer Simultaenous Heating]
The machine can be fitted with two power sources to heat the
inner and outer surfaces at the same time.
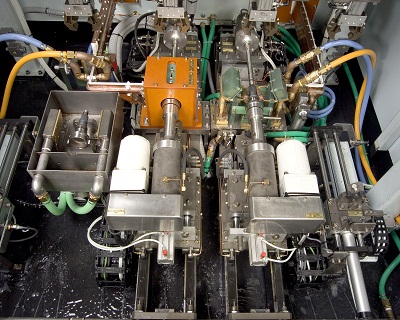
This photo shows out automobile engine crankshaft induction
hardening machine.
This machine is installed in-line at an engine plant.
It receives the workpiece from the previous process,
performs hardening automatically, and sends the workpiece
to the next process.
The workpiece is loaded from the port on the right.
First the pins are induction hardened at the right station,
followed by the journals at the left station.
Finally the work is unloaded from the port of the left.
This particular machine is specified for flat hardening of
4-cylinder crankshafts,and shows the common features
of our machines, compactness and short cycle time.
As a result, it has a cycle time of under 45 seconds per cycle
for extremely high productivity.

The photo shows the heating station of an automobile engine
camshaft pump cam induction heating machine.
To austemper the ductile iron pump cam, the cam is heated
to over 1,100℃ and quenched in the adjacent salt bath.
Pictured to the right are the transistorized converter and control panel,
and to the middle and left are the hardening machine and matching panel.
Loading/unloading is done by robot, and 2 workpieces are heated
at the same time. As a result, 2 workpieces are treated in under 1 minute.
For austempering, the heated workpiece is quickly unloaded
by the robot and transported to the salt bath.
This machine was designed for extreme compactness,
as the quenching water circuits in typical hardening were not necessary.
~Camshaft Pump Cam Induction Heating Austemper Machine ①
Automobile Parts IH Heat Treat~

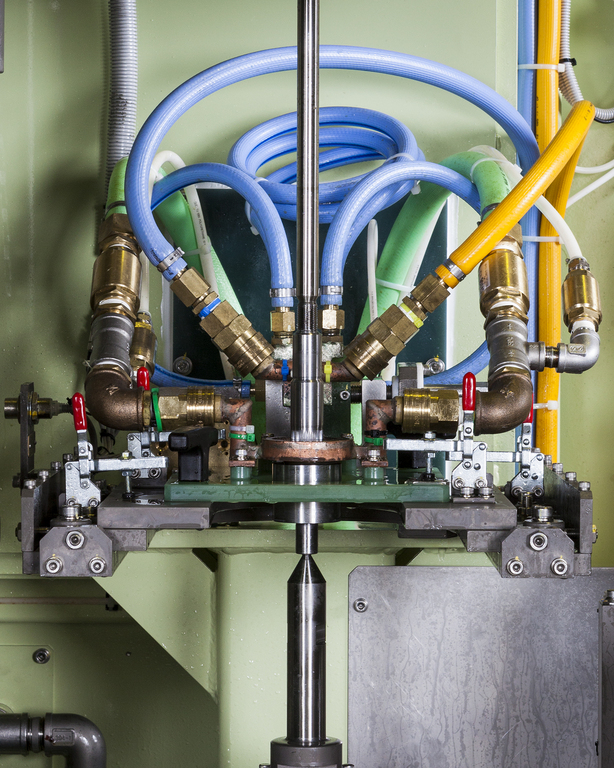
This photo shows the hardening station of our autmobile engine
crankshaft flange hardening machine.
The workpiece is loaded/unloaded from above by robot.
After the workpiece is set on the rotating jig, the coil unit moves forward
to the heating position, and heats the workpiece as it rotates around its axis.
The photo shows the crankshaft flange being heated by the induction coil,
which is behind the green disc-shaped spray jacket.
After heating, the coil unit moves slightly back to the quenching position,
and quenching water is sprayed onto the workpiece from the spray jackets.

The photo shows our induction hardening machine for
construction machinery slew bearings.
The section hardened is the inner gear inside the ring.
This machine can treat parts up to 1300mm in diameter and
over 250kg in weight.
To provide the large energy required for heating, this machine is equipped
with a 1100kW, 10kHz converter.
While induction hardening of large gears can cause cracking and runout,
our machine achieves an even casing by heating the workpiece in two stages,
preheating and main heating, and quenching using our dip-spray method.
In the photo, the octagonal-shaped pool to the left is the dip spray tank.
The workpiece is sitting on the receive jig and diagonally above it is the coil.
During loading/unloading, the coil moves to the right, and during hardening
it moves directly above the workpiece.
Dip quenching requires a high volume of quenching water.
This machine utilizes a magnet separator and oil skimmer to remove impurities
and the quenching water is recycled into the tank.
The machine design was kept as compact as possible despite
treating extremely large workpieces.

The photo shows the hardening station of our induction hardening machine
for construction machinery slew bearings.
The section hardened is the inner gear inside the ring.
This machine can treat parts up to 1300mm in diameter
and over 250kg in weight.
In the photo, the workpiece is lifted by the receive jig into the ring-shaped coil,
which induction heats the gear inner circumference.
After heating, the jig carries the workpiece down and submerges it
in the quenching water tank. There it is sprayed by quenching water jackets
to achieve even quenching.
While induction hardening of large gears can cause cracking and runout,
our machine achieves an even casing by heating the workpiece in two stages,
preheating and main heating, and quenching using our dip-spray method.

[Job Heat Treatment]
The photo shows the large parts hardening machine in our heat treatment plant.
The part size can be visualized by comparison with the workers
standing behind it.
This machine can treat parts up to 15m in length and 40 tons in weight,
which is the heaviest weight permitted to be carried on Japanese roadways.
Large parts treated with this machine include machine beds, columns,
and slide guides.
[Custom-made Machines]
This is the flange oil seal hardening station of our all-purpose crankshaft
hardening machine, which treats crankshafts for automobiles,
agricultural machinery, construction machinery, and more.
The machine can be adjusted for various types of crankshafts
by exchanging and repositioning the coils and jigs.
In the photo, the flange section of the crankshaft is induction heated
by a ring coil.
The coil is housed in green resin insulation to prevent induction
of the surrounding machine,while the coil is cooled by a continuous flow
of cooling water through its copper piping.
[Custom-made Machines]
The pictured machine is our horizontal scan induction hardening
and reheat machine for construction machinery shafts.
At Fuji Denshi, we refer to tempering as reheating to differentiate
from furnace methods.
The pictured machine is specified for front loading and unloading.
Loading is performed by robot and unloading is done automatically
by jigs and chute for a simple yet highly productive design.
[Custom-made Machines]
The photo shows the hardening station of our one-cylinder
engine crankshaft induction hardening machine.
This type of engine is supplied for agricultural and production machinery.
This machine is installed in an overseas engine plant.
The workpiece is transported from the previous process and hardened.
Loading and unloading is done manually,
while door close → coil set → hardening is automatic.
(In recent years robotics have been implemented for loading and unloading,
resulting in an increase in fully automatic machines.)
In the photo, the crankshaft is rotated while the pin section is hardened.
The gold-colored device hanging to the left is the pin hardening coil,
and the copper-colored device attached to green insulation on the right
is the journal hardening coil.
Both pin and journal sections are hardened at the same station,
allowing for a compact machine design.

The photo shows the hardening station of our all-purpose hardening
machine for automobile parts.
This machine has two hardening stations, enabling it to harden
two different types of workpieces if equipped with different coils and jigs.
Treatable parts include:
・Shift fork
・Clutch release fork
・Lever striking
・Bracket
and other such parts for automobile transmission, which have difficult shapes
including curves and teeth.
In the photo, the teethed section of a bracket is being induction hardening
at the right-hand station.
To the left of the heated workpiece is the gold-colored spray quench jacket,
which rapidly quenches the workpiece after heating.
At the left-hand station, a lever striking is sitting on the jig ready for heating.

The photo shows our motor rotation shaft gear hardening machine.
This machine simultaneously hardens two Φ10, 100mm shafts
with a cycle time of 16 seconds.
Installed in-line at a motor production plant, the machine receives
the workpieces from the previous process,
automatically hardens the workpieces, and sends them to the next process.
The workpieces are loaded from the port to the left (near the bottom
of the control panel).
They are hardened at the left-hand station, after-cooled at the center station,
and air blowed at the right-hand station, before being unloaded from the port
on the right.
To achieve hardening quality and short cycle time, the workpiece,
a multi-diameter shaft. and is hardened by one-shot hardening
using our semi-open line coil to create a even casing along the workpiece's
outer diameter.
※In comparison, scan hardening using a ring coil requires longer cycle time,
can cause overheating at the shaft corners, and have insufficient case depth
at the curved parts of the shaft.
By exchanging the coils and jigs, this machine can several different types
of workpieces.

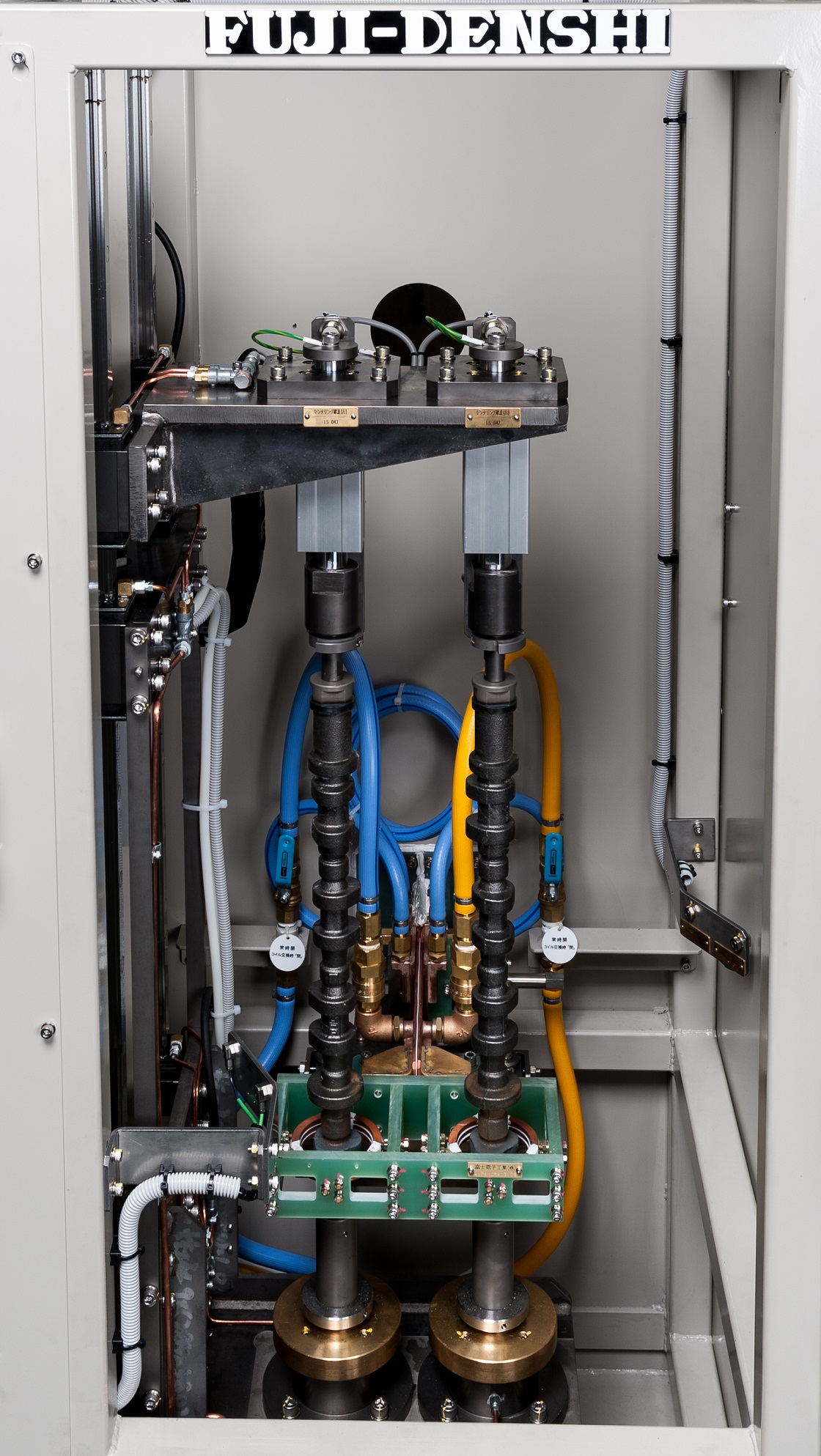
The photo shows the hardening station of our all-purpose single axle
double bed vertical scan induction hardening machine.
Our vertical scan induction hardening machines typical move the coil
during scanning, but this machine was designed for the workpiece
to move as specified by our customer.
The machine also can perform one-shot hardening, as seen in the photo.
The coil heats the workpiece from above and the jacket quenches it from below.
By rotating the workpiece while heating with our line coil, the multi-diameter
workpiece is heating along the whole circumference.


